Your car can reach 180km/h doesn’t mean that you should do that all the time.
The artefacts he has shown is caused by both printing geometry that’s not optimized for FDM and also printing too fast.
Your car can reach 180km/h doesn’t mean that you should do that all the time.
The artefacts he has shown is caused by both printing geometry that’s not optimized for FDM and also printing too fast.
OK Let me explain it a bit more.
The reason you’re seeing those artefacts, is mostly caused by:
UNEVEN EXTRUSION
And there are a lot of reasons for this. Usually related to:
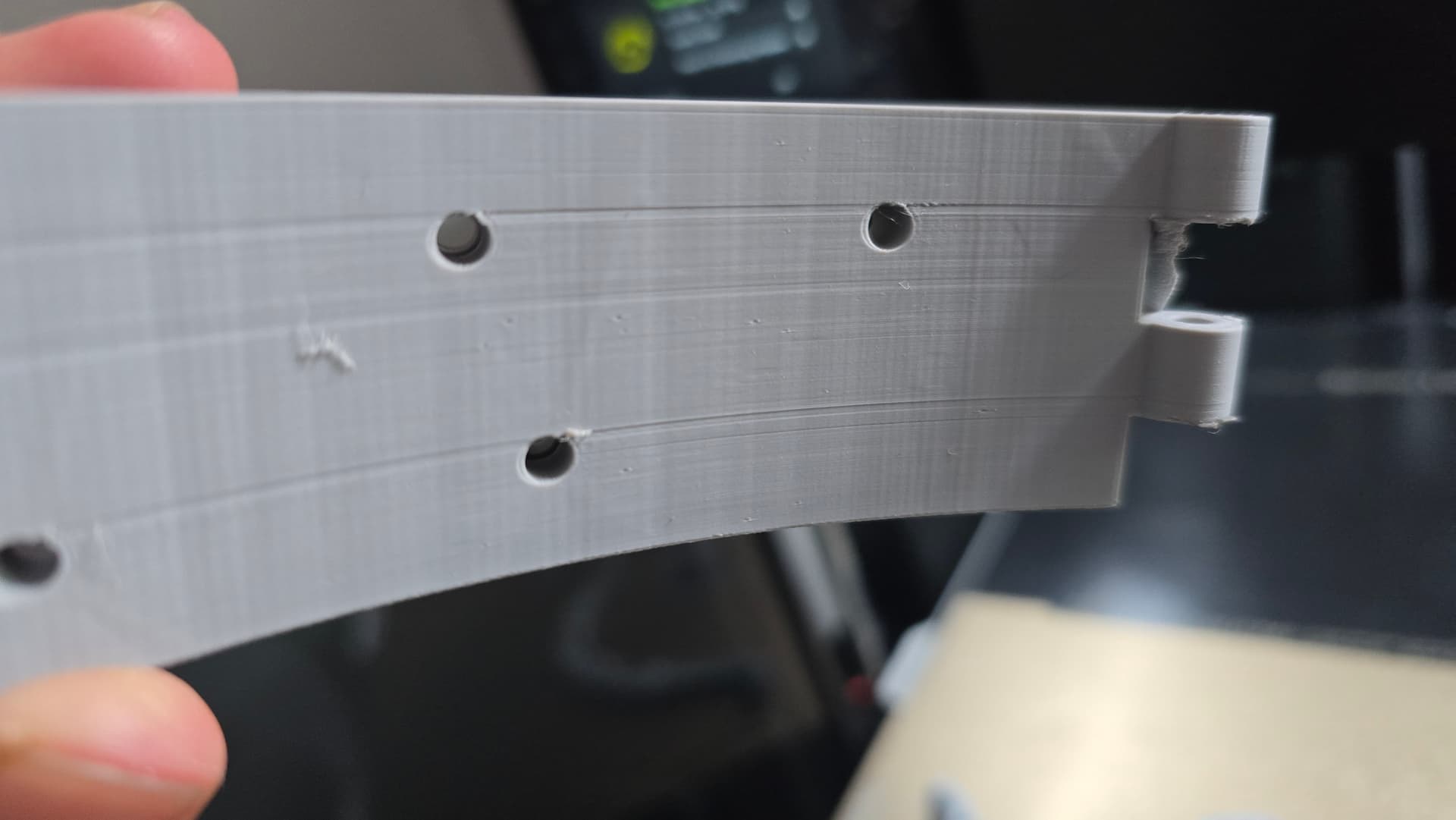
Now, just have a look at your vertical circular holes. especially in this image:
Do you realise that you have just created a situation that is having 1234 at the same time?
