For that test, are you using something like this?
Or have you found something even better?
For that test, are you using something like this?
Or have you found something even better?
Hahaha no! When it’s wet the brittleness changes very drastically so you don’t actually need a tool to verify. Usually for the pahtcf I use I can bend them easily and without breaking it. However once wet, it easily breaks
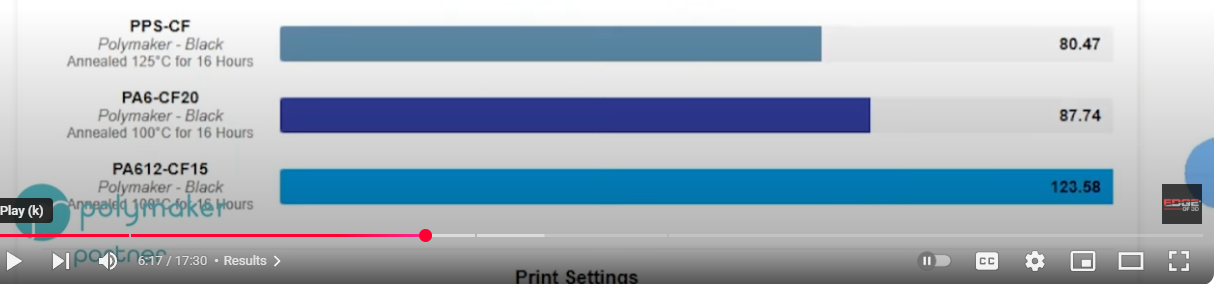
Have you tried out PA612-CF15? This youtuber is pretty hardcore about both testing and comparing filaments, and he’s quite enamored with how good it is (well, according to his own testing that is):
Assuming his measurements are correct, it outperforms PPS-CF by a mile in a lot of key areas. And the good thing is that it’s a lot cheaper than either PPS-CF or PPA-CF:
It’s a bit hard to say here. I don’t understand why PA6 mixed with PA12 would be better than PA12. Let alone PPA and PPS.
Just now noticed that he very recently did a youtube regarding PPA, and he declares it the Greatest of all Time (g.o.a.t.)

Yes. For the price point, there’s no point of looking at other similar/not as good options.
Yes for something that needs strength you cant beat PPA-CF from Siraya or other manufacturers that is available for a good price.
I still use bambu PAHT-CF (PA12-CF) for some items that need a bit of flex, as PPA is too stiff for those items. I also like that I can run bambu PAHT from AMS.
Unfortunately I can only get the PPA-CF version of Syraya Tech @Amazon in the Netherlands. The UK has it but won’t ship to the Netherlands.
Usually the CF tends to warp less, but also loses layer adhesion relative to it’s pure counterpart.
Anyone found some comparison between the PPA vs PPA-CF?
You want to stick to CF variant, as without it its pretty weak. Layer adhesion with CF is only lost on PLA and PETG, on engineering filaments (PA, PPA, PPS, PET) its improved with CF. ABS and ASA you want GF for best layer adhesion as with CF it is also reduced.
I use PLA and PETG nude, ABS and ASA with GF, Nylons and PET/PPS with CF, those are the strongest types.

Thanks for the info!
The prices of the Siraya Tech is 1/3 of the Bambu Labs one. Definitely worthwhile to try.
Something I learned from watching the video posted by @maximit is that without the CF, the annealing is likely to deform your printed object. So, if you’re planning to anneal, it seems you don’t have much choice other than the CF. Or maybe GF, but unfortunately those prices seem even higher.
Aliexpress also has bambu PPA if you dont have good deals on other brands on amazon in your region.
It’s generally worse in every way without CF
I’m running into a persistent problem with regard to PPS-CF, and that is that the H2D only heats the nozzle to 250C during the LOAD phase. That’s not high enough to extrude this material, and the auto-load fails. So, as a workaround, I manually heat the nozzle to 330C and then do manual extrusions from the console to complete the load process. That works.
I took some photos, but the bottom line is that IPA removes some of the crud from the hotend, but acetone did a better job. In addition I notice that even on a fresh-from-the-package Bambu nozzle, there’s some kind of cloudy film on it, like maybe oil or something like that. So, this time I cleaned that off as well before inserting it.
