We recently started using the new BambuLab H2D in our workshop to complement our X1C, primarily for printing functional automotive parts using PETG and PLACF. Our hope was to save time with the dual-extrusion system – but unfortunately, the H2D has proven completely unusable for PETG, even with BambuLab’s own material.
I’ve attached several images for reference. Here’s a detailed summary:
PETG prints – BambuLab and third-party filaments:
We’re facing major issues:
Poor layer adhesion
Stringing, uneven walls, excessive oozing
Extremely bad dual-material performance (e.g., PETG + PLACF, see red/black prints)
We’ve tried:
BambuLab Original PETG and various third-party PETG brands
Brand new, dried filament (under 0.05% moisture)
Full factory reset and all built-in calibrations (bed, Z-offset, flow tuning)
Using the official textured plate (~€100)
Manually tuning and disabling all auto-corrections in Bambu Studio
The exact same G-code and settings print flawlessly on the X1C, but the H2D results are completely unusable.
Only PLA prints look good on the H2D
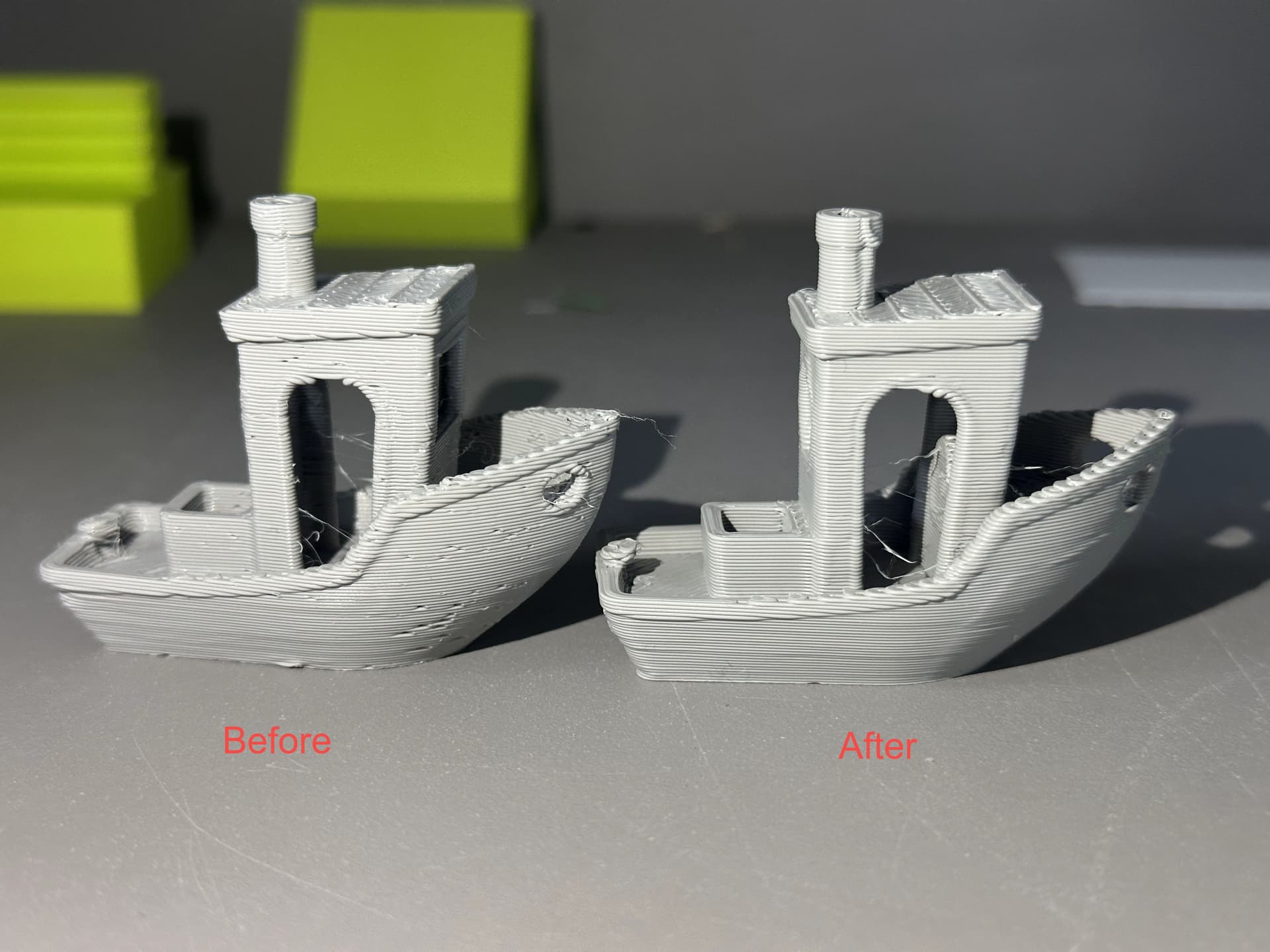
See the last photo:
Top part = printed on H2D
Bottom part = same model, printed on X1C
The H2D surface is actually smoother and cleaner with PLA – no surface discoloration, better uniformity. So PLA seems to work quite well straight out of the box.
