I have had the X1c for awhile now. I have tuned my filaments and gotten really clean results for everything except supports and overhangs. It’s to the point I’m ready to sell the printer and go to a printer supported by CURA. Has anyone had any luck getting the supports and overhangs on the prints to come out clean? I have tried both bambu slicer and orca.
What do you mean? Can you show a picture of your problem?

Well that doesn’t look too pretty… But I can’t really make out what it is supposed to look like. Maybe you can share a picture of the model and how you sliced it?
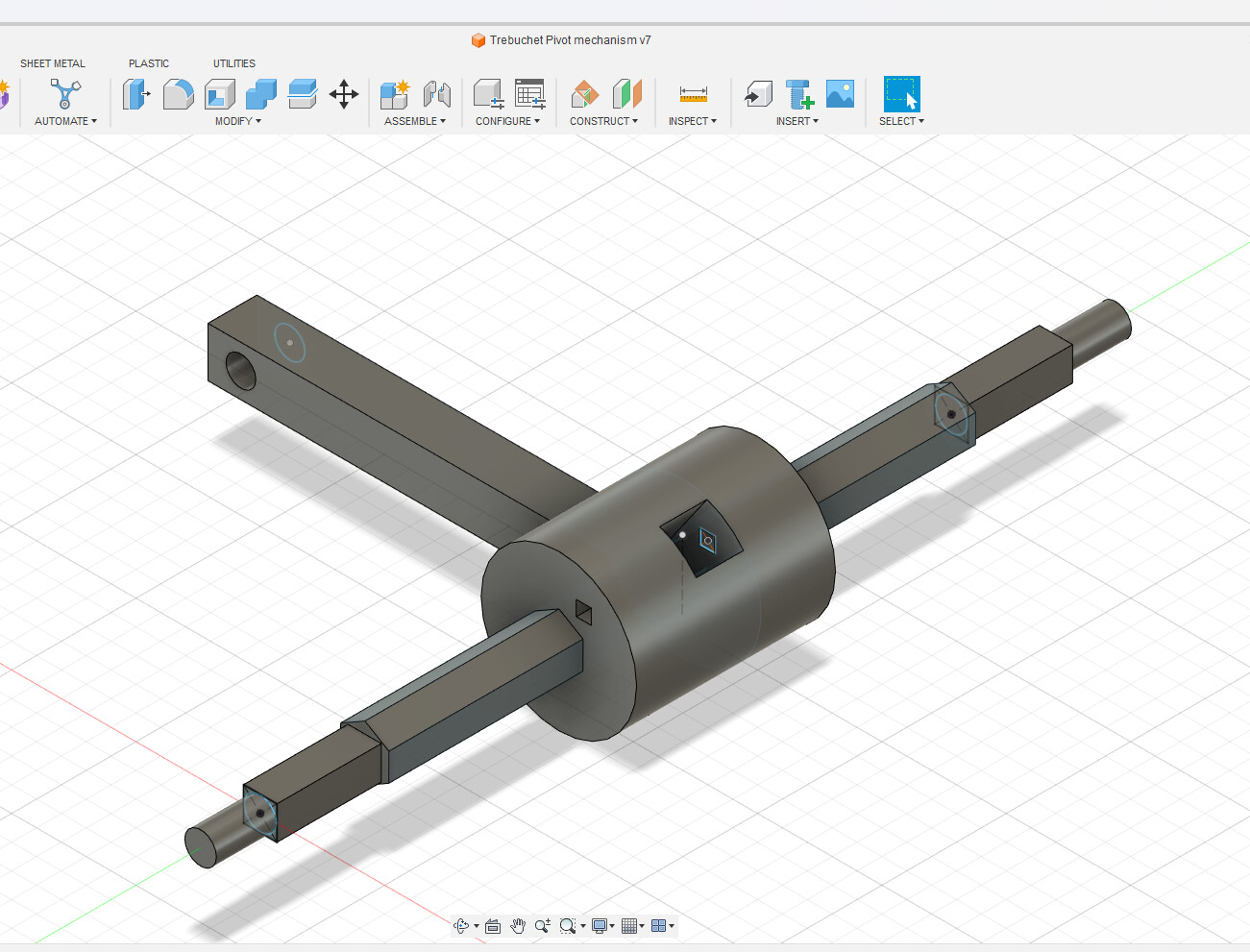
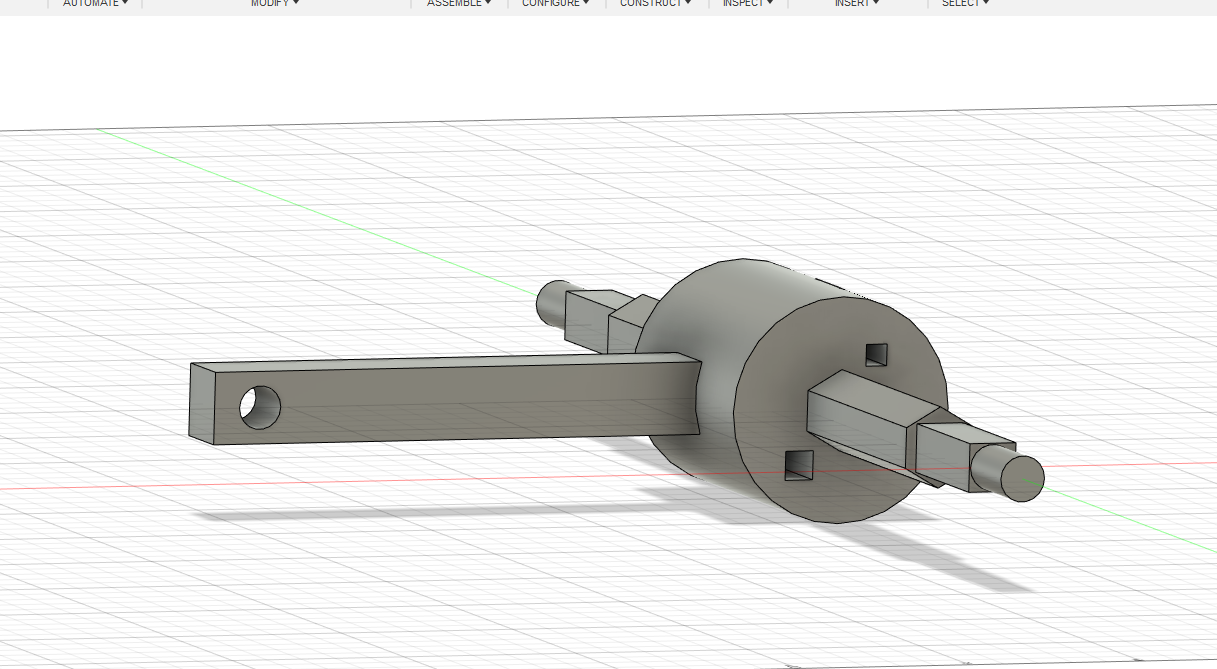
Sorry it took so long had to get home from work to get the picture. This first picture is the bottom of the part. here are the CAD models. I really got to get this figured out. Any suggestions?
That is a pretty challenging shape to print. The area’s where support material is added will never be nice looking. I have used Cura before and that has the same support visuals as BBL Studio so I don’t think changing to Cura will help you much.
You might change layer height tot the smalles number you can to improve visuals, but unfortnately it will increase printing time by a lot.
Good luck!
That is a tough model to print. Supported surfaces do tend to be ugly, and that model in that orientation requires support everywhere.
I’d consider making it in parts and gluing it together. The square shaft alone should print well, long side on the plate with the hole vertical. Design it to glue into the hub.
I would first try printing the remainder vertically, with Tree supports in the Organic style, which usually come off fairly easily with minimal scarring. That would at least greatly reduce the ugly area.
Another option would be to also make the hex shafts into separate parts. The hub should print fine on a flat end.
