I’ll try to get that 6 - 10mm piece printed soon. I am using the textured PEI sheet with no additional adhesives. Thank you for the tips, I may be able to find some clear nail polish around the house to test this with, have you shared any of your fully post processed pieces?
I’m excited to see what you can come up with! To give a little bit of context this is what I am working on https://youtu.be/n0K4m_kAC6E. I really would love to build a camera inside of a transparent casing. If I can figure out how to push FDM to that I’d rather use what I have instead of buying a resin printer or paying to have it machined out of a block of acrylic.
1 Like
You did a great job with the YouTube presentation. You have a very cool project idea, and I would love to see a transparent ice case. ![]() When you have the files ready for testing I wouldn’t mind trying to refine the profile to get it to print as clear as it can be. I could technically start attempting to print a hollow 2-3mm thick rectangle with a replaceable back before your files are ready to just play around with it.
When you have the files ready for testing I wouldn’t mind trying to refine the profile to get it to print as clear as it can be. I could technically start attempting to print a hollow 2-3mm thick rectangle with a replaceable back before your files are ready to just play around with it.
Regardless though there will need to be some post processing that needs to happen which technically would further aid in the durability of the product but also make it more transparent.
I’ll subscribe when I get home! Great work.
1 Like
Thank you so much! I really appreciate it. CAD I attached a link to the onshape file if you want to take a look at that. What would you suggest I start buying for post processing?
I have very limited experience when it comes to post processing 3D prints, but I hope to figure it out so I can do more projects in the future!
What would you suggest I start buying for post processing?
I will leave that recommendation up to @Olias he has some great insight on taking the printed profile object to the next level with post processing. Not sure if a camera body would be any different than his recommendations listed above.
In my free time I’ll give your OnShape file a look. Cheers!
Don’t read too much into the term post processing. It means anything done to the part after printing. That covers a lot of ground, it could range from filling in layer lines with powder and resin to sanding and polishing.
So, I’ve been trying to figure out how to print a clear Fresnel lens. I used ExtremeElementz’s IceCube profile, and it was a game-changer. Before that, I was following CNC’s kitchen method, but something was off. Turns out, the secret sauce was to slow down the printing speed and use fine layers, which is exactly what the IceCube profile does.
All I did was polished the cube surfaces the usual way, like you’d polish metal or plastic. I used wet/dry sandpaper and plenty of water, starting with 250 grit and going up to 600 grit. If you’re patient, you can even go to 1500 grit and then buff it. I took a shortcut and used clear polyurethane or acrylic paint for finishing. Acrylic might be better for you because it’s thinner, but you’ll need more layers. The paint I used goes on thick with one layer, but it stays soft for 1-2 weeks until it hardens.
Here’s the stuff I used. It’s pretty good stuff but I wouldn’t use it for something that was a functional part.
https://a.co/d/15h19k5
In the end, I would think you’ll have to experiment between mechanical polishing and chemical coating. You could try out vapor smoothing use Chloroform which allegedly works on PETG but that stuff is way too dangerous in my opinion. I haven’t seen anyone do it on YouTube and all who speak of it won’t mention it by name. It’s kind of weird.
FYI: I am experimenting with other clear filaments. So far PLA failed as did PC which surprised me. None of them showed any hope of optical clarity. I might break down and buy some ABS but I hate that filament and I doubt I could get the temperature high enough to create the optical clarity I’m looking for.
1 Like
Thanks for the tips! I’ll look into getting some sandpaper and some paint. You mentioned something about clear nail polish earlier, I tried that but didn’t seem to have much success, would that be just one or two coats? Or do you really have to layer it on?
Also I was able to do that taller cube! Here are the pictures I took.
No post process.



I wasn’t super clear on what to do with the water on it, but I hope that’s what you meant.
The water trick is exactly what you showed in the photo. All the water does is eliminate the finer scratches, glue residue or modest surface imperfections. Now that you’ve done that, I can easily see that you have some pronounced nozzle lines. You might try experimenting with 0.08 presets but at the end of the day, to achieve a truly specular surface, you will have no choice but to mechanically or chemically smooth the surface.