The silicone socks appear to become a trap for bits of offcast filament, and perhaps are involved in the baking and emission of plastic particles that were causing the sticking. Maybe good practice would be to replace them well ahead of time so they don’t become a reservoir of trapped over-baked plastic that contributes to the crud buildup.
Lastly, even after drying the hell out of the Polymaker Fiberon PPS-CF, it still remains relatively brittle compared to the Bambulab PPS-CF. Since Bambulab is out of stock so often, I need to find some other source. Any suggestions/recommendations as to which brand would be welcome.
That said the Fiberon brittleness only seems to be a problem toward the beginning of the print. Once it gets past, say, layer 5, it no longer seems to break, and the print can continue indefinitely without more breaks.
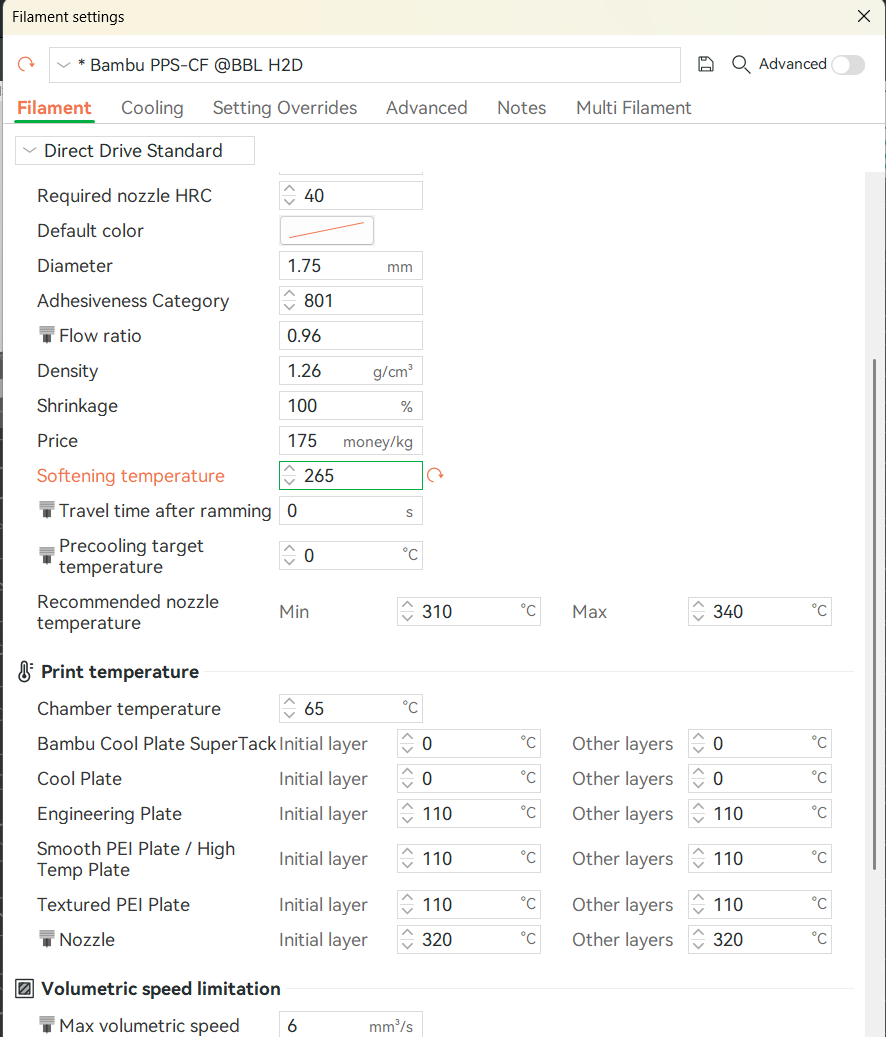
Have you tried changing settings on the filament for minimum temperature and softening temperature?
where do I do that?
252525252525
Under filament profile. For some reason they have softening at 220*. I think the heat deflection is 250-265 for PPS so that 220* seems low. I have no clue if this will help or not. The lowest temp on the filament is already at 310* which should be good.
But those are slicer settings. Does the slicer somehow update the firmware? It’s the firmware that’s doing the loading.
I would definitely report this bug to BL