Lay the hex shafts on the edges parallel to square edges. The overhang on the hex should be manageable without support, leaving support needed only on the square bits and the round tips.
-or-
Try printing the hex shafts alone, vertically. You’ll need a good brim, and if the slicer will cooperate, also paint supports on the vertical surfaces about halfway up to keep the part from getting wobbly near the top. Again, use Tree Organic These supports restrict sideways movement of the part without actually touching it, but sometimes I cannot get either Studio or Orcaslicer to actually put them in place.
Be sure to let us know your final solution.
1 Like
That part looks pretty standard to print and will come out nice if you orient it properly for printing. Stand it up on end on one of the pointy parts, and choose “standard” support filling. It should come out clean because you will have a tube-like structure surrounding the part facing downwards which should snap off easily. The underbelly of the square shaft should also break off clean. The top part is a tower so no supports and it will look good.
The only issue I see is the inner hole you have going on there, which would also get filled up. I have never played with manual supports, but that would also be a way to go, and also try tree structure because it has some less adhesion, but I have noticed a lot of binding to the part so it may not come off very cleanly, however there is sandpaper for that.
So, flip the print - this is also part of the “art” of 3d printing is a) not only how do I build what I want but also b) how in the bejangles do I actually PRINT it.
So, yeah, you can also do tricks like making the part at a 45-degree angle, so sometimes the printer can handle angles at 45-degrees depending.
This is from a year ago, also it would make more sense to just cut the part and add dowels.