Hi everyone, I really need help. I have a Bambu Lab P1S (brand new) and I’m trying to print with ESUN TPE 83A, but nothing works. I’ve tried pretty much everything I could find online:
Dismantled and reassembled the print head completely
Adjusted all screw tensions
Tried Bambu Studio with Reddit-recommended settings
Switched to Orca Slicer for better control
Adjusted temperatures (tried 230–240 °C)
Printed in direct drive mode without PTFE tube
Dried filament for several hours until 15% humidity
Tried slow speeds (20–30 mm/s), disabled auxiliary fan
Still getting clicking sounds from the extruder during printing. It loads fine at first, and I can see a proper poop extrusion at the beginning. But after that, I hear the infamous “click click” and it looks like the filament is blocked at the gear. When I unload it, the tip of the filament shows deep bite marks from the gear—like it’s grinding but not moving forward.
Is this material just too soft for the P1S extruder? Or could my nozzle be faulty even though it looks clean?
(im not using AMS)
Just a heads-up: drying for “several hours” doesn’t mean much unless you’re tracking weight before, during, and after. The only reliable way to confirm moisture content is by weighing the filament, before, during and after drying. Without that data, it’s easy to chase false hope - and worse, waste time pursuing the wrong problem.
On the troubleshooting front: one key data point you didn’t mention - does the printer work with regular PLA? That’s your baseline before throwing specialty materials into the mix.
Bambu’s softest TPU is 85A, and even that gives people trouble. Many forum members have struggled with TPU. TPE tends to be even more rubbery, and at Shore 83A, you’re pushing into territory where extrusion gets tricky. That combination is likely to cause more problems than solutions.
If you’re determined to make it work, try dropping all print speed in the slicer settings by 90%. Keep feeding filament directly (skip the PTFE tube) and test with a short 10" strand at ultra-low speed to see if the extruder can even handle it. That should give you a clearer picture of whether it’s mechanically possible.
Good luck and let us know how you make out. Others will benefit.
Not to divert the thread.
But if weighing is the only way to really know what’s going on with filament dryness. You need to know the weight of the spool. And I don’t think the tare weight is given by manufacturers. And even if you buy refill filament. What about the spool you use? Can’t that weight/dryness affect your calculations?
While that’s true for paper spools, it doesn’t change the underlying fact: without specialized equipment, the only way to estimate moisture—whether in the filament or the cardboard spool - is by tracking weight.
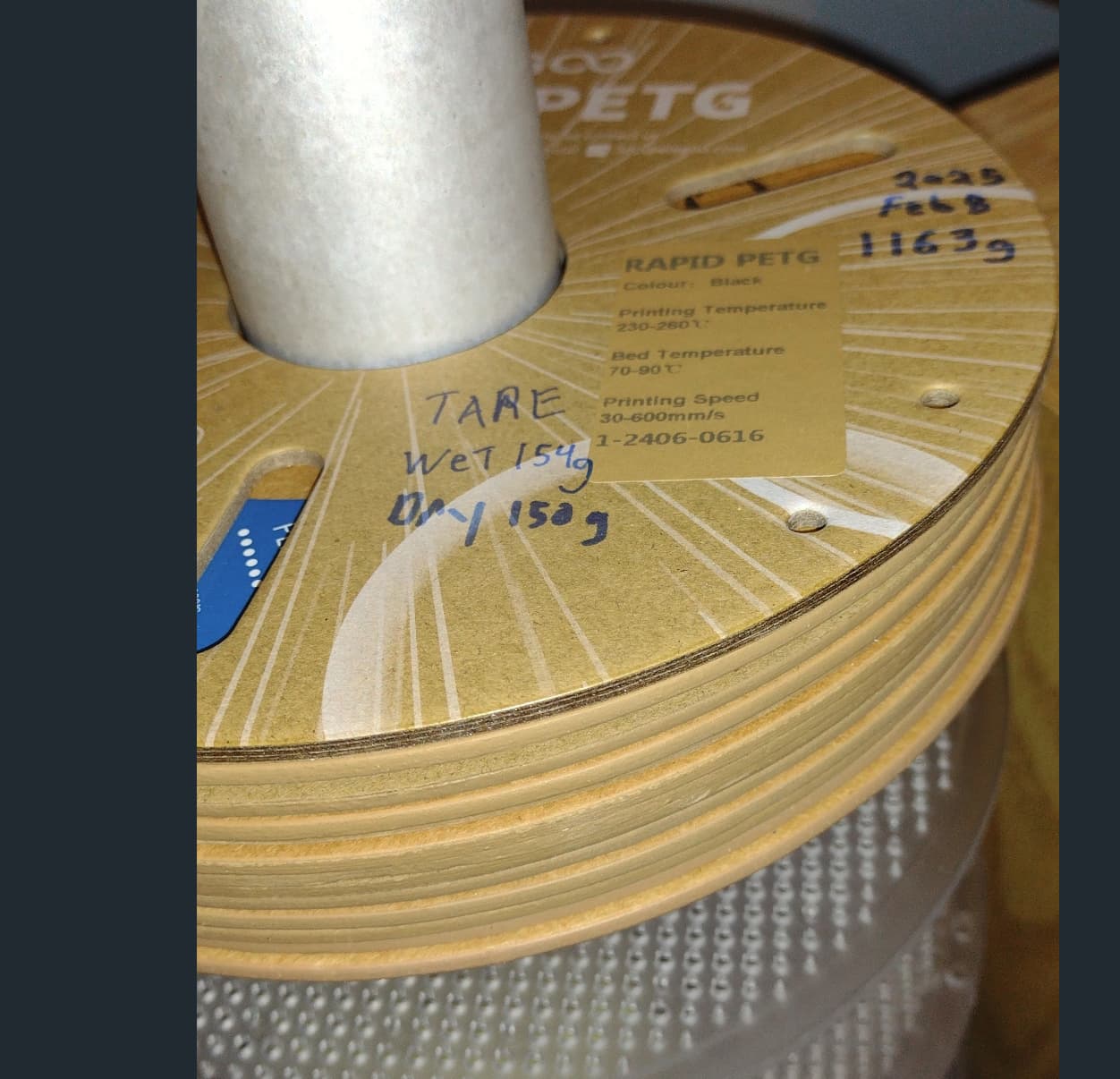
Side note: for every filament brand I use, I dry the spool and record the before-and-after weights directly on it, along with the open date and initial weight. I then tear off one side of the cardboard spool for recordkeeping. These samples are stored in a stacked column for tare weight comparisons and serve as an archive. While this doesn’t distinguish between moisture loss in the spool versus the filament, it remains the only practical method for estimating moisture removal. If no weight is lost at proper drying temperature, you can be reasonably confident that neither the spool nor the filament contained moisture - which is valuable data in itself.
