Hi, after some help from the community I feel I have got to a point the quality is really good with ironing but on a bigger surface where I have some holes I cant seem to figure out if its even possible to make the ironing good around it or if this is the level you can get to…
I of course have dried the filament and using the Bambu Lab PLA Basic. Have done the calibration of the printer, of the filament and tested out right ironing settings… I also done som changes reading the community even if I dont know if that have any or smaller impact to the results…
I have change the z hop from 0.4 to 0.8 and 1. I have Avoid crossing wall. Ironing settings is Ironing speed 60, Ironing flow 20 and 25 (tested both), ironing line and inset default. I did try to use Ironing inset to 4mm to go a bit around the holes but then I got other issues.
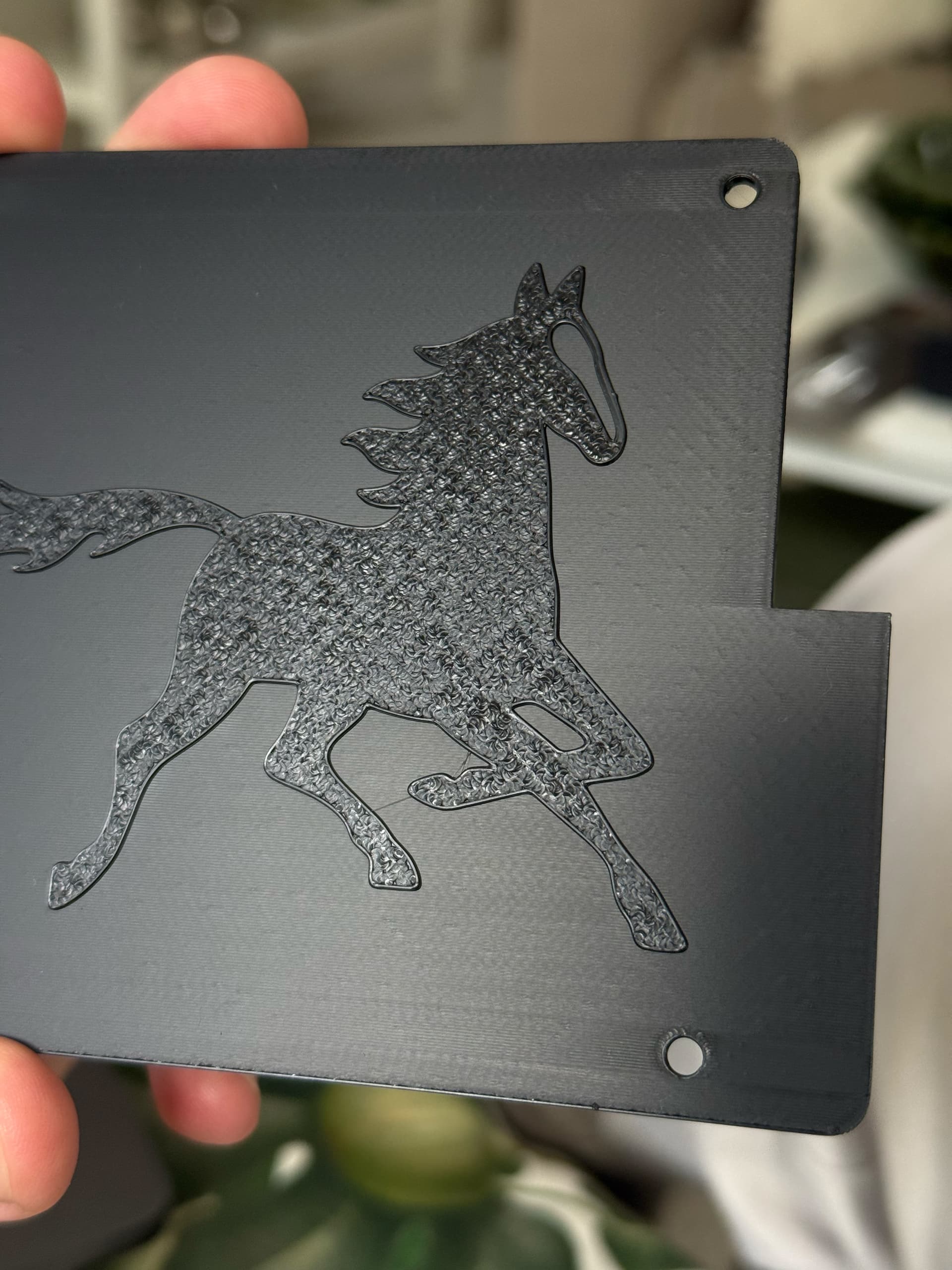
The layer Im doing the ironing I did add a solid part as the whole cover so it goes from left/right the whole part - that gives a really good result (much better from earlier that goes around the logo).
