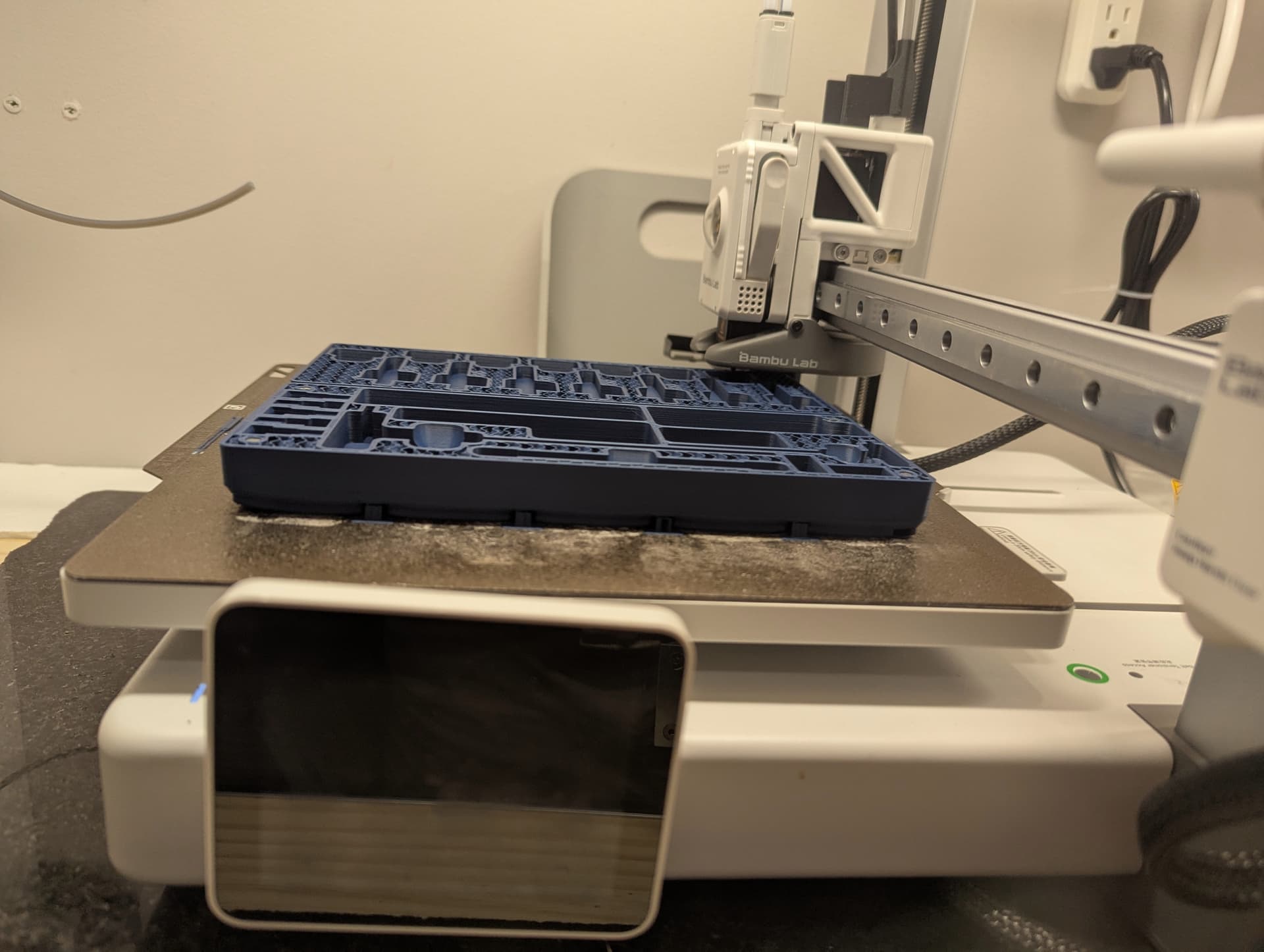
I know the warping of corner is a common issue, but I keep having it, whatever I do.
(not the best picture, because it’s still printing)
Currently it’s the worst I ever had.
Currently it’s BL PLA Matte (blue grey), but it happened on BL PETG (white), PLA (white), PLA Wood (Walnut)
The Space setting may be a bit hot (34.4C and 45% humidity) after 13 h of printing inside
I use the preset settings for the material. Textured plate with glue. I have played before with the bed heat and print temp due to adhesion issues (now mostly solved due to the closed space) but the corner keep warping, with or without brim/ skirt.
Boite 2x5x4U A1 tool.3mf (1.6 MB)
Hi, I did a production run of about 100 boxes for a client. The size is about what you are printing. Here are some tips.
