I’m running it right now. I thought it would be spinning the spool continuously at a slow rate, but instead I guess it moves it in jerks? Or is it spinning continuously, but so slowly I can’t see it?
Anyone know? I have it in a hot garage, so I’m not going to stand there for long just watching it.
It’s interesting. It has what appear to be two different sphincter type openings. One on the bottom for drawing air in, and one at the back for blowing moisture out. Both open during drying (regardless of whether the rotissier function is enabled), and then seal afterward to prevent moisture incursion. That all is pretty cool.
It moves intermittently.
One tip for the AMS HT: if you’re using it as an external spool holder, you can also take advantage of it for drying at the same time. Just make sure you disable spool rotation while it’s acting as a dryer during printing—unless you’re aiming for a very creative filament tangle.
After running it for 12 hours at 65C in my hot garage, it only managed to remove 0.03g of moisture from a roll of high speed PETG. What a joke! According to the AMS HT, the AMS interior humidity was a nearly constant 16-17%RH.
So, it’s no match for drying in a hot humid garage. Maybe if you’re indoors in a normal conditioned climate it works then. Or maybe it’s temperature measurement is wrong. I’ll try putting a temperature probe inside to check on it.
I’ll also try pumping it with dry air to see if that improves the yield. It might be worth it for the rotisserie function.
I would dry it until the internal relative humidity drops to around 10% or lower, and then weigh it at that point. I’ve found that the default drying times are too short for almost all of the filaments I use.
For example, TPU 95A HF doesn’t get fully dry in my AMS HT after 18 hours at 75 °C—at that point, the internal RH still reads between 14–18%. I typically need to dry it for around 48 hours to ensure it’s completely moisture-free. After that extended drying period, the internal RH stays stable at 9% during printing with active drying. Naturally, when in standby mode without heating, the RH rises slightly over time.
Additionally, I continue running the dryer while printing to further dry any filament that might still contain residual moisture.
I first dry the filament in a Ninja AF100 “air fryer”, which seems to actually be an ideal one-roll filament drying, annealing-capable, nearly “lab-grade” blast oven. Even the internal compartment is shaped perfectly for filament rolls.
For example, for QIDI PAHT-GF filament, I dry it in the AF100 at 90º C for about 8-12 hours, then put it into the AMS HT using the “TPU” port with PTFE tube going to the H2D right nozzle port, feed the filament and load it, and set the AMS HT temp at 80º with no rotation and 24 hours timer (so I can easily reset the timer so it stays on as long as I need to use the hydrophilic filaments).
The AMS HT consistently reports 7-8% RH and ~82ºC using this methodology.
Most importantly, the print results are consistently astonishing, similar to a 100um SLS printer
Bonus note: I’ve annealed the QIDI PAHT-GF in the AF100 at 180º C for 15 minutes and then let cool down naturally in there, this works satisfyingly as planned.
Let’s say the Hot Garage is 35ºC (95ºF), and arbitrarily say it’s 50% RH. (That gives a “feels like” heat index of 107ºF, aka, misery.)
If you heat the same air to 60ºC (140ºF), its relative humidity will drop to 11% RH.
Now, I don’t know your actual starting conditions, but this seems to be in the right range. (You can play with the numbers using this relative humidity vs temperature calculator..)
It’s not necessary a bad thing. Hot air can hold more water (that’s where the “relative” part comes in), so even if that RH number is a little sketchy sounding, it may still help you assess if drying is working. But you’re definitely fighting an uphill battle.
