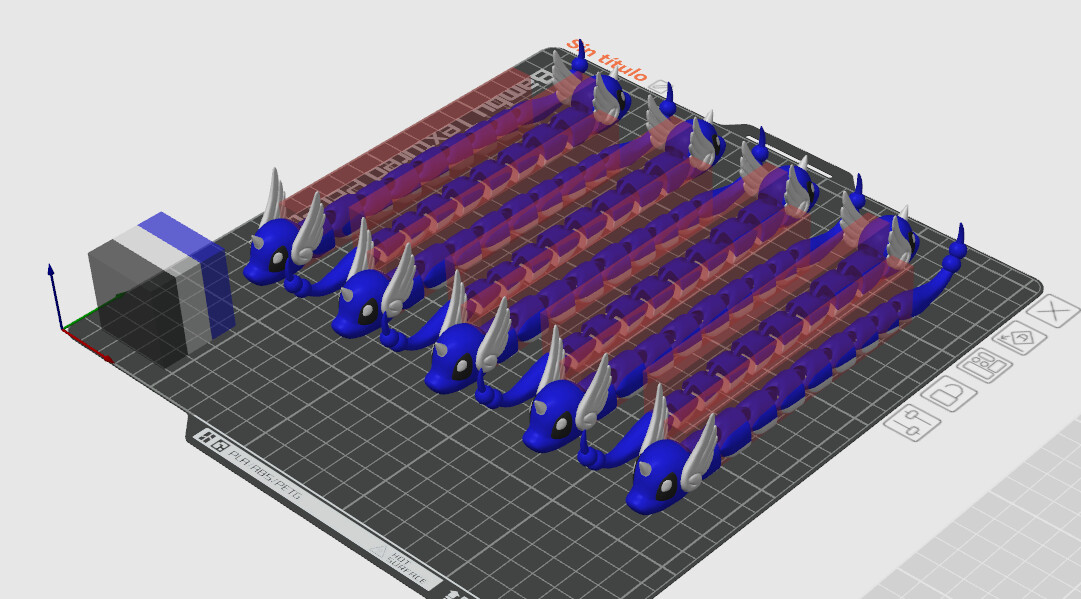
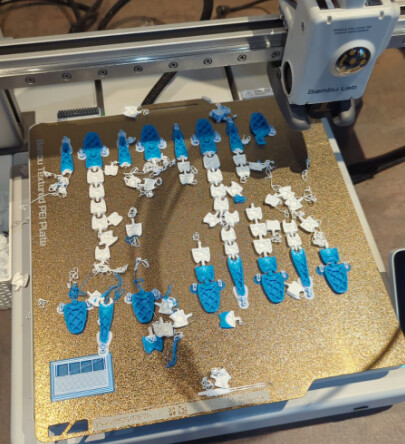
I’m having an issue with curling in the beggining of the hooks. I tried twice with multicolor, but both time fails due to curling and throw all the pieces.
(It isn’t warping because I dont have any problemns in the firsts layers, is in corners or sharps when appear the curling)
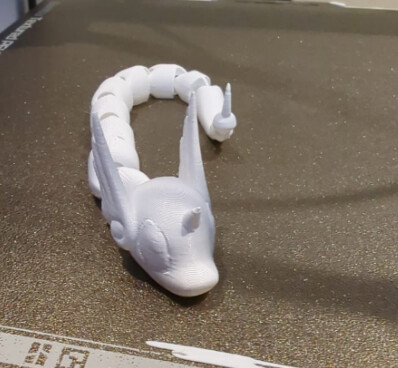
Then I only printed one with the filament that was producing the curling. I set the cooling overhang threshold of 50% to 25%. It get printed nicely.
Then, I tried it again with all the dragonairs at the same time, but the same problem happenned.
How can I solve it? With adjustment I need to do?
I know the problem is for the layer time and the different contrast tempetarute, but I don’t know how to solve it. I can print only one to reduce the layer time, but I need to make some of the at the same times for reduce the waste.
Thanks you for all the help in advanced!
PD: I add the .3mf I’m using. It needs to be open with orca to see all settings correctly.
Link to the project:
I agree with @JonRaymond in that at least part of the problem looks like adhesion. So use water and dishwashing liquid with a brush (don’t be too gentle) on the plate and consider using brims (although they are a bit tedious to remove on articulated models).
It’ll not resolve the curling though. However, at the cost of print time, you can decrease the heat input in critical layers, and hence curling, by using adaptive layers. Similarly, you could, again at the cost of print time, slow down for those layers. Both have a cubic effect on heat input and hence cooling => curling.
I recently had similar problems, always in the same places. I tried everything, reduced speed, varied first layer high, etc., but nothing helped. Now I clean the built plate with acetone before every print. Since then I have had no more problems with adhesion. It doesn’t have to be acetone, the surface has to be clean and free of grease.
Aceton is not recommended as it can damage the PEI coating of the plate. Using plain detergent works at least as good as acetone but does not damage your building plate. Depending on the number of prints I clean my plate once a month with detergend and in between with ISO alcohol and a micro fiber cloth.
You are getting a lot of people telling you to clean your plate, excellent advice. I often give it myself.
However I think this might be resolved with a different trick. I did with a print of my own on an A1 with a perfectly clean bed and your outcome.
Turn off the fan for the first 3-5 layers. I was finally able to print a model with a near identical footprint on the build-plate. I was also printing many at the same time. I was one of my many articulated keyring Willies.
It was the quick change between colours with each having very little surface area touching the plate that triggered the issue.
Same problem here. I wonder what goes wrong. These dragons should be able to print without support.
I cleaned the beds with soap and flush with water after, I did it with alcofol and even put on a new buildplate.
It seems that if you fill up the buildplate all the way, it will take to long between layers per object.
At one point the edges seem to warp a bit and the nouzle will get stuck on the overhangs while jumping object on the plate.
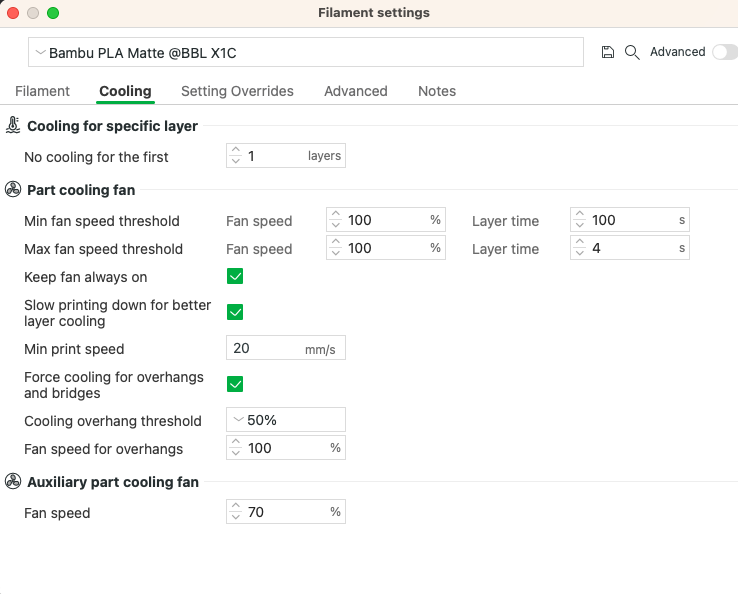
I tried to shut down the fan manualy becouse the PLA doesn’t need it and that helps I think.
Only HOW do I find the fillament settings in BambuStudio to turn the fan off? The fillament settings are just not there between the Quality, speed, others, strength and support settings. I have Advanced settings on.
You need to edit the filament values themselves, not the model or objects.
I have found that turning off the fan for the first few layers helps when the model is start/stop, start/top all the time. Articulated models in particular have this.
Yes but post-proces with the brims is much more work. It’s my last option.
I think the cooling (I now know how where to turn of the fan) and layerhight. A to small hight also gives problems with overhang.
Thanks.
I’ve been having this same recurring problem (curling and warping away from the print bed) since I’ve owned the A1. It happens when using PLA, PTEG, any of the 3 print plates I own, cleaning with soap and water, using glue stick, NOT using glue stick, wiping with Isopropyl, plus I’ve tried all the solutions mentioned above in software (turning off the fan for first 3 layers, adjusting layer height, increasing bed temp), but it’s still happening even when using brims!
I ordered the new Bambu Lab cool plate super tack, perhaps that will finally solve this problem once and for all!?!
YES! I got the new supertack plate and it works great. The only issue now is I need to make sure to leave enough room around prints to get the blade around things since it’s now 500% harder to remove prints from the plate.
Also, since it hasn’t been mentioned here yet… are you drying out your filaments first? You should be using a dehydrating unit made for this purpose and drying out until relative humidity levels are around the 20% mark. This step has made a HUGE difference in the quality of all my prints.