First, when you’re printing fast, the nozzle has to turn and reduce extrusion really fast, with very accurate pressure advance this is somewhat doable, but it requires accurate pressure advance (K value in Bambu Studio). However PA can only do so much, and a 300mm/s → 10mm/s in short distance leaves very low tolerance on extrusion errors.
Because the seam of the wall (a wall has to be a closed contour) has to be placed somewhere, and in this area, near the top of the hole, the slicer has no choice but to place the seam on very large overhangs:

This layer has 100% overhangs. This means that the overhang lines have to be completely printed in air. And it has no support underneath, also probably no support from the infills as well. Now what happens when you have to draw a 100% overhang, and then immediately give it a sharp 90degree turn while it’s still soft and hot? You get bent/deformed lines.

The deformed lines would then cool down and block the normal extrusion and make the uneven extrusion even worse afterwards, until a couple layers later it gets evened out.
So to solve this issue, while there’s no gold standard (other than “droplet holes”), slowing down is often the most helpful:
So going back to your question:
If you print fast and do not use carbon or glass fibre filaments, then yes, it’s always gonna happen if you print large parts with lots of large overhangs, or tricky overhangs (like circular holes/knobs). What you get is essentially a Benchy Hull Line but also with other artefacts due to the said uneven extrusion.
Great explanation! Just one small error: the reason the Benchy hull line is visible is that there wasn’t enough time for that layer to solidify, and shrinkage occurred.
one of the solution, as you’ve mentioned is to slow the print down.
but bambu studio has some setting to calculate gcode around those issues and most of them are described in the wiki.
but i also feel the same way as @Blaster on this topic, great machine but i hoped it will have those thing dialed in, and on par with the experience of other machine.
as an example i didn’t see as much extrusion deficiencies on my A1 mini at similar speed (and same filament)
i’ve bought this machine to print functional parts so i don’t mind it as much, yet this makes me exclude it from any prints where i expect flawless finish.
Benchy Hull Line is actually caused by “any sort of drastic layer time change”, but the effects would be greatly reduced if you print slowly…
From my experience I don’t really see (any) noticeable difference on all my FDM machines, it’s simply model A might fail on part A, model B might fail on part B.
yeah it falls into that category.
and you’re right that each machine has its quirks, it’s just that most expected “bambu lab finish” which they managed to deliver on their other printers (and dialed in profiles), which doesn’t appear to be the case with H2D.
as i’ve mentioned Bambu studio has setting that will enable you to get parts with great finish, and tolerances i’ve achieved for my parts are below 0.05mm with vision encoder plate, while on my A1 mini a struggle with average 0.15mm tolerance
but expectations were that it would be so out of the box, especially for their own filaments, which weren’t the case for H2D. I believe we’ll get there but it isn’t there yet.
but to stay on topic i’m on my replacement H2D from similar batch (it has those additional screws for allegedly Vortek upgrade), and i’m still on first support ticket for left hotend producing artifacts… so my luck been closer to lemons thus far…we’ll see how it will end, patiently…
I don’t see a lot of the problems people talk about here.
Every print I do has an outer wall speed at 80mm, inner at 100mm and all other printing speeds (infill etc) at 150mm. I also set overhangs at 30mm. All accelerations are set to 2000mm max. All the accelerators that are defaulted at 1000mm or 500mm go to either 300mm or 250mm. And of course this adds a few hours to prints.
I’m not a print farm so is it takes longer, so be it. And with the added bonus that the incredibly slower speeds across the board will save the wear and tear of the machine dramatically.
When doing silk it’s set at 30 and 40mm (outer inner)
This is across all my machines (A1, Mini, x1C and H2D)