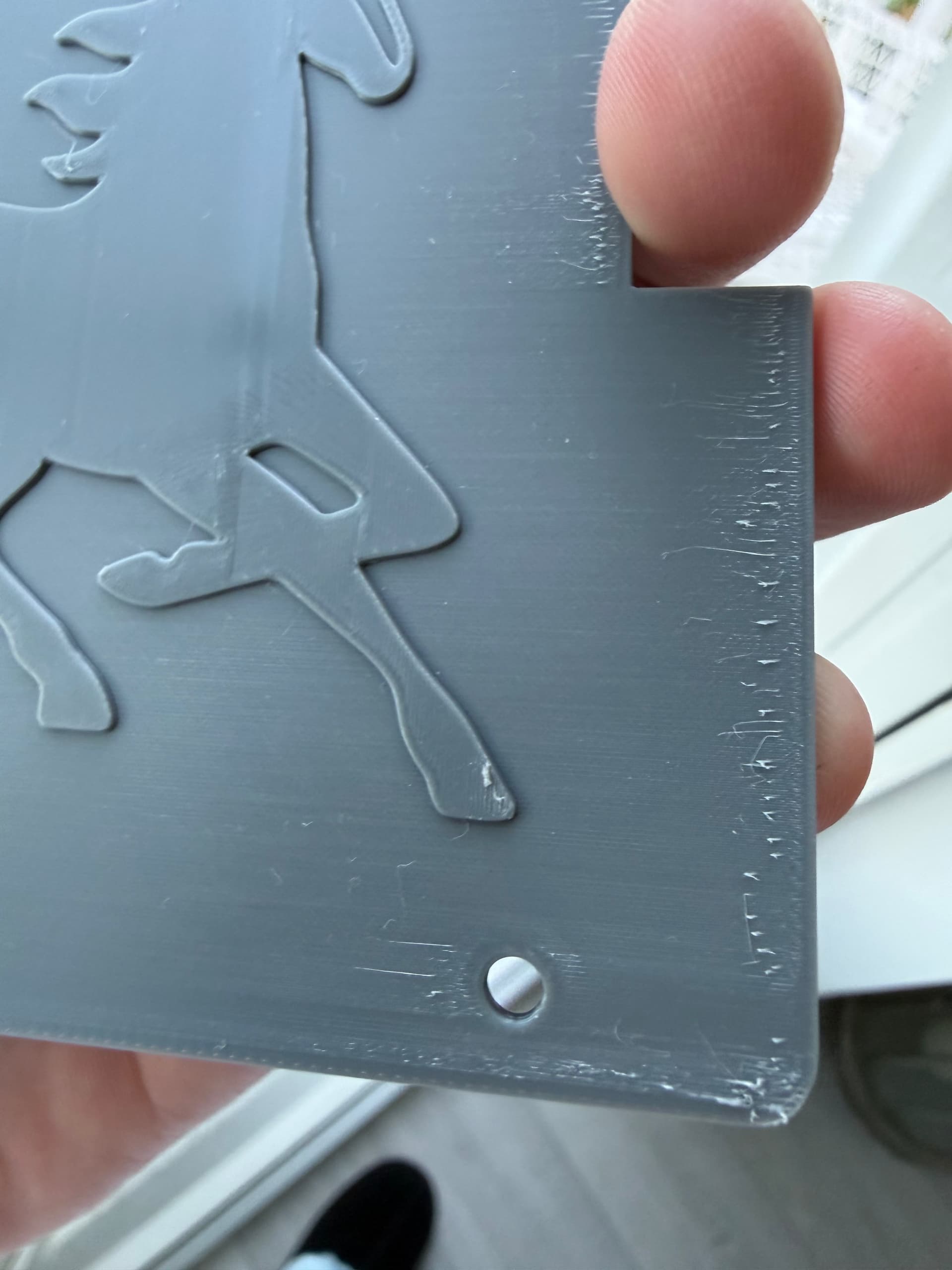
I do see some small artifacts from the left/right side where the holes aren’t but those you only see having it angled in the sun like on the photos. The surface of the logo I used Hilbert Curves since ironing that one it did in different angles and never got it close to look ok - giving similar results as the holes - but if finding out how to solve them I would ironing that one as well. Now Im hiding it better with Hilbert…
Overall Im happy but just want to try to get the last part as good as the rest if possible.
