Did you verify that there is no moisture in your filament, even though it is PLA?
Did you manually calibrate, or did you rely on autocalibration?
Autocalibration is a placebo - it does not work well, especially with problem spools.
This is a classic example of poor calibration and/or moisture. Weigh your filament, dry it with heat, then weigh it again after several hours to confirm that no moisture remains.
Here’s what I mean using factory-sealed Bambu PLA Silk that was supposed to be dry. Guess which one was straight out of the box?
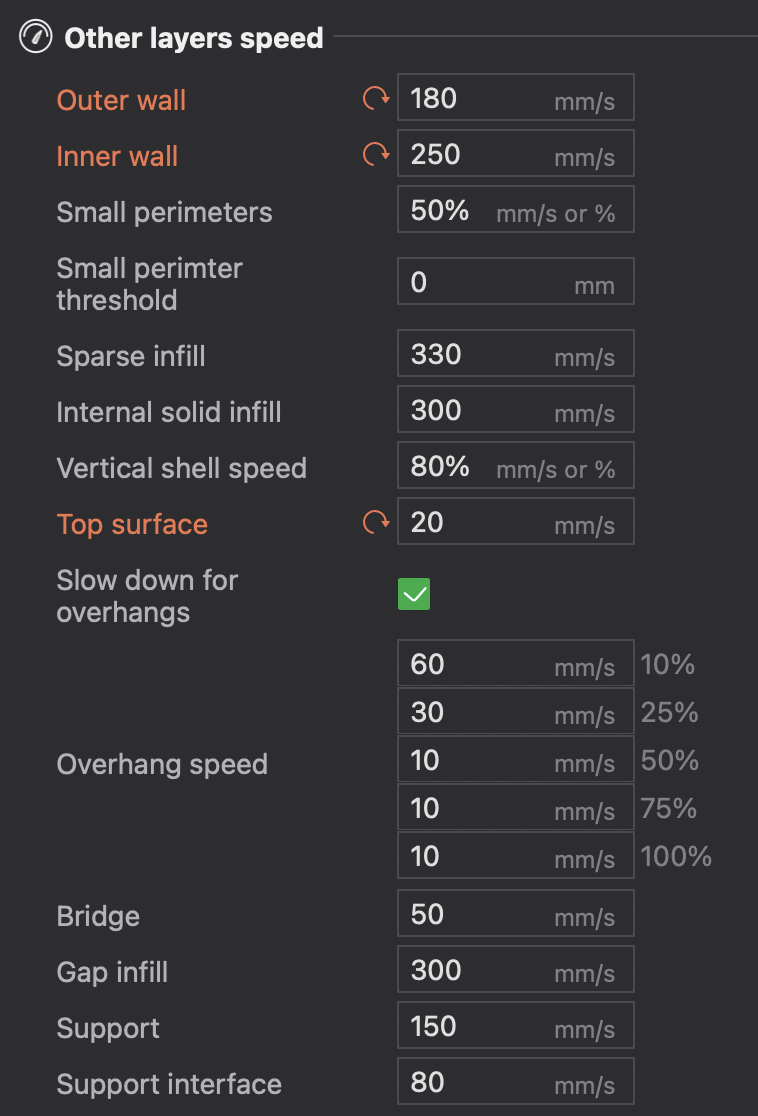
Once you have verified that there is no moisture, manually calibrate the filament with Orca Slicer. Or, if you have the patience, try the many unverified test models on MakerWorld - but be prepared to waste a lot of time.
