I’ve printed extensively with my P1P (manually enclosed & chamber heater) using AzureFilm ASA, and I got to a pretty perfect finishing by using 45deg Chamber Temperature, 100deg bed and dimafix on the bed.
When I got my H2D I thought it would be a breeze, and mostly have been, but I started having considerably worse overhangs. When I paid attention I noticed that even though the chamber temperature was set at 45deg, during most of the print it’d slowly go up and hit even 60degC, which made most of my overhangs not good.
After some trials I noticed that it seems that chamber temperature is not maintained? It seems that temperature just slowly creeps up. To avoid extreme temperature, I’ve set a smaller initial temperature, but still get the same results… Eventually temperature rises way above the target temperature. Example:
Chamber temperature: 40degC
Chamber temperature after 2h of starting: 55degC
I already tried to turn of chamber heating at all, but temperature tends to raise even more (since printer is quite well insulated and bed is quite big, it reaches over 60degC).
Has anyone faced this problem and how did you fixed it?
I could, but having specifically high overhangs part cooling could induce warping on the part. And given that for my specific case, the footprint of the part is quite thin and long, it’s quite sensitive on part cooling
You can turn off heating mode in filament settings then. In heating mode it’s never exhausting air, though the chamber heater has been turned off when it reached the target temp, the heat bed alone can raise to 55C if you’re in summer now.
Yes, it’s dumb, but it’s the best we can get for now…
However I wonder why you’re setting the chamber temp to 45C. It’s quite unusual for ASA…
The heatbed set to 105° is the culprit. That is going to continue to heat the chamber.
What filament are you printing? Does it need a 105° heat bed?
When I’m printing PETG I like to keep the chamber around 40°c. With the heat bed set to 65° and the chamber exhaust fan on 10%, the chamber stays right around 40°. If I turn the chamber exhaust fan off it will go up to 45ish.
Yeah that’s the strange part, he’s printing ASA but still targeting 45C for better overhang.
In general usually we would want more part cooling with higher chamber temp instead of lower part cooling & lower chamber temp, for the same quality of overhang.
Higher chamber temp = higher minimum temperature the part cooling can reach = less warp. A stronger part cooling would not introduce more issues if set to appropriate values…
Indeed I’m using ASA, and the reason why I prefer to have lower chamber temperature & lower part cooling, is because higher part cooling will have a more negative impact in layer adhesion than a slightly lower chamber temperature, even if using part cooling in a hotter chamber. And since I’m printing mechanical parts, I want as better layer adhesion as possible!
That’s the reason why I’m using lower chamber heater (45degC) and lower part cooling.
Anyway, I had a look at the bambu standard ASA profile, and will have a go on that (65degC chamber temperature and higher part cooling)
I haven’t printed ASA before, so this may be off base, but the ABS setting is 65c chamber and 90c bed. That has yield great results so far for me, with Bambu and non Bambu filaments. I looked at the fans once and was surprised that, from what I remembered, the part chilling fan was at 60% from what I remember. If I’m wrong on that, someone please correct me…
I only mention this because I’ve read so many times that ABS and ASA are so similar in their printing parameters needed…
I tried a print with Bambu ASA Profile (I’m using AzureFilm ASA for reference). Result was that some overhangs were pretty rough. Chamber temperature raised to 65degC.
I’m now printing again with my previous settings (260 hotend, 100 bed and 45 chamber) but I’m keeping the top opened jujst enough that the chamber temperature doesn’t raise further. And so far all the overhangs are coming out quite good.
So at critical angles for overhangs, seems like the bambu temperature handling is quite inneficient when trying to keep mid-range chamber temperatures.
My P1P prints exclusively ASA, with over 5000h. I print at 260/100 & 40-45 chamber tempertature (using a chamber heater) with 0% part cooling and 50% for overhangs and never had warping or layer splitting.
Also, these are mechanical parts, which are extensively used, and have not had a single problem with these parts, so I can attest layer adhesion.
If you tell me you will have layer delamination at 20 or 25 chamber temperature, I agree… At 45deg you dont have layer delamination, unless you’re using high levels of part cooling (which I’m not and that’s what I want to avoid for better layer adhesion)
I’m not saying I have any of those problems, I am just saying that you are more likely to have those problems at that temperature.
I think part of the ‘problem’ with having it exhaust air to bring the chamber temperature down is that new air has to be introduced to replace it and that will greatly increase the chance of wapring/layer splits/etc. That is unless you’re printing in a room that’s already 45C.
I guess what you could do is set the chamber temperature to 45C and then lift the lid of the printer maybe 6 to 12 mm at the front. Heat rises - and that should help you stay at 45 but I can’t say this won’t cause other problems from fresh/cooler air coming into the printer.
Yeah, I completely understand your point and indeed bringing new, cold, air generally is not a great solution, but also is not a great solution just allowing the chamber temperature to get unnecessarily hot.