Our Question:
Has anyone else experienced this with the H2D?
Are there working PETG + PLACF profiles for dual-material prints?
Could this be a hardware or firmware issue? Maybe even a manufacturing defect?
At this point, unless we find a reliable fix, we’ll unfortunately have to consider returning the printer. For industrial PETG use, it’s currently not viable – which was supposed to be one of the main strengths of the H2D.
Thanks in advance for your support or any insight!
Just a few questions: is the PLA part just a sacrificial support object in all of this?
Reason I ask is because there is definitely too much cooling going on for the petg and if the PLA is just there as a support, can do a few things.
For the petg filament
Turn off the aux fan completely (filament preset, cooling section)
Change the ‘Min’ and ‘Max’ fan speed threshold to 20% (Min) 40% ‘Max’ (same section)
Change the layer time of those to 30 and 10 respectfully
Change ‘Fan speed for overhangs’ to 60%
The biggest is to disable the venting the printer does automatically. https://youtu.be/g9PLEOnWtyM?si=617kIOXI5-B-p-c- this video will show you how to do it in the slicer. You can also manually do this at the start of a print on the machine by turning off the exhaust fan.
I would start with that before increasing filament temp (but you may want to do this as well).
The settings between the x1 and H2D arent going to be the same given this different cooling and hotend.
For the oozing, you can try to increase retraction distance in the same filament preset to something like 1mm (settings override tab, check length and adjust)
What parts are from the x1? Just the pla print? Trying to determine exactly what you are looking for.
Polymaker ABS also works amazing with the stock plate and settings. Could use some tweaking on the ironing, and works great with smooth plate if using brim + glue.
Those small round parts have some challenging geometries to print but you say they printed perfectly on the X1C so I’m thinking the problem lies with support settings. The h2d is very particular about using supports. I have not done anything with petg and pla supports in the same print yet. Only had my h2d for days. But I’ve seen youtube videos and comments about people having difficulty.
To make the post more clear it would help to know a couple more things.
You say the PETG you are using is Bambu’s original PETG? I think you mean Bambu’s PETG HF (high flow) because they haven’t made the original for a while. how you are using the supports.
Next we need to know how you are using the supports for PETG. Are you printing the entire supports in PLA? Or only PLA for the interface layer? What kind of supports; the normal or trees?
If you are printing automotive parts you might be interested in trying ASA or rather ASA GF.
I haven’t found issues with any material on the H2D, BUT your prints look like they have circular holes with overhanga. I recall reading on a reddit thread that for whatever reason circular holes with overhangs (even very mild ones) are a struggle for the H2D.
Actually I think I may have had some issues printing a part with 45° overhang chamfers.
Not sure how you think dual material printing of PLA & PETG would ever work? PLA melts at 150-180C, PETG at 220-260.
I haven’t experimented as extensively with my h2d as I have with my x1c (extensive printing in PLA, PETG, PETG-cf, PC, ASA-aero). So far on the h2d, I’ve had good results with PLA (with, and without PLA-suport in left nozzle, PETG-hf and translucent, and PC. I will be moving on to print abs, pa6, and a variety of cf filled engineering plastics in the h2d
So far it looks like a far more sophisticated machine than the x1c, e.g. the servo driven extruder, which I’ve found can detect print anomalies during PC printing… impressive. My only gripe so far is that its cooling settings for PLA are too aggressive, inter layer strength is reduced from my experience with the x1c.
I don’t see how you get to a€100 textured plate? EU list is €61, at max VAT, that’s €78??!
How do you get to 0.05% water content measurement? Karl Fischer titration would be typical. And PLA/PETG in automotive parts??! Maybe as prototypes.
In any case, I don’t think of Bambu as industrial grade printers, they do an ok job with engineering plastics that most hobbyist printers will struggle with, however industrial grade printers cost far more than an h2d.
p.s. exact same g code would be expected to work poorly run in a different printer than the g code was generated for. X1 and h2d have different acceleration parameters in x&y
I just got my h2d so I’m hoping you get an answer one way or the other. Might it be worth a shot contacting Bambulab tech support if you’re not too busy with other things?
I was so happy with my H2D-L that I purchased the H2D regular and they both print PETG right out of the box.