I dried it for 8+ hours in a Creality PI, also I keep it in the PI and dry it while printing
I went though all the Orca Slicer calibration steps to calibrate the filament, starting with the temp tower, I ran the next two tests manually in Bambu Studios because they are the same, then went back to Orca Slicer to finish the calibration
(2b.) I turned off auto calibration in the slicer before it gets sent to the pinter since I already calibrated the filament
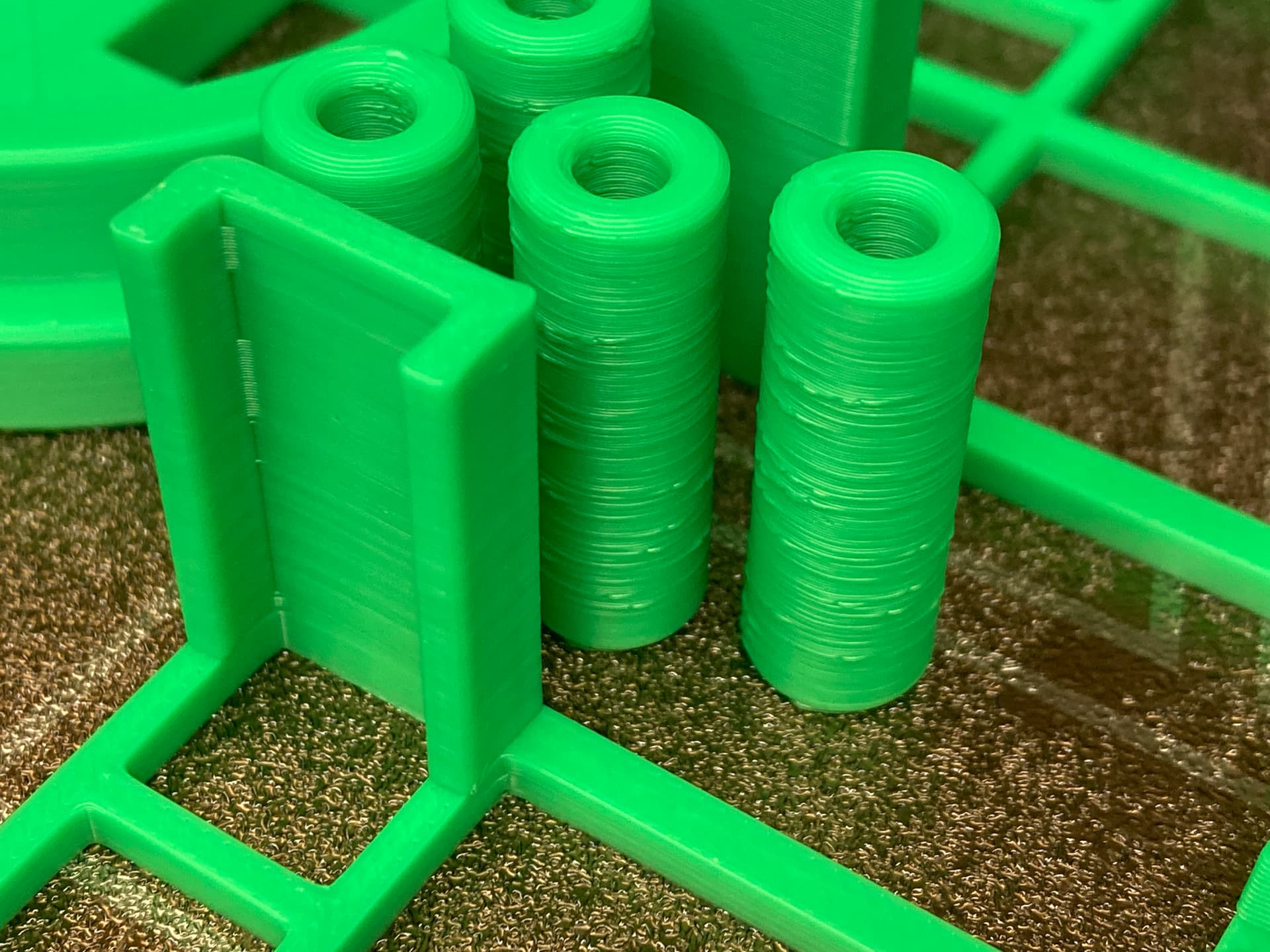
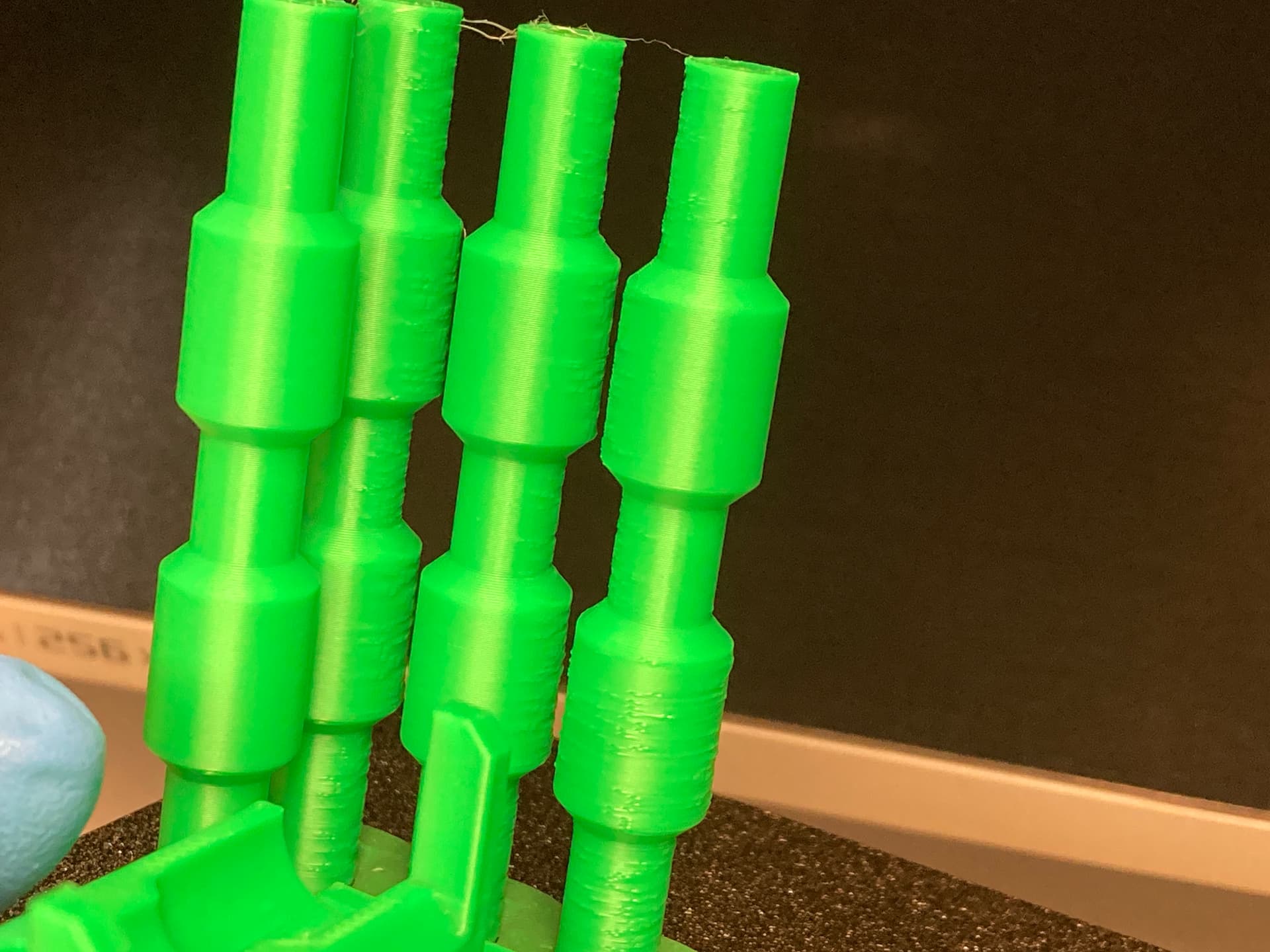
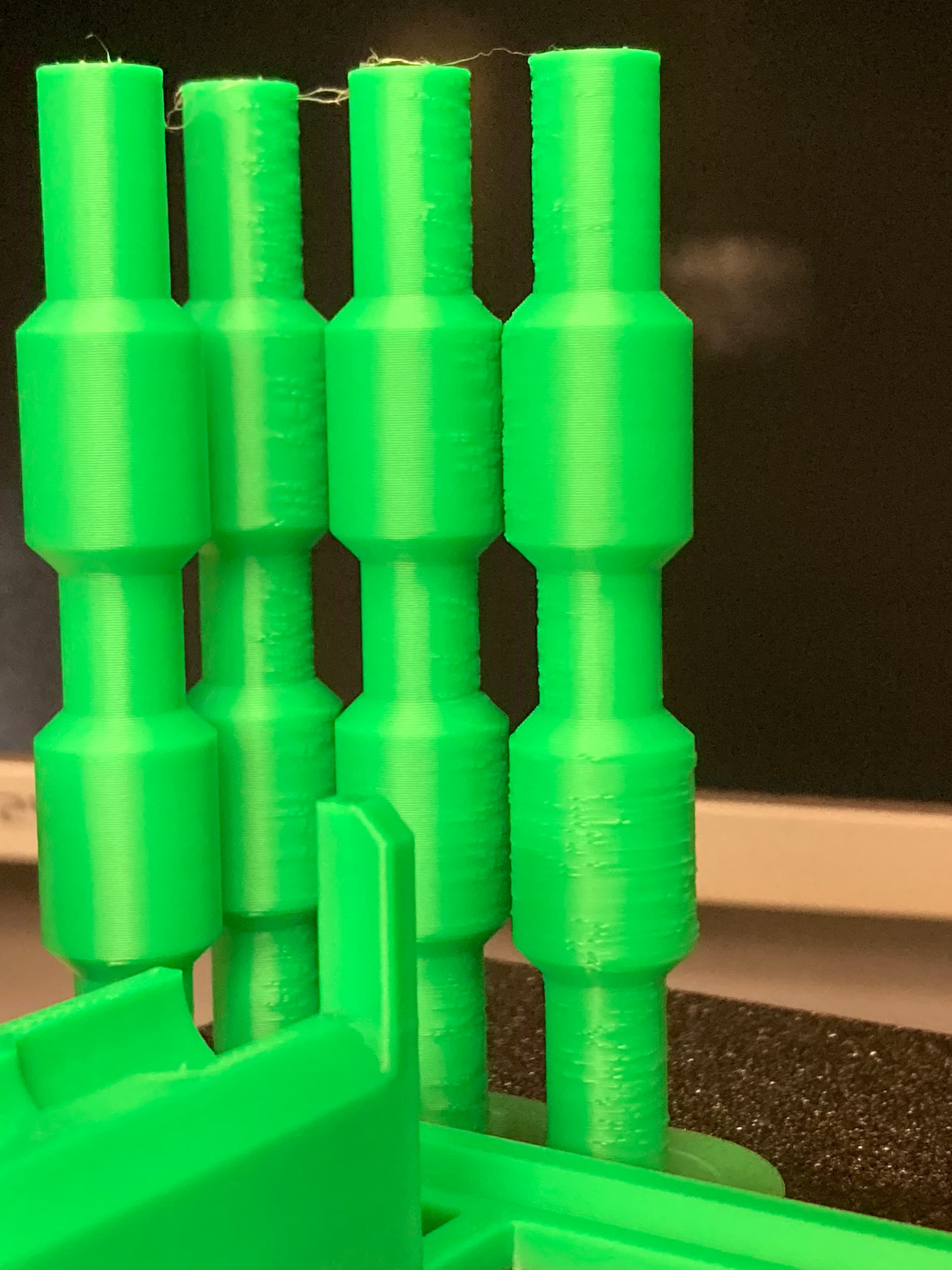
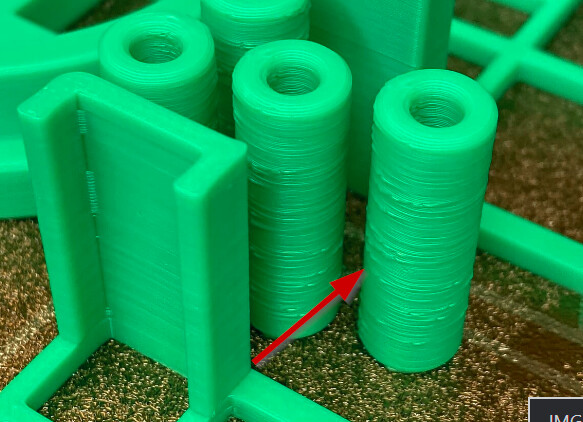
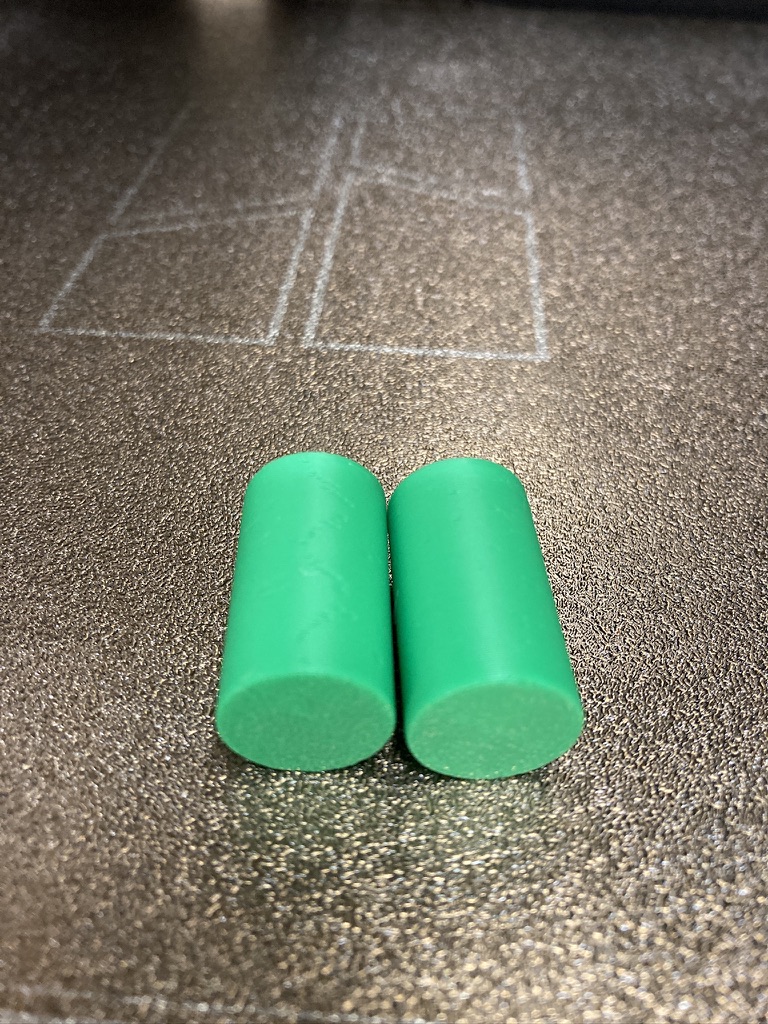
I wouldn’t think it is a moisture issue because everything but