-
I’ve check the design, if this is your design try to remove the vertical chamfer from the base. You can also add rabbit ears to the corner.
-
Use the cool-tack plate. The plate heats up to a lower temperature vs the standard place, reducing the temperature gradient and hence reducing the chances of warping.
-
Shield your printing area to prevent sudden and uneven cooling due to draft.
Good Luck!
Thank you
I may look into the cool plate tho since I had a lot of lot temp issues before leading to adhesions issues, I am not ready to commit yet.
The chamfer is part of the design (standard gridfinity box bottom). I don’t understand the rabbit ears.
My setup is fully enclosed.
Hey, I had this issue with some of my prints. What I did to combat it is use rafts along with what the previous comment said, anything to increase the bed adhesion. In addition it could be due to sudden cooling, as though you may have a fully enclosed print station, I’m assuming the room would be large enough to have temperature differences. The heat from the bed would rapidly move to those areas in that case. Lastly I’ve also used Ironing (at least the base) with the above solutions and found it helped.
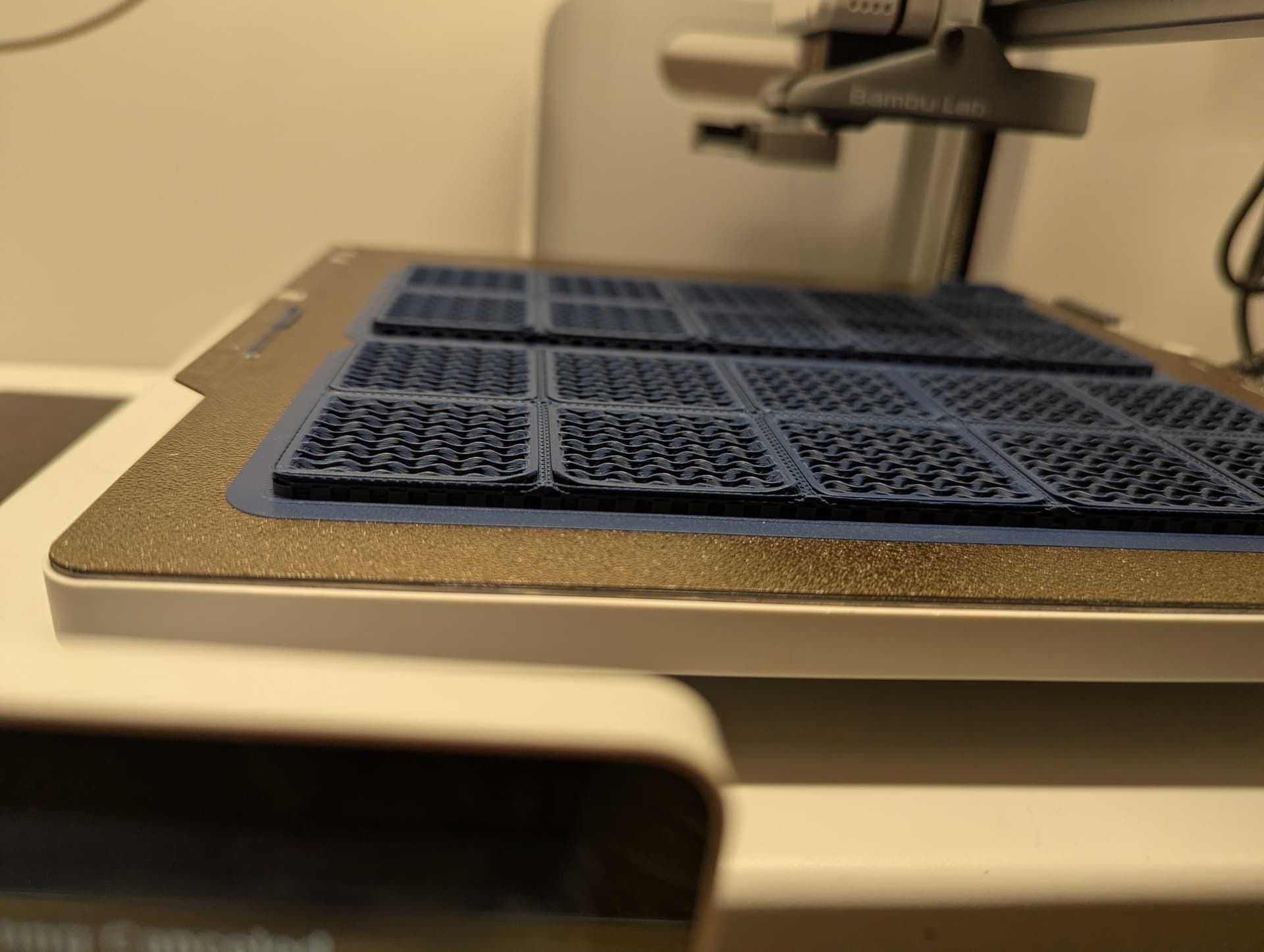
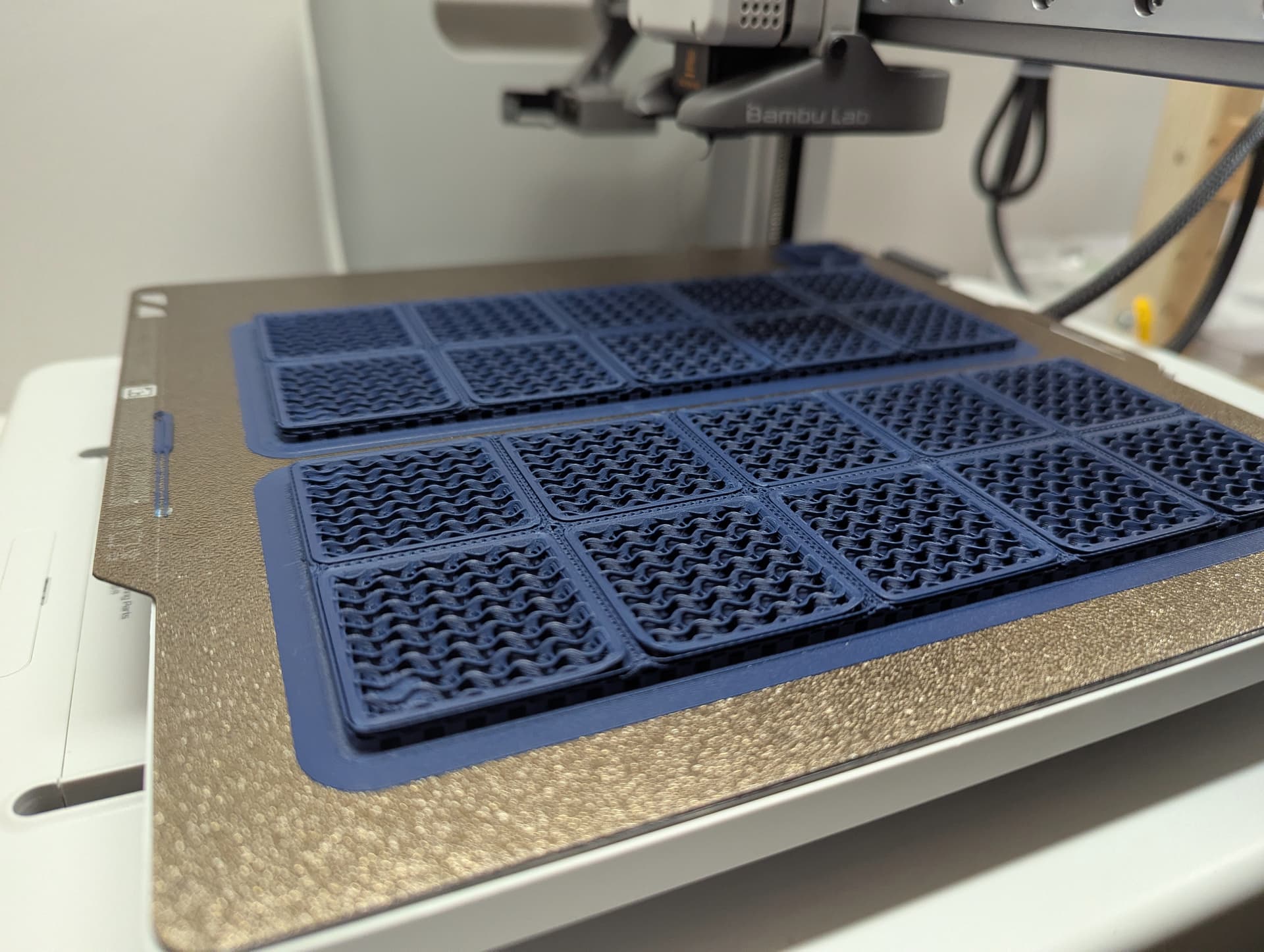
did a new try. clean plate, higher plate temp, reduce aux fan. and it curled again
Boite 2x5x4U A1 tool.3mf (2.0 MB)
Keep the build area warm and draft free. Even a few degrees can make a difference.
If that is not an option, lowering speed and/or layer height improves curling performance.