Hello,
I am new to this forum and have had my A1 printemps for 6 months. I purchase several filament but not from Bambu lab. I also purchased an hardened steel 0.4 mm hot end to be able to print reinforced filament. I seem to have issues when using the hardened steel one in the fact that the printer does not seem to adjust the temperature adequatly.
It did not used to do this before with a different Bambu studio build. I remember once with PETG figurining out to change the settings on the printer and it worked fine. Now, the extruder skips like it is clogged. This happens when I use PETG and PETG GF from Elegoo. When I switch to the stainless steel one and use the same filament, no issues. I read that Bambu lab recommended the use of hardened steel hot end for reinforced filaments.
I opened a ticket but the support says it is a clogged extruder. And to try with another filament and that it does not support 3rd party filaments.
I tried with HIGH SPEED PLA and I am also seeing skips with the hardened steel hot end.
Did anyone have this issue. I have the last Bambu studio release build. I suspect this to be the issue. I would appreciate help.
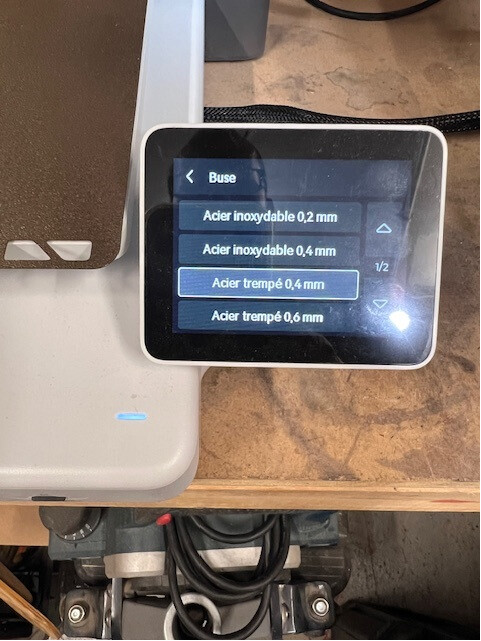
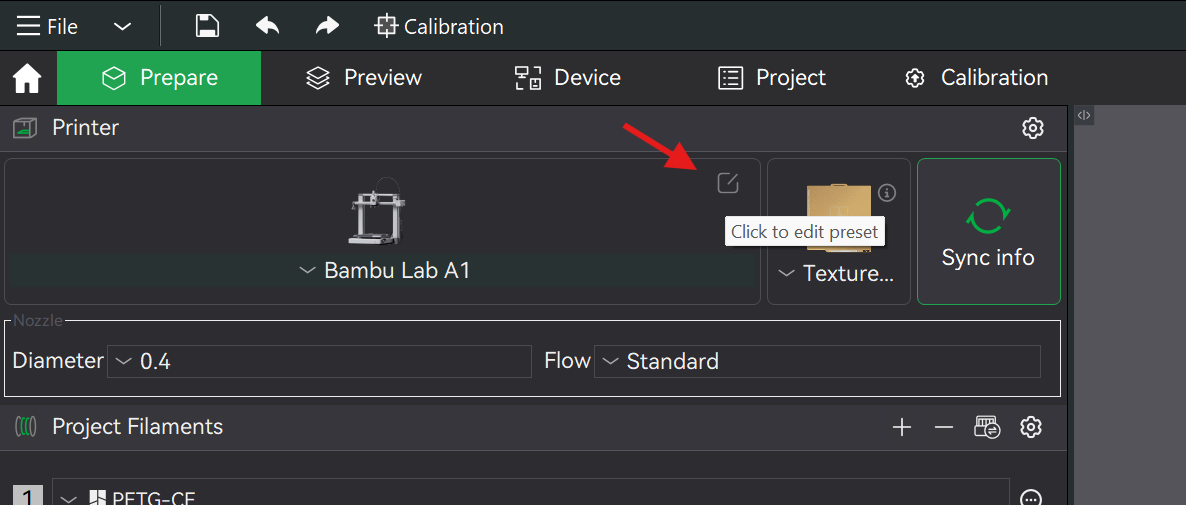
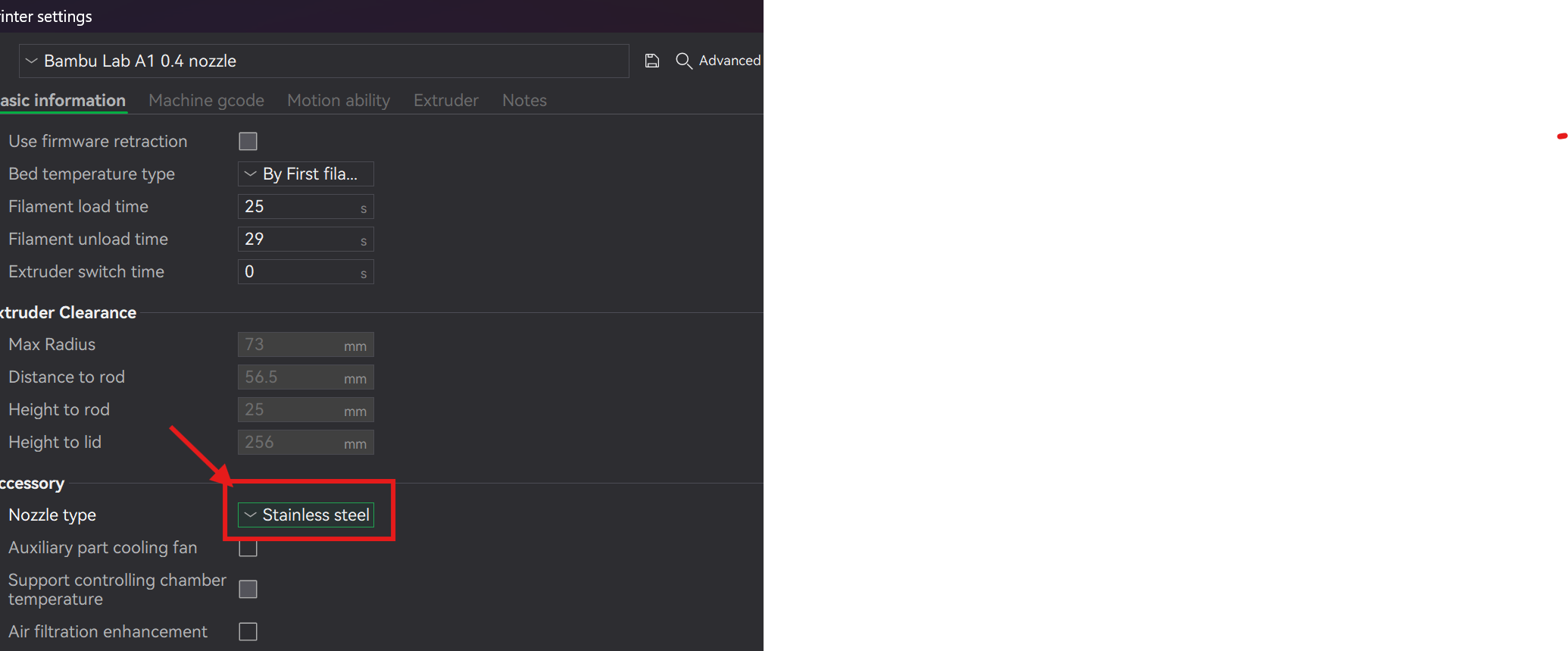
you switch the nozzle material type in the printer
Settings–> Maintenance–>Nozzle and choose 0.4 mm hardened steel one;
You recalibrate your printer (I always do it after switching a nozzle);
If that is covered, it would be expected that the printer/slicer addresses the nozzle material conductivity difference. If not the case, you can adjust the filament printing temperature for the new nozzle material (small step increase as e.g. 5ºC and test).
In any case, due to the recent clogs, before turning or assessing the problem, verify if the nozzle is clean.
Thanks for the reply. To answer your question, I did do the change in the printer settings has mentionned.
Before, in a previous Bambu studio build, you could go in the printer parts and change it there and it would work fine.
When you mention:
You recalibrate your printer (I always do it after switching a nozzle);
Do you mean the almost 28 minute calibration the printer does? If so, yes. I did also revert to factory settings but, to no avail. I the recalibrate is another step, please let me know.