If its any with the height of the nozzle or anything similar?
Maybe underextrusion compared with a speed change due the holes. I would recalibrate the filament and reduce/even speed for the top layer. Maybe you are ending up in Bambu Studios restricted feature set doing this and mess around with G-Code.
Yes, I’ve had similar problems ironing around holes, not PLA, but PLA-CF, fairly similar ironing behavior, tho I think CF did it a bit better. The ‘clumps up’ part is where the extruder irons in tight corners resulting in rapid change of direction.
Practically there’s a few things you can do
Slow down the ironing speed (I use 30, quality first)
Orient ironing in the overall least distracting direction
Experiment with adding more walls, switch to a different top surface pattern (Aligned Rectilinear / Monotonic Line)
Use a different filament: PLA-CF can produce a very matte or almost reflectively smooth ironed surface depending on the flows; I’ve also found PETG-HF to be much less picky ironing very tight spots (sub 2mm)
OK, I have measured and believe 20-30 in speed would be better. But I almost see “dragmarks” on all the different speed and flows on the calibration using PLA Basic. So I will do a first test with PETG-HF and also increase the walls - just to see if I get same results. But really good input to it. I’ll test and comeback. Would you say the PETG-HF gives you better results than the PLA-CF?
So I did a test with the PETG-HF. Result feels similar… it’s around the holes or the edges it gets worse. Also some difference “shining” on different places. Anything else I can try to make it better?
I did take the ironing calibration from the bambu PLA Basic and used the speed 25, flow 20… maybe need to recalibrate to see what the PETG-HF ends up with? But the same issue persist so dont think that would be the main issue?
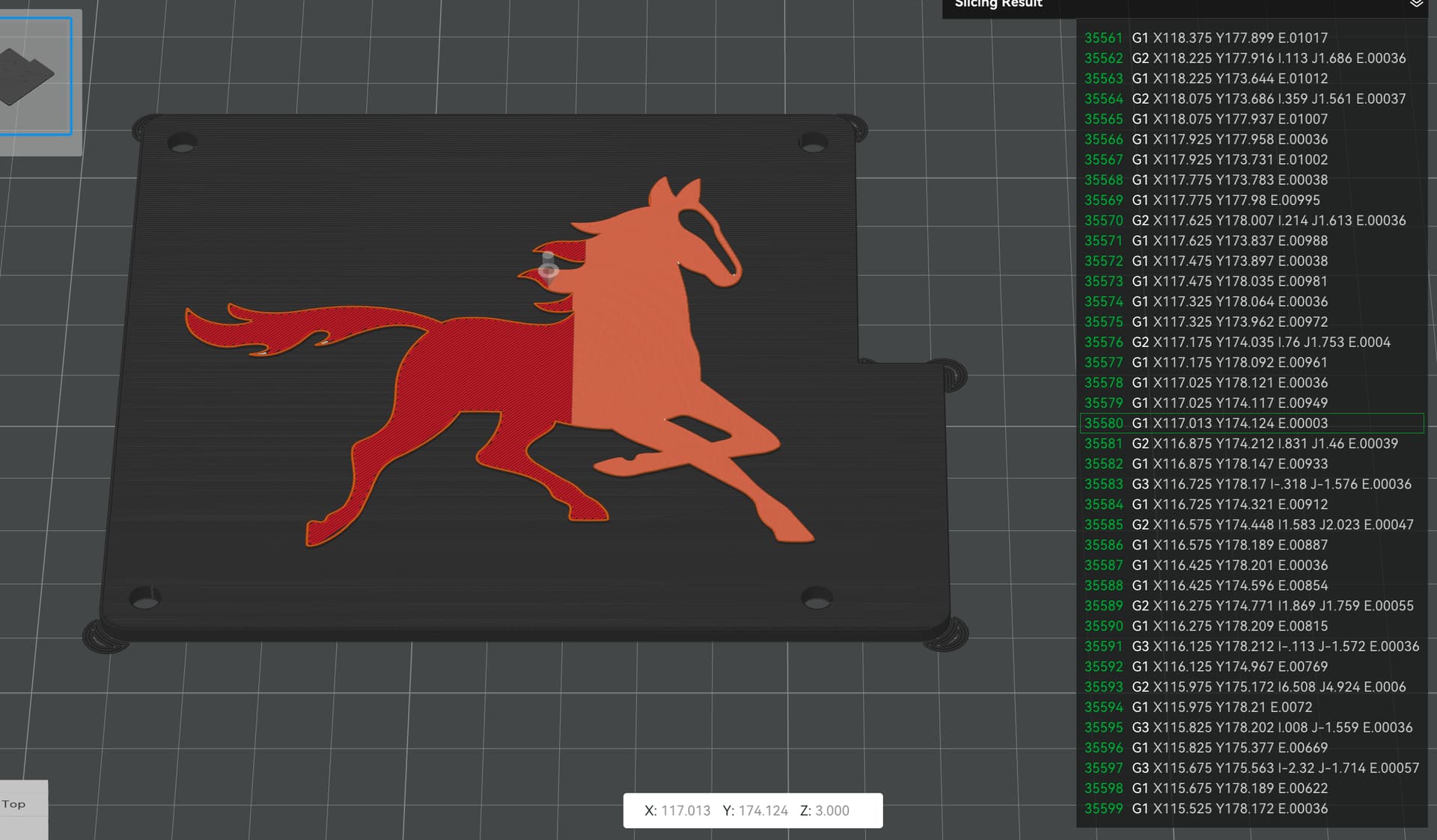
Also Im wondering if there is any way to force the ironing go one way on the top logo? Now it splits it up in different parts. Maybe gets worse but just a thought.
The biggest challenge imo is to start the ironing of a layer in very tight spots. Big surface → tight spots → big surfaces will work much better without those clump ups.
The slicer already attempts to do it, but can’t, due to the geometry, just like you can’t print a twin tower in vase mode. The split up is still the most ‘mono’ ways that avoids overcooled seam marks.
Until there’s an ‘avoid starting ironing in tight spots’ toggle, you’ll have to either orient the ironing direction or try to design around this limitation.