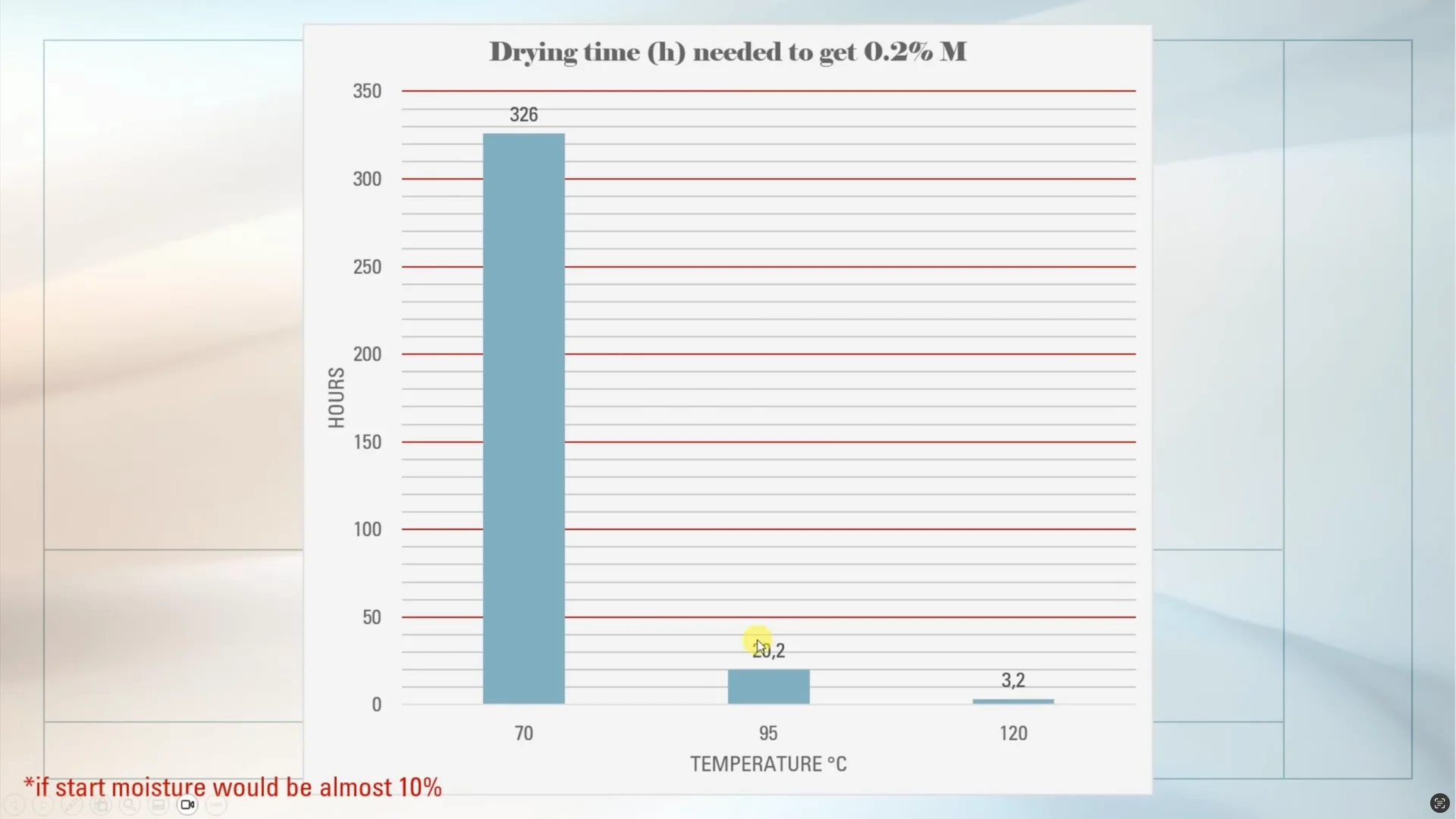
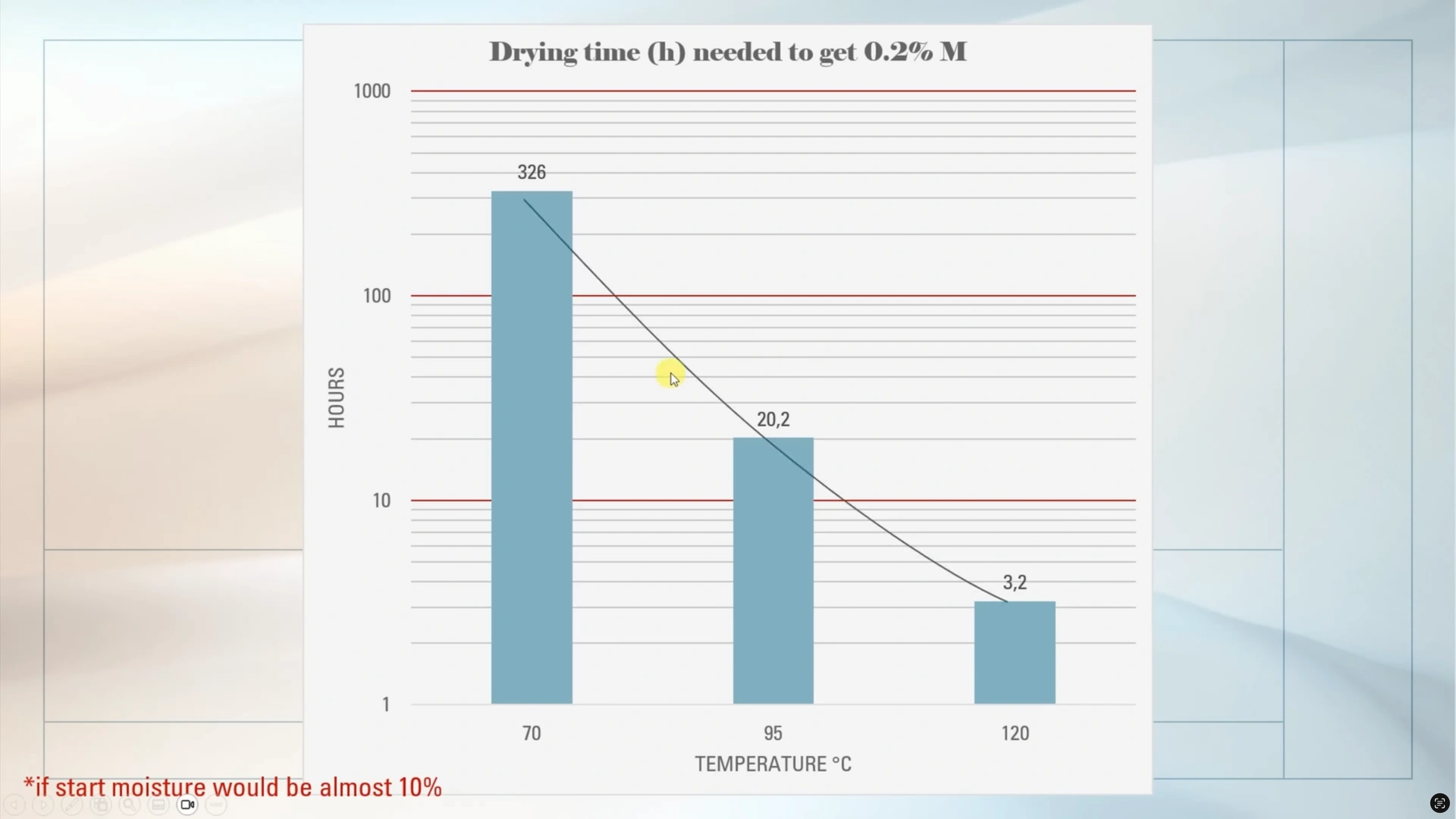
I recently saw a relevant video to this topic, from a PhD mechanical engineer at MATE University in Budapest. He both did the math and ran the experiments:
I’ll give you the spoiler: Temperature is key, not RH. Drying speed vs temperature follows a logarithmic curve. Getting a little bit hotter doesn’t remove moister a little bit faster. It removes it a lot faster:
(He also is asking manufacturers to crank up the heat as well as dealing with moisture and rotation the heat. A few years ago, driers only went to 50ºC, now they’re up to 70ºC… but hotter still would be far, far better, for the filaments that can tolerate it. Of course for PLA and PETG, 90ºC driers would be overkill. But the goal is to go as hot as you can without crossing the filament’s glass transition point.)
OK, let me come back to the AMS HT and your garage! I suspect you are hitting the absolute limits of the HT’s heater. Lower ambient humidity would definitely help, but I think you may just need to give it more time. A lot more time.
I look forward to any follow ups you can provide! The AMS HT looks like a really useful gadget, but I still don’t have a handle on whether it is meant to remove moisture from wet filament, or simply maintain RH during printing, like most other driers.
Shouldn’t be. The AMS HT is spec’d to heat to 85C. I’m just using 65C (or what it reports as 65C) as the drying temperature, which is it’s default for drying PETG.
Let me paraphrase to see if I’m understanding you: you use the air fryer to dry your filament, and you use the heating function of the AMS HT to maintain a low RH during printing? And the point of using the TPU port is to workaround the AMS HT’s firmware limitation of not allowing printing and heating simultaneously?
And you prefer this approach over using desiccant (instead of heating) to maintain a low RH while printing, because…why? The trivial amount of space allowed for desiccant, maybe?
Needing to reset it every 24 hours is what I would find bothersome with this approach. I tried punching in 48 hours, but it truncated it to 24 hours–the firmware is written to override the user, instead of visa versa. Why not allow a continuous drying of indefinite duration?
In any case, it’s interesting that you prefer your air fryer to dry filament instead of the AMS HT. And I presume the reason is that it’s markedly faster?
Reporting back: After sealing the two sphincter ports with some blue tape, and pumping in desiccated air through the TPU port, it has since lost 0.25g, with (as before) the rotisserie function enabled. This in the 10 or so hours since switching over, as compared to losing only 0.03g in the 12 hours using the stock configuration. Using dry air injection, the AMS HT reports 4%RH during the same 65C drying temperature.
Note: with this configuration, moisture gets ejected (carried away) through the print tube, which is unused while the spool is in rotisserie mode.
I think the RH% reported by the AMS HT’s RH sensor is likely affected by temperature, and Bambu is failing to compensate in their firmware for that. The reason I say this is that when I print PPS-CF from the AMS HT with the AMS HT interior temperature at just normal ambient temperature, but with dry air injection, the reported RH% is 0%.
I left the desiccant installed for these initial test runs, but I suspect speed would improve with it removed. It was so hard to squeeze in the first time that I didn’t feel like fighting with it again, so that’s why I left it in for the initial trials. I think I may just take it out permanently, as there is so little of it anyway.
At 90C both PETG and PLA it would likely fuse together on the spool, effectively ruining it.
That said, MyTechFun’s study regarding temperature and drying time is very illuminating, I would agree! You want the highest temperature you can get without ruining the filament. But how to know that limit? Easier said than done.
I went with a conservative 65C for PETG. What temperature do others here like to use? Anyone using a higher default temperature? If so, what temperature? I don’t know of a way to determine the “optimal” temperature without pushing it to the point of failure to find out how hot is too hot. If there’s a way learn the answer without ruining a roll just to find out, I’d be interested to know.
I suppose one could rewind filament onto some “mini spools” and use those to run the experiment, so that not an entire spool gets wasted. Or run the test on an almost used up spool. However, I suspect how tightly the filament is wound plays a role, not just the filament itself.
I think I see now what the fatal flaw might be: if the spool only rotates intermittently, and if any given portion of the spool is exposed to the proper drying temperature, say, 1/5 of the time, then it will take 5x longer to dry than if the entire spool were at the proper uniform temperature the entire time. Actually, longer than that, since it will loose time coming up to temperature again, and maybe only the outer band of filament ever gets to temperature and the inner core either seldom or never does.
I’m not really motivated to do a thorough investigation, but I may rig a quick and dirty test jig for measuring the outer rim temperature to see how it varies over time.
I have tested it previously and it’s pretty bad… you’d be lucky if you can get 75c near the spool anywhere other than the blowing spot, when you’re set to 85C.
A correct but slightly higher cost approach is to install two temperature sensors, one on the blowing vent, one on the circulating cold air intake. So that the controller can know what’s the temperature difference, and speed up or down the circulating fan depending on that. The larger the temperature difference, the higher speed the fan blows, which reduces the heat loss during each round of recirculation. This is how one can achieve better, more even chamber temperature like the air fryers do.
or maybe just massively improve the air circulation in a dumb way without even trying to be smart about it? For instance, the S4 advertises it has 3 circulation fans inside it.