The support said there should be no différence. I disagree. I think the hardened steel does not get to the same temperature as the stainless one.
Ah, also I did unclog it but, still back again with extruder skipping. But, when taking the PETG GFfilament to my stainless steel one with the proper settings, the printer was printing perfectly. No issues.
I also stepped up the température almost to 300 and still was having issues.
One last thing, when printing with the hardened steel one and with all the changes in the settings to thebproper hotend, it was giving me an error message or warning message prié or to printing. Saying the hotend was not appropriate.
Is it possible to go back to a previous Bambu studio build prior to the Bambu studio 2 one?
So you did everything that could trigger the issue.
This is relevant. Can you provide the error code, exact message, etc? Does the error prompt appear at the slicer or the printer?
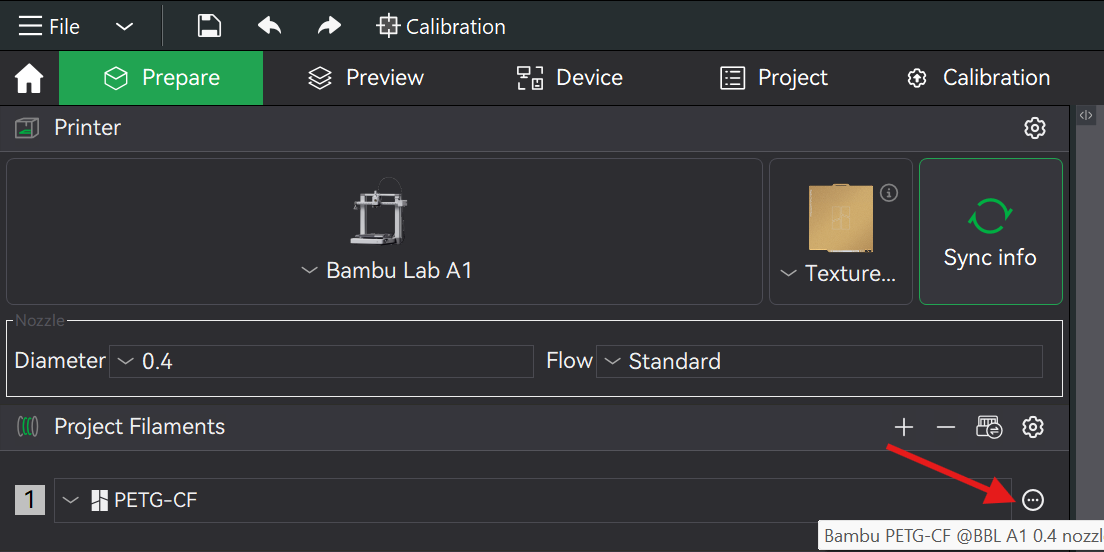
I don’t own an A1, so that things may be different. Can you confirm that your printer nozzle (if the option exists for A1) in Bambu Studio is correct?
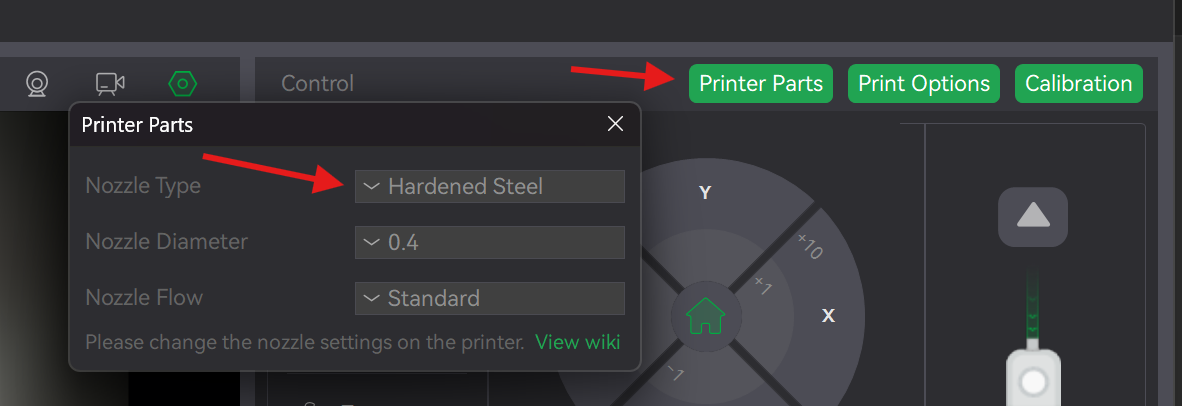
Bambu Studio—> Device Tab → Printer Parts?