Your solution is indeed what I’m doing at this moment and it’s working fine, I can see stable temperature of 45deg and my overhangs are pretty much perfect.
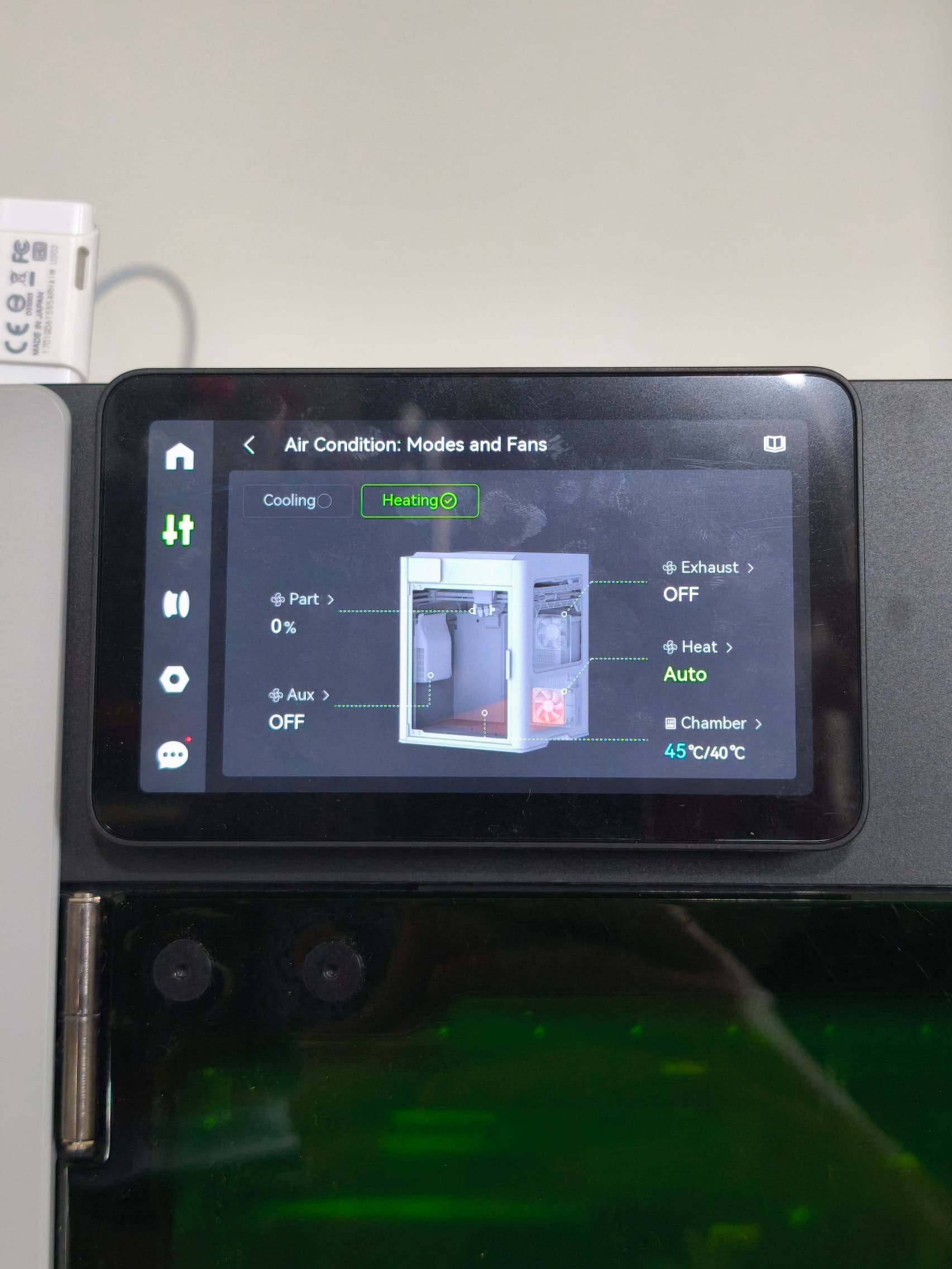
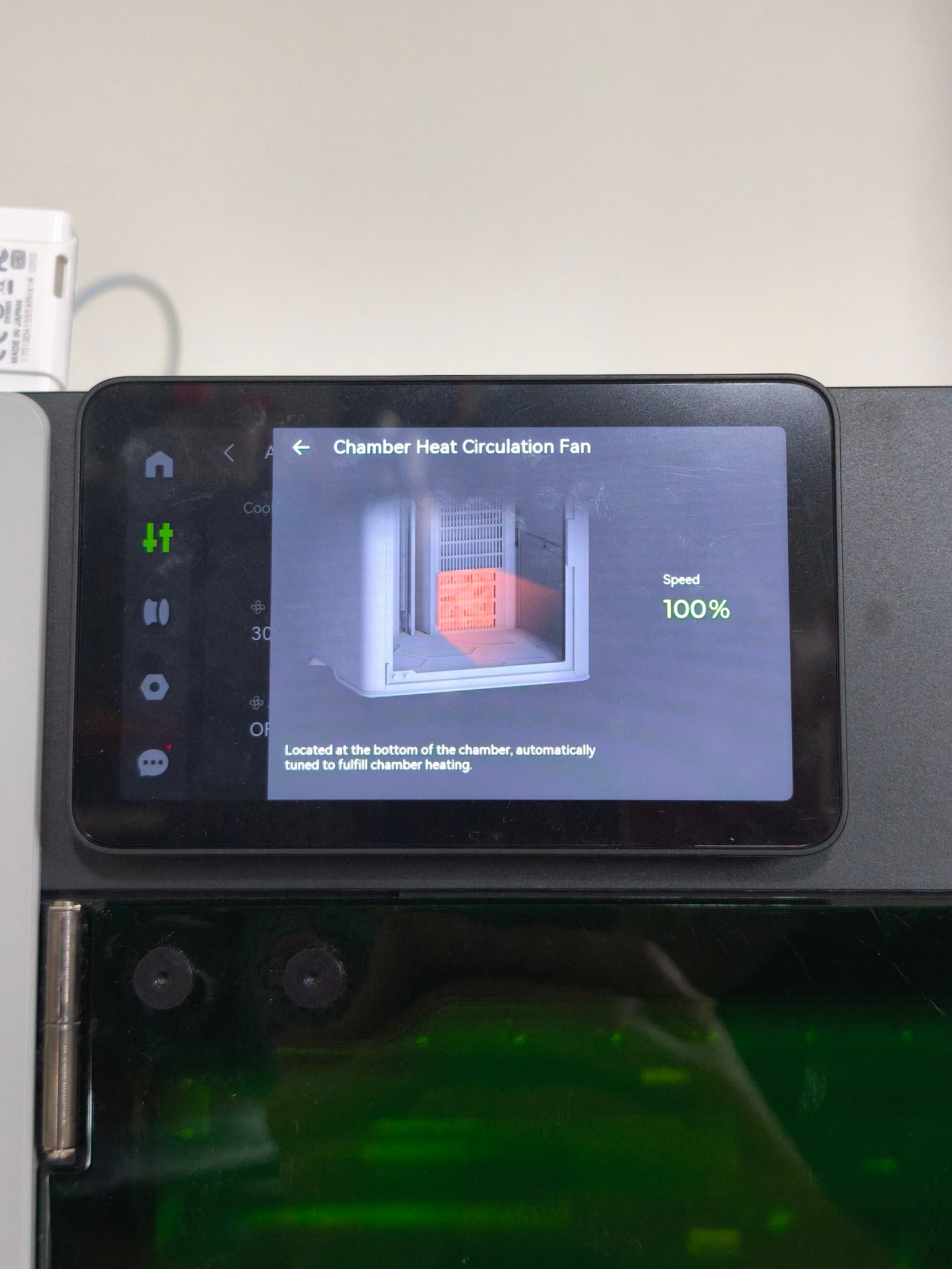
But what’s bugging me is that if I go to the menu, and select the Heating, I can see the Chamber fan is at 100%, which for me is strange. Since the current chamber temperature is higher than the set temperature, it should completely shut of the chamber heater…
I think temperature could be stable inside the chamber by just turning off the heater and using like 10% or 20% exhaust fan (Since its quite low, you wouldn’t even need to open the air intake, you could just bring air throughout the small gaps on the printer), this way you’d just slowly get rid of excessive heat without bringing too much fresh air and instead slowly bring small amounts of air that would heat up and not have massive impact on print.
I’m now trying to lower a bit the bed temperature from 100 to 90 to avoid having it heat soak too much the chamber temperature, and needing to have less opened top to keep 45degC.
But still, all of this seems a bit sketchy for something that should be handled by the “Closed Loop Air Temperature Management”
Set the chamber heating to 0 as suggested before. The printer will automatically open the top lid and the exhaust fan. What I’ve noticed (had 110 degrees on the heat bed), that the chamber temp will be at about 40-50 degrees (takes some time). But this will consume more power as the hot air is beeing sought out of the chamber continuously.
To be able to control the chamber temp with this setting, you can play around with the exhaust fan speed. I set mine to 25% and had no warping or other issues.
Yeah I understand what you say, but in the menu, nothing indicates if the heater element is on or off. I think this would be advantageous to have. At this moment, I cannot know if the heater element is actively heating the chamber or just circulating air.
My concern with using 0 as chamber temperature, is that as you pointed correctly the air intake will open, which will bring fresh air which can cause warping or poor layer adhesion. Honestly haven’t tried it because I dont want to risk having poor layer adhesion, but indeed, maybe playing with exhaust fan can keep the temperature stable which not affecting too much the chamber temperature.