I think this is true for most standard home ovens.
I have a convection oven that in regular use gets up to a stable 300C and is degree correct down to around 30C.
I do use this oven for drying some filaments overnight and PPA is one of them.
The downside to this approach is that it is highly energy- intensive because after using the oven as a (high heat) dryer, I run the ‘cleaning program’ which increases chamber temperature to around 480C for 90 minutes, reducing pretty much everything inside to pure carbon.
That cleaning step is probably a really good way to mitigate any chemistry from getting into food.
It’s too bad we don’t have more resources on filament degradation and outgassing during drying. The oven will be dumping anything in it into the room air but so does my filament dryer although it runs at a much lower temperature.
PHAT is nonspecific. I know, annoying. It is sometimes PPA, sometimes PA12 from the reading I’ve done. I am curious how they got the print temp to 300 as all of the other versions of it are 300 to 320.
Polyphtalamide (PPA)
Polyamide-based material (PATH)
And the Bambu A1 is a dual drive extruder and so on. And I don’t see any material specifications of Bambublab materials yet - not even the CE declaration, which doesn’t have to be stated on the website, the CE marking on the product is actually enough, but it’s just more trustworthy if it’s there.
And since it’s not even clear whether they make it themself or just buy it, it’s also unclear whether they know what’s in it - As long as I don’t see any stamped paper with an “National Certification Bodies” so a Authorized National Body, you can stick two gold stars on it and call it Honky Tonky Ultra Super Giga Extra Strong fillament. And even is there a stamp of an National body - by this price I will see regular spot checks by a recognized independent body.
@Hank “Polyphthalamide (PPA) is a semi-crystalline, aromatic polyamide.” Both are polyamide based. Its starting to just feel like word play. Probably both forms of the same thing that use slightly different hardness of nylon. And one costs 3x as much when buying from bambu. I. probably wrong. Ill know when/if i can get my hands kn some to test. I do know i made some paht-cf gears for a high speed respooler, have used it to respool over 300 rolls now and the gears still look new.
Ok, I watched the video, this shnit is hard. The ball was amazing and sounds so hard compared to paht. Now I want some. I still need to try some paht-cf thats advertised as ppa that i have
PAHT is a generic term for any high temp nylon the manufacturer chooses. Some PAHTs are PA12, some are 6/12 blends, and some are PPA.
Basically you need to look deeper with every PAHT before buying. They can be a variety of compounds, all with different properties.
Note: The Siraya Tech PAHT-CF is PPA. I have a roll, and just started dialling in a profile. So far - VERY strong. It is also $69/kg which is half of the Bambu lab retail.
So far, I am using the Bambu PPA profile with the nozzle temp changed to 300 because the ST filament is 300-320. Only did one tiny test print… I can’t break it by hand
Oh- in the next day I plan to do the full set of Orcaslicer calibrations. My guess is that the max volumetric flow is higher than bambu’s 8… but I’m not sure yet!
Has anyone noticed this thing costs £133 for 750g?
£43.33 per 250g or £177.33 per kg.
I understand it fills a gap, but, that is a huge amount of money for a roll of filament.
Something else you can get for £177.33.
£169 + £8 delivery = £177.00 and 33p left over for penny chews. Remember them old British people?
A whole printer or a roll of filament. That printer has a significant amount of electronics, mechanical elements, injection moulded parts and assembly.
Versus.
A long thin pipe of specialised plastic like material infused with carbon fibre.
The filament is clearly benefiting from the early adopters.
I say all this knowing I am buying a kg of PA6 GF for £54 later today just to play with after spending £34 for a kg of ASA GF for the same reason.
Definitely, not cheap. But if it holds up to the TDS, its a worth it for some people. Quite simply, there’s nothing as strong, or temp resistant available for this level of printer. It allows an actual end use prototyping option for some projects that would be effectively out of reach at this level of printer. The question anyone should ask when deciding if this is worth it is, can a PA6 GF/CF, PAHT CF or PET CF be a valid replacement?
For example, automotive under hood products can definitely be made with PAHT CF, PET CF, and potentially PA6 GF/CF, so PPA might be overkill. But if that part is something that needs to interact with water and hold its strength, PPA CF is a really interesting option. IMO, the use of this material will be very niche, but this niche includes super useful traits (extreme stiffness, and high temp and moisture rejection). But again, to your point, PET CF is pretty good with all three of those points too, only lagging behind in stiffness. But it is also not cheap.
I agree with you that people should definitely make use of the right tool for the job. I often think people try to use 3D printing for everything. It is a great tool, but not the best choice for every part of a project. If a sheet of carbon fiber is a better choice and it fits the need, use it.
Good point on the water. Maybe good for custom radiator pipe connections and gardening fittings. Stuff like that vs other nylons that love drinking water.
Don’t get too excited. We bought PET-CF, and they state that heat deflection is 205°C, and we needed to withstand 130°C. We placed it in the oven, and it deformed. Sadly, the default answer from Bambu is to run more tests, etc.
When you compare Bambu filament to other brands they have too good results I was wondering If it is real and yeah probably not.
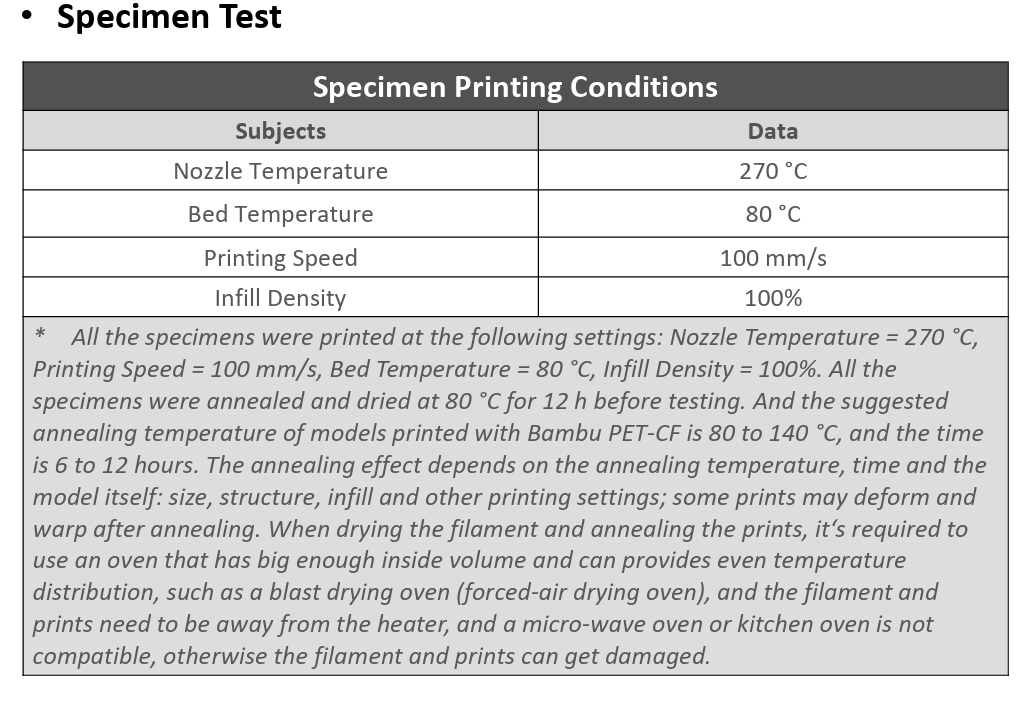
Something to note, most of Bambu’s TDS data is taken from specimens that are annealed. See the TDS section at the end to confirm the method of the testing.