There are differences between hardened and stainless steel, which affect print settings, specifically the thermal conductivity. However, the BL printers should be able to manage it automatically.
It’s been a long time since I tried past versions, but it used to work with some caveats, such as getting alerts or error messages when using files with settings from newer versions that weren’t available before.
You can find the Bambu Studio releases at: Releases · bambulab/BambuStudio · GitHub
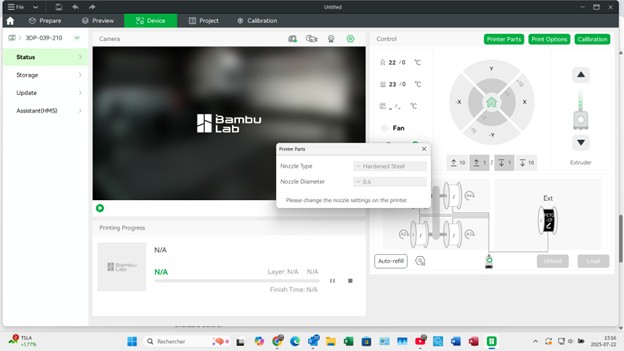
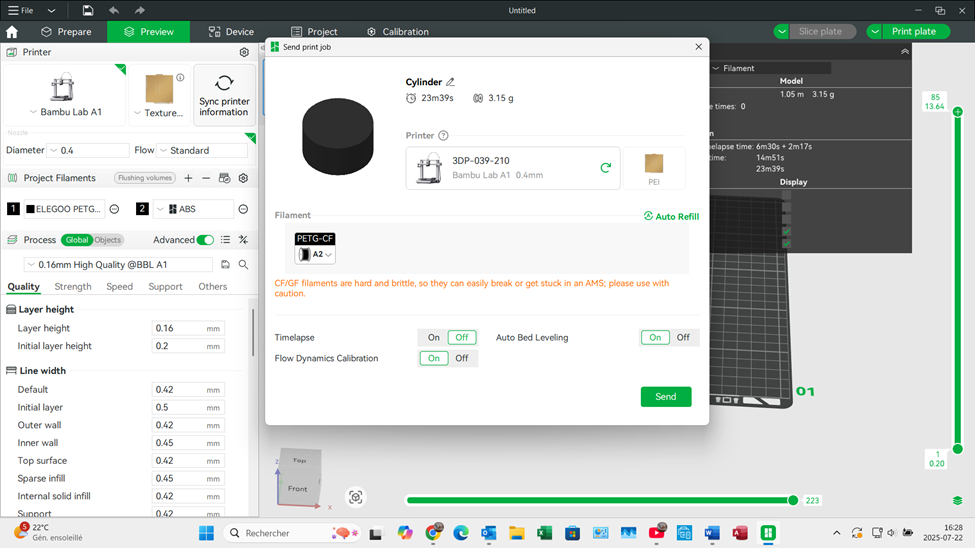
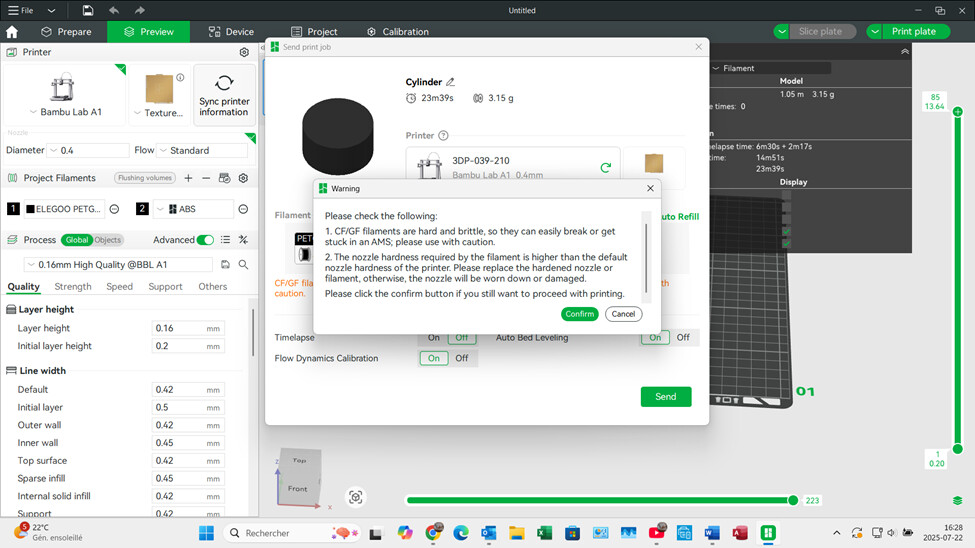
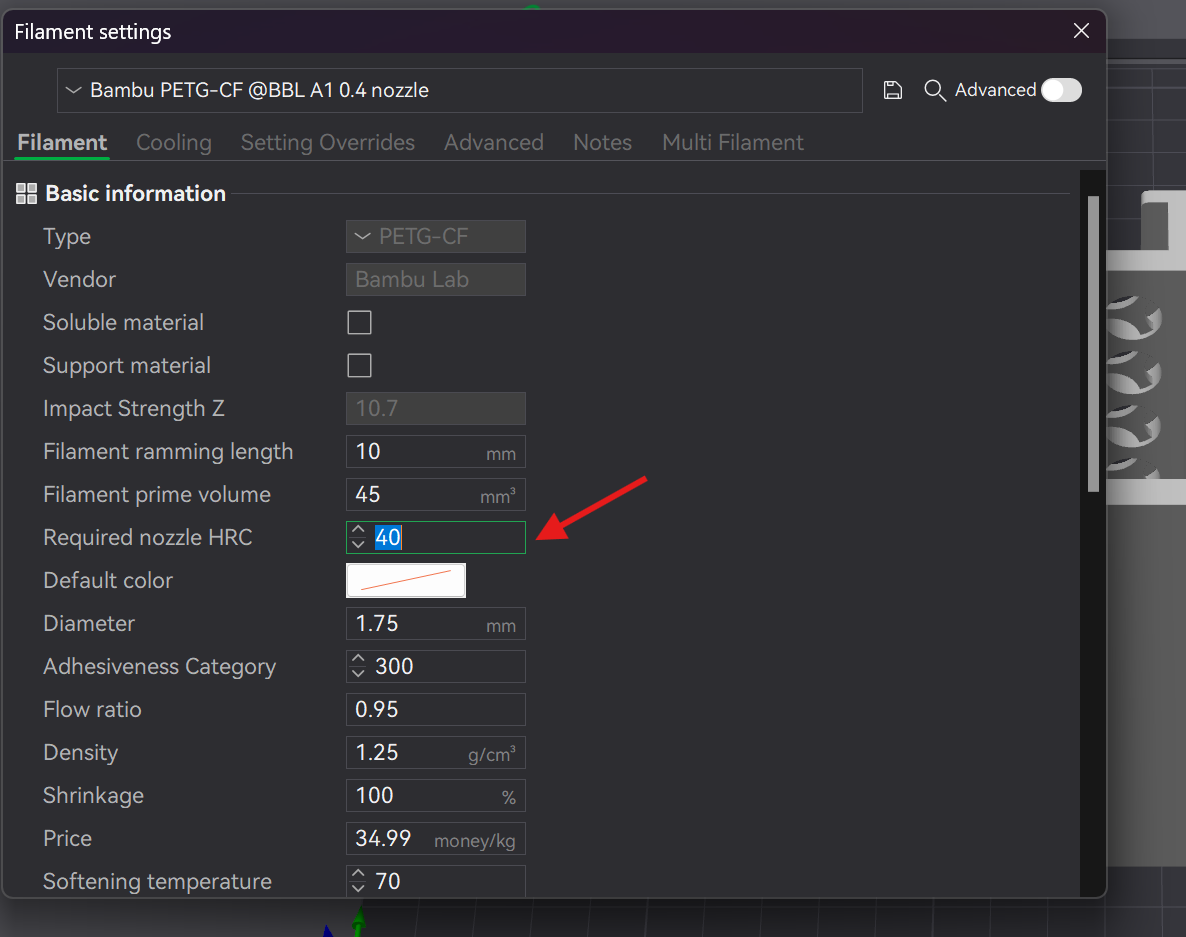
I am pasting screen captures to show you the warning I get. Though, it makes no sense in the fact that I selected properly the hotend type in the printer settings.
In this picture, it says in french: hardened steel 0,4 mm.
The first warning says no AMS Lite, I know. Too brittle and could break.
The second says, that this is not the correct nozzle type. Now this, is an issue I think.
That’s why I want to try and find a particular build and revert back to it. Any thoughs?
I think that the hotend nozzle is sligthly bent. I also came across a video stating the exact same issue and the author put thermal grease in between the hotend and the heater.
But, I tried everything in the system and, I ordered 2 new hotends. Will see if this resolves my issues. If so, it is a physical issue.
Thanks for the replys. I will reply one I do further tests.
I am using the latest beta version, but those settings have been available for a long time.
I guess you may need to enable development mode in the slicer, which also leads to the conclusion that this, even if it works, isn’t a solution, but a band-aid.
ok. If the nozzle or hotend isn’t in good condition, it’s better to do it soon. Nevertheless, I would guess that if there is a problem with the hotend, it would translate into issues for every print, and not those with CF filaments.
in any case, let me know if the hotends solve the issue. I would love to learn about it.
I also start with generic. But, my issue is specifically with the Hardened steel hotend. It works fine with the stainless steel one regardless of any type of filament. Even my Elegoo PETG-GF works without any issue in the stainless one. But, Bambu Lab does not recommend it because it will wear it out too fast.
So that is why is had purchased one.
Like I mentionned above, I suspect it is the hotend which is not making full contact with the heater behind and therefore the temperature does not go all the way up. Another user used Thermal Grease and this resolved his issue and or performance.
So, if my 2 new hotends (hardened .4mm and .6mm) which should arrive soon work, I will know it is because it is bent. It is not clogged. I pass the needle several time in it and it works fine for a little while. But as the other video I found the initial steps usually work (PLA, PETG, etc) fine and I get the click of death once it starts to print.
So, I am anxious to receive the new hotend and try it out. I will also find some thermal grease and try it out.
I also start with generic. But, my issue is specifically with the Hardened steel hotend. It works fine with the stainless steel one regardless of any type of filament. Even my Elegoo PETG-GF works without any issue in the stainless one. But, Bambu Lab does not recommend it because it will wear it out too fast.
So that is why is had purchased one.
Like I mentionned above, I suspect it is the hotend which is not making full contact with the heater behind and therefore the temperature does not go all the way up. Another user used Thermal Grease and this resolved his issue and or performance.
So, if my 2 new hotends (hardened .4mm and .6mm) which should arrive soon work, I will know it is because it is bent. It is not clogged. I pass the needle several time in it and it works fine for a little while. But as the other video I found the initial steps usually work (PLA, PETG, etc) fine and I get the click of death once it starts to print.
So, I am anxious to receive the new hotend and try it out. I will also find some thermal grease and try it out.
Well! I must say that it definitely seemed to be a bent hotend. I got 2 new ones (0.4 and 0.6 mm hardened steel) and with help from your posts as to the developper mode which I was not aware, the printer works fine. My initial tests are with Rapid PETG from Elegoo. But even with this filament the last time, I was getting the click of death. I will surely try with the PETG GF from Elegoo and if all ok, will purchase a PETG CF from Elegoo also.
I am surprised that so little misalignment could cause this. I really do not think it was a clogged. I was looking, my hearth pounding in my chest to see if I was gonna get the clicks…
But nothing. I wanted to show a quick video of it… But, I cannot upload.
Nevertheless, I find that the tech support was not very helfull. Only saying: clogged hotend and nothing else. At least, you pointed me in directions. Not them.
I will reply in the ticket. But, I am glad I found some support here and will also try to help others if I can in the same fashion.