I forget to mention that PETG is less forgiving about the quality and smoothness of the entire top surface (before ironing even starts), if there’s any thing sticking out, it will stick to the nozzle and eventually get dragged across the surface leaving those marks. (Flow rates, Flow Dynamics, Speeds, Infill patterns…). It can achieve more injection molded-like quality yes, but really have to be meticulous around more complex geometries. Even previously inconsequential stuff like over-extruded Gap Infill can become quite the problem. Maybe it’s not the easy path here.
You may already know this but you can use a modifier cube to force the slicer to do a different ironing pattern/setting on each top surface, so you can find one that works well for the vast open area, and one that also works on the detailed emblem. I’ve found ironing to be incredibly touchy and needing lots of finesse to bring from 99% quality to perfect lol, so I may also advise you that 99% is good enough
right click → add modifier → cube → resize + move so that it only contains the bottom plateau [or only the top plateau]
then under process → objects → quality you can assign the params
I print sort of signs like that with a 0.2/0.1 w/h line and a 0.2 nozzle. Single wall on first layer. I print them with petg and multicolour. Mostly white background with coursive text. (Magenta atm)
I perfectly calibrated the printer and I understood temperature (240°) and speed (first layer 40mms)
With these settings I obtain a perfect print without glossy/matte lines but those goddam hairs. Not so much over a 25h print but they ruin the print because you can see them trapped into the white and then I abort the print.
Two options, the first is to be on the printer when she prints the coursive parts. Letters have a line width of 0.4 mm on average. Pliers in hand, I remove them live during the print, risking my hand. I do the same for what sticks to the silicone cover.
I am troubleshooting this as well and next try will be to reduce the flow by 0.01 and temperature down to 230°
Silicone covers get a lot of these hairs but unfortunately not all.
Yesterday I did a retrection towers test and starting from 0.4 retraction the 0.2 basically doesn’t string at all (240°)
On my p1s the ironing comes out great. On the same print on my H2D i get weird white steaks. I’ve tried various recommended settings from reddit but I get the same result every time so I just shut the ironing off.