Only time I had issues like your images show was when I forgot to remove the external hose off the H2D-Laser version - which causes a reduced air flow for cooling. Since I removed that, both machines rock PETG — at least for me, that is. I hope you can get your’s figured out so you can enjoy prints!
Thanks for the detailed summary – I can confirm similar issues with PETG on the H2D. Poor adhesion, stringing, and unusable dual-material results. Same G-code works perfectly on our X1C. Seems like an issue with the hotend or extrusion system.
Updated retraction parameters for Bambu PLA (excluding AERO and Sup for PLA) and Bambu PETG HF on H2D models with 0.4/0.6/0.8 mm nozzles, reducing stringing and improving print quality on large nozzles.
Looks like somebody was able to help with some very valuable tips and suggestions definitely with the cooling. My HD2 got lost by FedEx smashed when I got it and I had to do some physical repairs and chose that rather than packaging up and sending back to China. Bambu Lab took a while, approximately a week, to get back to my ticket but they were very helpful and thanked me for my abilities and efforts and rewarded me with some filament and an extra nozzle plus the replacement parts. I had some finish issues with petg when I initially ran the machine but it seems like the longer it has run, maybe a break in, petg has been very nice and I’ve even used kingroon filament which is cheap but looks every bit as good as the pla. Fan is a very critical thing with petg there should be very little of it. Probably bouncing between the two it’s set too high somehow. Hopefully you’ll get things worked out
I ordered an H2D and while I’m waiting to receive the printer, I’ve been reading about PETG printing.First of all, are you using Bambu’s PETG HF as it seems to have different profile settings than Generic PETG and Bambu’s now discontinued Basic PETG. I’m also wondering if the Bambu PETG HF profile works well out of the box but I’ve read that the Generic PETG profile, when using with a 3rd party PETG or Bambu’s Basic PETG, has too high fan settings and is also too fast for PETG. So lowering volumetric speed and cooling, also raising bed and nozzle temperature, seemed to work for some people when using 3rd party or Basic PETG.
Update on My Issue – Prints Now Working Reliably
Hi everyone,
After reaching out here in the forum, I received an optimized project file directly from Bambu Lab support. With that file, the print quality improved significantly right away.
To make it easier for others, I also created a PDF with screenshots of all the relevant settings – so you don’t have to dig through the .3mf file yourself. Using these settings, the print worked very well on my machine.
I’ve made some further tweaks since then, and the printer is now running reliably without any major issues.
The main issues were a combination of several settings that were not well-tuned for my specific setup:
incorrect temperatures, fan speeds, extrusion speed, and print speed. Everything had to be significantly reduced – especially the speed.
As a result, the print durations are now longer, but the prints are extremely precise. Even ultra-fine prints with 0.08 mm layer height now work flawlessly without additional tweaking. The standard 0.20 mm Bambu Lab profile already performs very well, but the 0.08 mm option delivers outstanding detail – though it takes more than twice as long.
I hope this helps someone else dealing with similar problems.
Hi, When I open the 3MF, it defaults to preview tab and slices the model. I went to Prepare tab so I could delete the model that’s in there and load up my model, but when you select the prepare tab, a message pops up saying it will close current model before loading a new file without any of the settings attached. Any ideas how I can open this particular file without the above issue? I havent had this before so was curious as to what causes it.
No, I had the same problem. Unfortunately, you have to write down or remember all the values manually and transfer them to a new project. The file itself can’t be modified. I have no idea why this happens – it was the same for me. The file was created directly by Bambu Lab, so maybe it’s protected to prevent new errors from being introduced when users try to edit it.
For printing PETG, especially when mixing colors or used with PLA supports - or any other supports - you must use a prime tower. Prints on X1 and other single-nozzle systems will always be better without the priming tower due to how Bambu’s dual-nozzle system works.
So, in EVERY situation where you use both heads on a single print, for whatever reason, go and enable the prime tower. You can tweak the parameters to get the miniature one, but there’s a minimum that you must honor. Bambu’s defaults are kind of wasteful.
If you confirm that you use 2 heads on a single print and PETG, we can move on, I am happy to share my experiences.
Hey, my H2D is printing PLA, PET-G and ASA really good without any problems.
Setup I’m using:
textured PEI plate.
Around 35% humidity
Generic PETG config
Sunlu PET-G filament
In most cases I’m using Generic filament configuration, and got no issues so fat. Only PLA Silk requires +5 degreees on build plate to beter adhesion, and that’s it!
 PETG prints – BambuLab and third-party filaments:
PETG prints – BambuLab and third-party filaments: Only PLA prints look good on the H2D
Only PLA prints look good on the H2D Our Question:
Our Question: