How have your experiences with the Bambu 95A HF been on the A1?
I picked up a roll, and it seems to give me constant under extrusion, while regular TPU prints like a dream.
I know the volumetric flow rate in this is higher, but I sort of thought Bambus own profile would yield a bit better results than it does.
Its dried, running of the external spool holder (modded to use bearings for less friction), using a hardened 0.4 nozzle.
It’s probably just a matter of slowing it down a bit, but I figured I would hear some of yours experiences with it, to see if I can keep the decent speed boost it should provide.
Maybe the hardend nozzle? I’ve heard that can cause troubles, and I think Malc might know better. I’ve printed a bunch of the Black HF TPU that bambu sells on my A1 Mini, without any issues. I use a regular nozzle, not a harden steel one.
Which brings me to the next question. Is it just the yellow hf tpu? Or have you had/been able to try that with their other colors?
I explained the testing I had performed in detail and how TPU had a really poor quality when printed using a hardened steel nozzle on the A series (both A1 and A1 mini).
If I swapped back to the stainless steel nozzle, everything worked perfectly.
I was going to perform additional tests, but, I haven’t yet. I may do some tomorrow (it is 11 pm here) as I would like to know if anything has changed since.
I still have both nozzle types and lots of lovely TPU to play with.
I only have the A1 mini now (the recall took the A1 and P1S combos (many) replaced it).
In my first tests, the A1 and A1 mini had identical outcomes. The same should be true now.
BTW, speed did not affect the outcome. Nor did High Flow vs traditional TPU. The filament supplier also did not matter.
TPU is probably one of my favorite materials, and I often incorporate it into my designs, but I agree it’s under utilized in general. A contest would be fun!
Check the diameter of your filament, and you may find you have a bad batch of it. I have been having very frustrating under-extrusion problems with the Bambu 95A HF TPU on an X1C, after a few prints that came out fine. In the past two days it has progressed to the point that I can’t even get it to load properly. Finally this morning I used a precision caliper to measure the diameter of the TPU. Instead of 1.75 mm ± 0.03, it measures only 1.14 mm. No wonder the extruder can’t grab it reliably. Just to double check, I measured some PLA with the same calipers and it came out almost exactly at 1.75 mm. I should add that my TPU has undergone at least 24 hours of drying, and it has been either in the dryer or vacuum packed with dessicant ever since it arrived. I’m going to ask Bambu to send me a new refill of the stuff.
I had the same TERRIBLE issue. Horrible underextrusion, more than you. I set the vol speed to 1mm3/S. Fixed it and now my TPU prints come out beautifully.
Where did you find that setting?
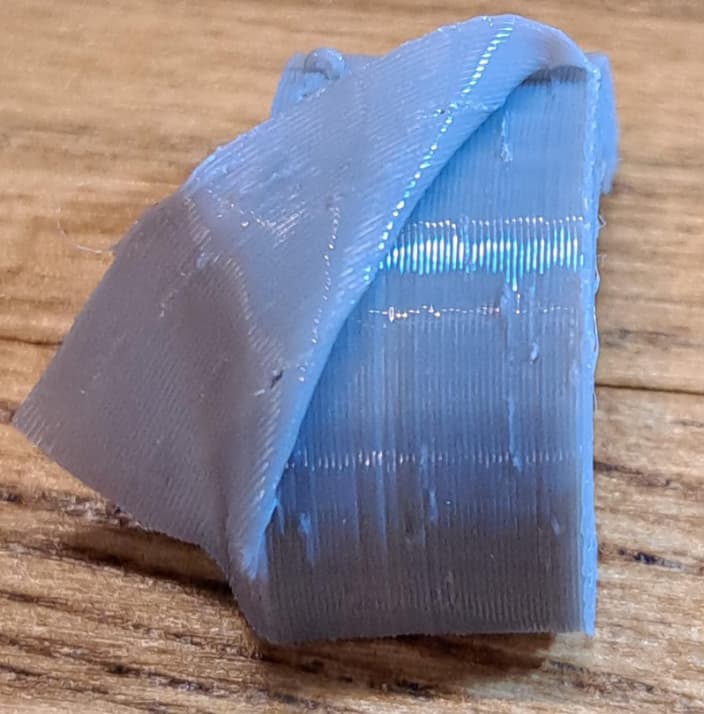
I have nice looking prints, but the layers are not fusing together as they should On this test I could peel off the outer wall. To me it looks like the line width is too narrow, possibly due to under extrusion.
I’m starting to think the under extrusion could be caused by filament diameter. I measure my filament to 1.68 mm with a precision caliper. This means almost 8% less volume per mm filament (compared to nominal 1.75 mm dia).
And the extruder can only measure linear length.
I am printing this on an A1, and the built-in profile for TPU 95A HF is fairly new. The A1 does some flow calibration before printing - but somewhat less advanced than for instance the X1C printer. It could well be that the algorithm does not work optimally on elastic TPU.
I increased the Flow ratio setting from 1.00 to 1.02 (on the filament). It gives increased stringing, but I can no longer peel off the outer layers. And a cut indicates that the part has somewhat improved adhesion. At the expense of somewhat less nice outer walls.
It’s just a test cylinder I made.
OD=20, ID=12, H=10. And I’m apparently not allowed to attach STL files here…
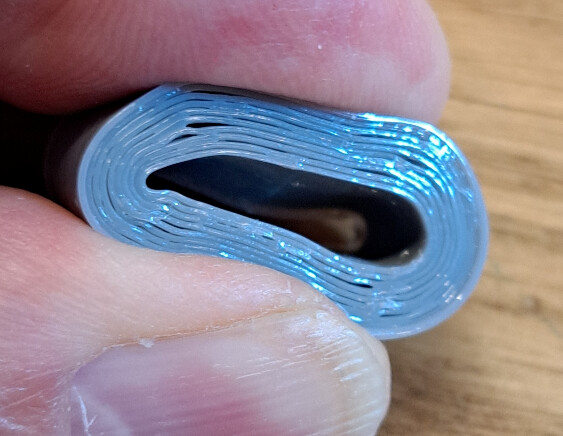
Printed with 2 walls, random seams, 100% infill.
It does really not work badly, I’m just trying to explore the properties of this (for me) new material - to understand its potential. And did not expect the wall adhesion to be like this. My first test print was a cylinder with 10 concentric walls, no top or bottom walls. It came out looking good - but I was surprised to see the walls are not adhering, they delaminate immediately when i squeeze it.