P1S with the E3D high flow hotend (0.4 mm)
I have to post this, as it doesn’t seem to be particularly widely known.
I’ve just about given up now, after two and a half months of tuning. I tried every setting in orcaslicer extensively. Chatgpt had a long list of ideas; I’ve already tried all of them in great detail. Tonight I switched back to the regular hardened Bambu hotend, and the problems went away.
One redeeming use case for the E3D is vase mode with translucent PETG. If that’s important to you, the E3D is a big improvement in usable print speed (with maintained transparency). However, for that I’d have it in 0.8 mm (in order to achieve stronger prints with that single wall), but Bambu doesn’t sell that.
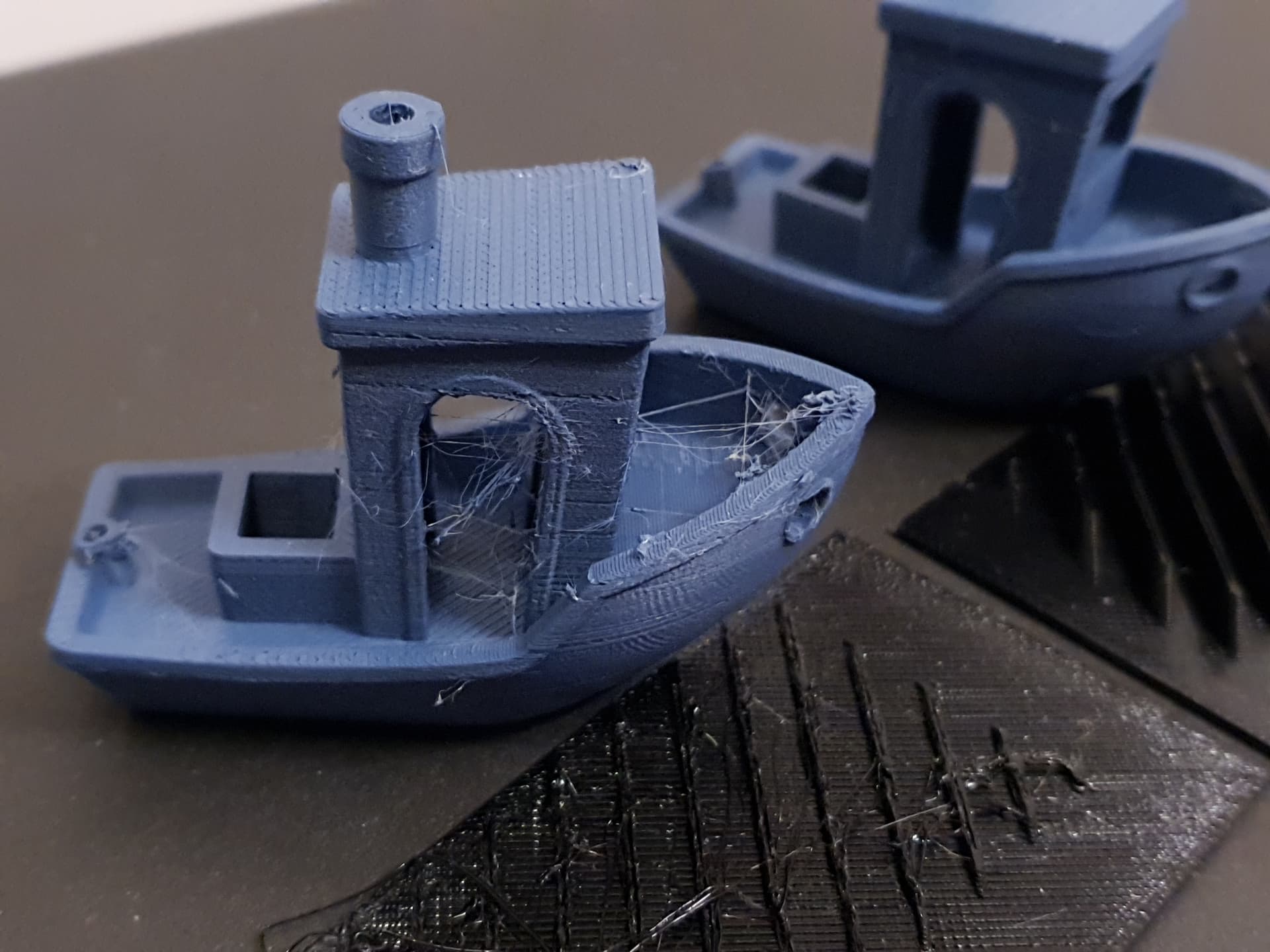
The E3D will also significantly reduce that banding of matte/shininess, particularly with matte PLA, that you could get on eg the benchy’s hull. That is, unless you’re printing the rest of the benchy up. Then you’ll cry.
The max flowrate test in orcaslicer will have you impressed. But, unless you’re regularly printing large models with large clean surfaces (ie no detail to slow the toolhead down), the actual real world time savings are insignificant.
Not to toot my own horn, but I think few people will outdo me in tuning/calibration, and my verdict is: forget about the E3D for PLA and TPU. It’s a dumpster fire.
To be fair, I should clarify that the problem is compounded by smaller layer heights and wider line widths. If you only print with 0.2 mm layer height or more, and never deviate from the default 0.42 mm width, then you might not suffer too much.