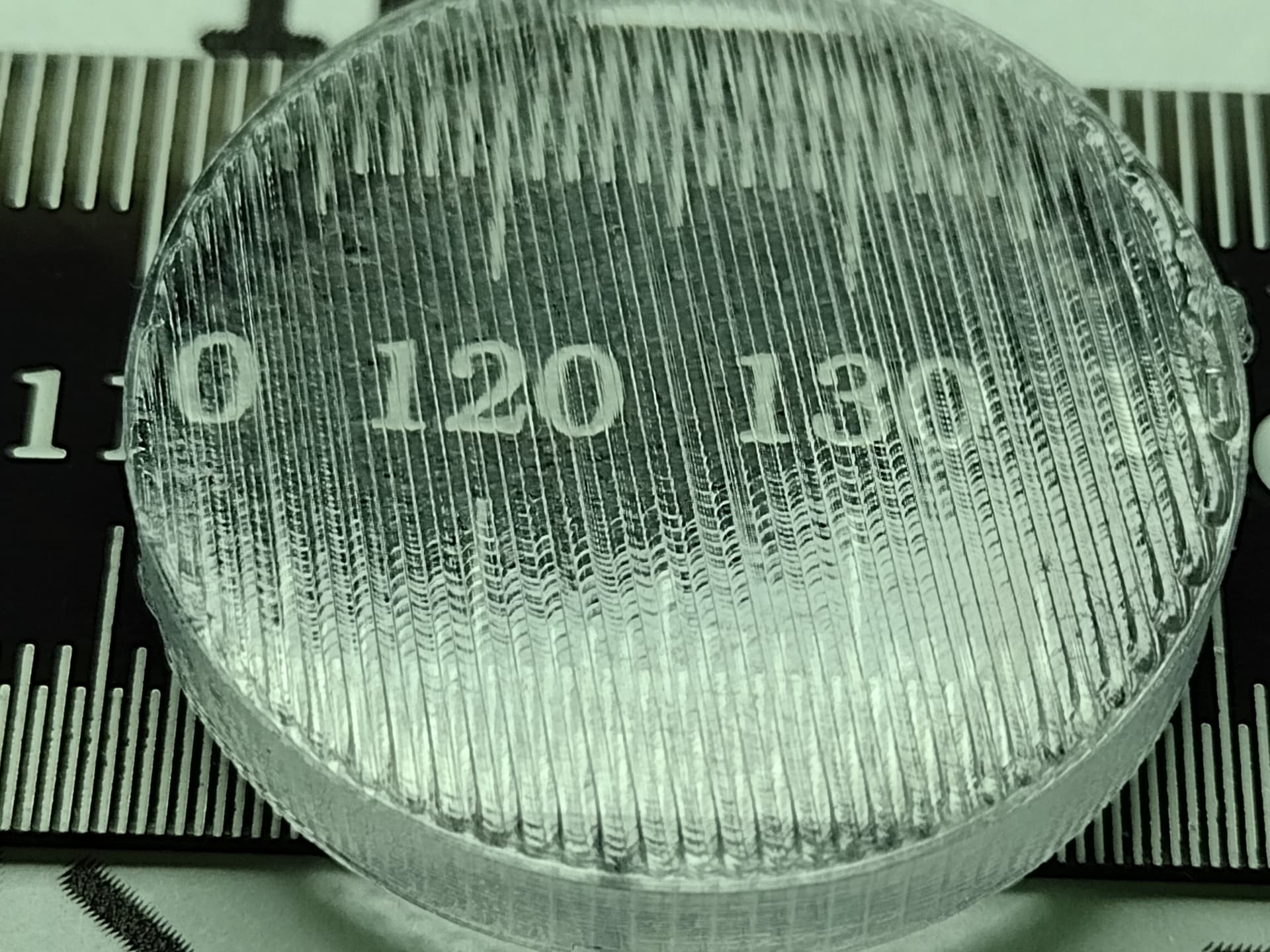
Here’s an example of how I took CNC Kitchen’s samples on a specular build plate(don’t do this as PETG damaged the plate) But you can see where I experimented with layer thicknesses. The black ink was painted on the number after the fact, I used the silcer’s text feature to create the numbers to keep track of the samples and them painted them with an acrylic paint pen so I could see them better.

So to give you an idea of what I mean. Below is a before photo taken where all I did was wet the surface of the print. What you can’t see is the underside which was printed on a smooth plate. This is the top side which was what left after print. Sorry I didn’t save the underside photos to show you the difference but suffice it to say, it was smooth but imperfect.
Now after mechanical sanding and polishing the same object on both sides and a very light coat of clear coat paint, you see how it became optically clear. If you zoom in, you’ll see the layer imperfects internal to the material. That’s why thickness is important because it truly tests the actual media itself after you’ve tweaked all the printer settings.


Here’s a good shot of pieces side by side. The left hand is raw and the ones in the middle have been polished but not clear coated.

As far as your nail polish question goes. You already found out what happens when it goes on too thick. However, use a generous amount of acetone to cut the mixture by at least 50% and apply using a paint brush. Thinner is always better and you’ll have to experiment. Brushing on material gives more control when spray painting isn’t practical. Alternatively, you could try model paint but on an Oz to Oz basis it is very expensive.
Another trick is to spray clear coat spray paint into a cup and use that. Patience and multiple coats that are allowed to dry will win out over one heavy coat. In the examples I showed and mentioned previously, I opted for a quick triple thick formula but if you held one of these samples in your hand, you would quickly see that I sacrificed durability of the surface. One can easily press one’s thumbnail into it and leave a mark in the samples I created. But in my defense, I was going for a quick result to test optical clarity not durability.
For wet dry sandpaper. This is the stuff I use. It has a good variety is just the right size to cut in half. https://a.co/d/2tHFDwW
3 Likes
Hey all I got my G10 build plate in today and was able to run off some test prints.
22x22x2 mm
Left and bottom are the new ones and the top left is the previous best.


Really impressed with the new results. And this is with no post processing!
2 Likes
Ran off some tests with the 0.6 mm nozzle and the light year bed.



The best result to my eye is the third from the left. Which is printed at 15mm/s and 0.08 mm layer height. Line width of 0.75.
2 Likes
My conclusion is that at least with my current ranges of settings 0.4 is the better nozzle for transparent, which surprised me
I don’t have a 0.6 nozzle and so far I don’t have a use-case to get one. However, if I may ask, have you tried running this model with ironing? That would be an interesting test. What I might suggest is use the circular pattern as that may produce more uniform results. In my test case, it left a an obvious lens-like affect but that is what I was going for.
1 Like
Interesting, I have tried ironing but not in a circular pattern, what settings did you use for that? I’ve never really ironed prints so I just went with the defaults
This is what I used:

This is an example of the kind of results I got. I wasn’t satisfied and eventually I was able to produce a better example but I can’t find it right now, it’s somewhere on my desk. ![]()

interesting, what were your print settings it looks like the layers were extruded in circles?
That is correct. For optical clarity, the trick is to get the nozzle strokes to be in a uniform direction. So crisscrossing will generally produce layer gaps. Then there is the dwell time of the nozzle head which is remedied by slowing the max volume and lowering the layer density. Then the final step is to slow down the nozzle speed for infill to 20% or less.
These steps create a very slow print but the results speak for themselves. I’ve been experimenting with which parameters can be accelerated without a loss of optical transparency, however, that project fell to the back burner as I chased some other shiny thing —

I feel that haha, so just to clarify what infill pattern did you use for those results?
For that particular print, I used Concentric for all patterns. I also forgot to mention, set walls, bottom layer and top layer to zero. It should also be noted that I used a smooth plate with a sprayed on adhesive lining for greater specularity.
While I haven’t used BL transparent. My general rules of thumb for transparent is hotter, thicker and wider. For example, with a .4 nozzle, my layer width will be .5, layer height .3, my starting point for temp is the highest recommend for the filament and it’s not uncommon for me to go 10-15 degrees over this. Lastly, as little cooling as possible. Often, only have cooling for bridging and overhangs.
Plus …avoid supports as much as possible. The top interface just destroys the transparency.