The plastic used in spools are not hydroscopic. At least none of the one’s I have so far tested. It may help to note that we’re also talking about injected-molded plastic, not FDM unless one is printing their own spool which in all honesty, I found a huge waste of time even after I created my own time-optimized spool series of spools. My personal best is 4 hours for each side and that was really pushing thin walls and using zero top and bottom layers and letting the slicer print the grid.
Although the OP is not using an AMS, the humidity reading in an AMS is not really a good indicator of filament dryness.
The different acronyms, PLA, PETG, etc are different composition plastics which will absorb differing quantities of moisture out of the air. A kg of PLA is going to hold less water than ABS for example.
That is reflected in the recommended drying times for different filaments.
I ran some tests with basic PLA on my printer, and everything works perfectly no clogging, extrusion is smooth and reliable. My brother also gave me some Recreus 82A TPU, and it prints beautifully as well. That really confirms the issue is with this specific filament.
I’m already printing without the PTFE tube, feeding the filament directly to avoid resistance. As for drying, I have to admit I don’t weigh the filament before and after I rely solely on my Creality Pi Space dryer’s display, which might be overly optimistic.
Regarding speed, I’ve already dialed things way down: tested at 30 mm/s, then 20, and even 10 mm/s. The issue still persists. It seems this filament has characteristics that make extrusion tricky, despite all precautions.
Thanks again for your help I’ll keep experimenting and share updates.
While estimating by weighing the spool before and after drying may be more effective or provide more data, it is by no means necessary. Drying the spool according to the manufacturer’s instructions yields good results in at least 90% of cases, and if there are clear signs that moisture remains, the process can simply be repeated.
There are much more influential factors: for example, drying should be done immediately before printing, and if you are using highly hygroscopic materials, you will need to dry them continuously or store them in a highly specialized container with monitored humidity.
I think you missed my point. This isn’t about routine drying or optimization; it’s a diagnostic step. There’s an old expression: “You can’t manage what you can’t see, and you can’t see what you don’t measure.” That principle applies across every science and engineering discipline. Without measurement, you’re relying on guesswork instead of evidence.
I use the ESUN TPE 83A quite frequently and prefer the way it prints compared to TPU. One issue is that loading the filament is a little tricky. When you say that the filament is loading fine in the beginning because you can see the proper poop extrusion doesn’t necessarily mean that the printer has loaded the filament all the way. In my experience, now three spools of TPE through both an X1C and a P1S, you will need to hit the retry button several times until you see quite a consistent flow through the nozzle and when in doubt hit the retry button more. You have to be patient in the loading process of this material. I also tend to apply some pressure on the filament initially to help the extruder grab the filament. The initial flow you see while loading is any old filament that is still in the hot end and will tend to leak out as the loading temp of the TPE is 250C. I had the same issues as you when I first used the filament until I learned how to load it properly. The rest of your settings don’t mean anything until you have successfully loading the filament. That being said, yes, you have to slow the printer down significantly, I have custom settings for both the filament and the printer, and generally have 30mm/s as the standard. Each time I have attempted to speed up the print process the consistency of the prints begins to falter.
Have you ever cut a spool of filament out of a pouch that is still under a good vacuum, weighed it, put in a dryer for some block of hours, then did a post drying weight and there was minimal weight reduction?
I don’t dispute that filament absorbs water. Seen it in my own prints. I have also thrown a spool of ABS and PETG that was still under a pretty good vacuum right into a print and they behaved as dry.
But my sample is one company, Bambu.
Some of the sketchy brands that are dirt cheap I would question their QA. Goes in the pouch wet and is vacuum sealed it is wet.
That is my standard procedure. When I unseal a bag, I write the gross weight on the spool. If I have empty spools from the same vendor, I compare their tare weight to the gross weight of the new spool - less to verify 1KG and more to track moisture.
For hygroscopic filaments, I always put them in the dryer and note the gross weight on a sticky note placed on the dryer. I recheck after about four hours if it’s during the day, or overnight if I start it in the evening. If there’s no weight loss, I can be reasonably confident the spool was moisture-free when sealed.
To answer your question, if memory serves, only Bambu Lab Silk and Matte PLA and Kaaber PETG were out-of-the-bag culprits with wet filament. Drying remedied all issues.
Thanks everyone for all your responses! After a few problem-free tests with Recreus TPU, I switched back to PLA, and now I’m not sure what I’m doing wrong. It’s impossible to get a correct layer with PLA…