Uff, das ist bitter. Die Bilder sind wieder von PLA, jetzt getrocknet?
Was ziemlich deutlich ist, dass sowohl warping als auch curling auftritt. Physikalisch ziemlich gleich (eine warme Schicht auf einer deutlich kälteren Schicht kühlt ab => zieht sich zusammen => zieht die unteren Lagen/Bauteil hoch), aber warping betrifft das Bauteil als Ganzes und zeigt sich vor allem an der Unteren Seite. Curling tritt am liebsten bei Kurven und Ecken an Überhängen auf. Aber nicht nur.
Warping kann man bis zu einem gewissen Grad mit einer guten Druckbetthaftung entgegen wirken. Aber es gibt auch Fälle, bei denen die Magnetplatte vom Heizbett gezogen wird. Ist hier aber nicht der Fall. Hier Tippe ich auf Fingerabdrücke auf der Bauplatte. Oder PETG Staub in den Tälern der Textured Plate.

Aber es stimmen auch eine ganze Reihe anderer Punkte nicht. Das Bild ist leider etwas blurry aber so sollte keine Wand aussehen:
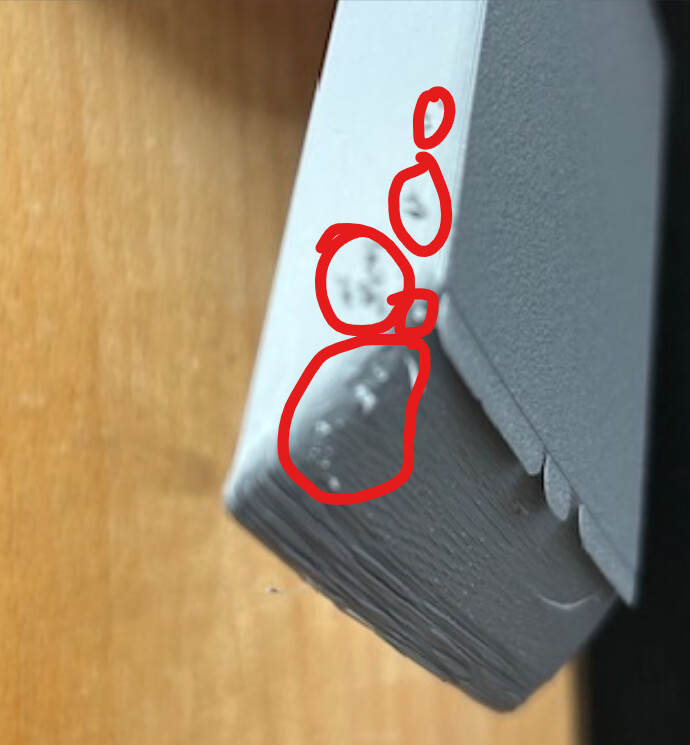
Hast Du “Wipe on Retract” in den Filament Settings aktiviert? Und einen Scarf Seam?
Und das hier ist für Curling schon arg krass. Jedenfalls für PLA. Ist die Druckkopfbewegung von links nach rechts? Dann hättest Du ein schönes Ausbildungsteil erstellt…

Kalibriert hast Du das Filament nach dem Trocknen?
Und ganz defektfrei ist die Klammer auch nicht. Hat halt weniger scharfe Ecken. Aber die Kanten beim Scharnier haben etwas gelitten, konnten sich dann aber bei den Ösen wieder entspannen.

Das Spannende zumindest bei Warping und Curling ist, dass es während der Abkühlung passiert. Und daher wahnsinnig viele Einflussfaktoren geben kann. Da macht es durchaus einen Unterschied wo auf der Bauplatte ein Bauteil gedruckt wird, wie schnell gedruckt wird, wie schnell Beschleunigt wird, welche Lüftersettings wirken, welche Bauraumtemperatur herrscht (Ich ziele auf 35-39° bei PLA, aber nur wenn ich wenige Retracts und kein Ironing habe. Dann 35°.),…
Nah am Aux Fan, dem vorderen linken Türspalt, dem Poop Chute,… da passiert das eher.
Außerdem ist die Druckgeschwindigkeit ein wichtiger Faktor. Wo schnell viel Hitze rein geht gibt es eher curling & warping als bei einem langsameren Druck. Das lässt sich nicht nur in der Druckgeschwindigkeit selbst realisieren, sondern auch in der Lagenhöhe. Da beides volumetrische Effekte sind, ist das sehr effektiv.
Halbe Lagenhöhe => 1/8 der Hitze => 1/8 der Abkühlungsdifferenz pro Lage.
Genauso bei der Geschwindigkeit.
![]() &
& ![]()