the cylinders came out great. The only issue was the weird looking layers on the cylinders
Thanks for the additional feedback. Since you’ve ruled out the usual suspects, I recommend going back to smaller, isolated models to create test cases.
In the example you provided, remove the other parts from the build plate and print only the problem part using the same settings.
Thanks for these suggestions. I will get to it tomorrow after work. It is weird for sure, I printed a primitive before and it turn out really well. I’ll have to try a few of your suggestions and see if I can isolate the problem.
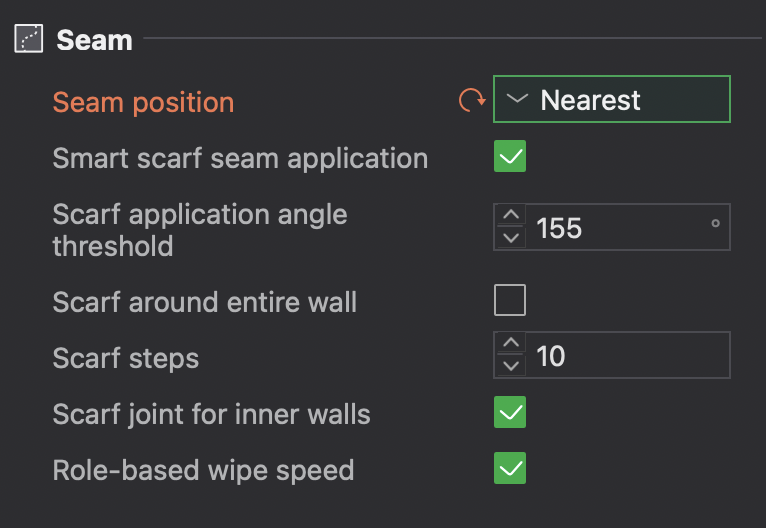
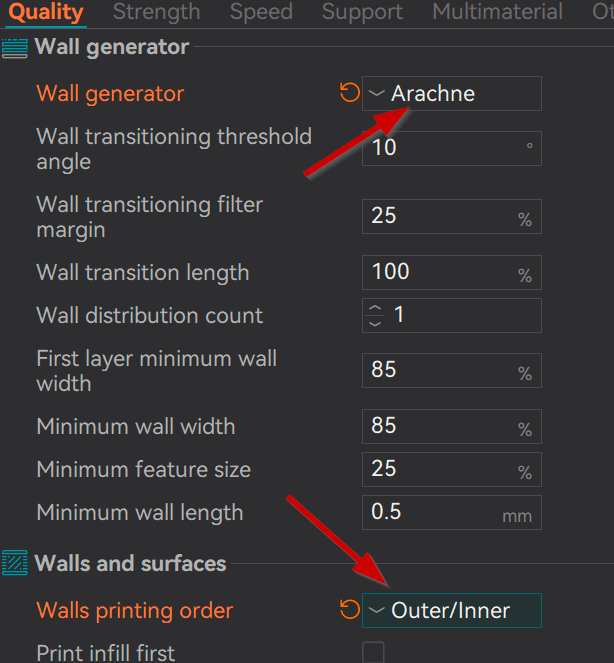
Primitives testing the different seam options: