Plus one here, but rather than Manual I’d like a hybrid solution.
I’d like a wizard built into the printer interface.
Call it “Filament calibration” or something.
Whenever you load a non RFID filament into the AMS, it asks if you want to run it.
You tell it the type the manufacturer and it does a lookup to a db in the cloud. (Generic if not found)
You then select a filament type i.e. PLA/PETG/PA
You then type the filament colour
You enter the weight of the full spool and aproximate remaining % (Default value 100).
It then scans the bed type, or asks the user which bed it’s on.
It then runs a series of calibration prints and prompts for user input.
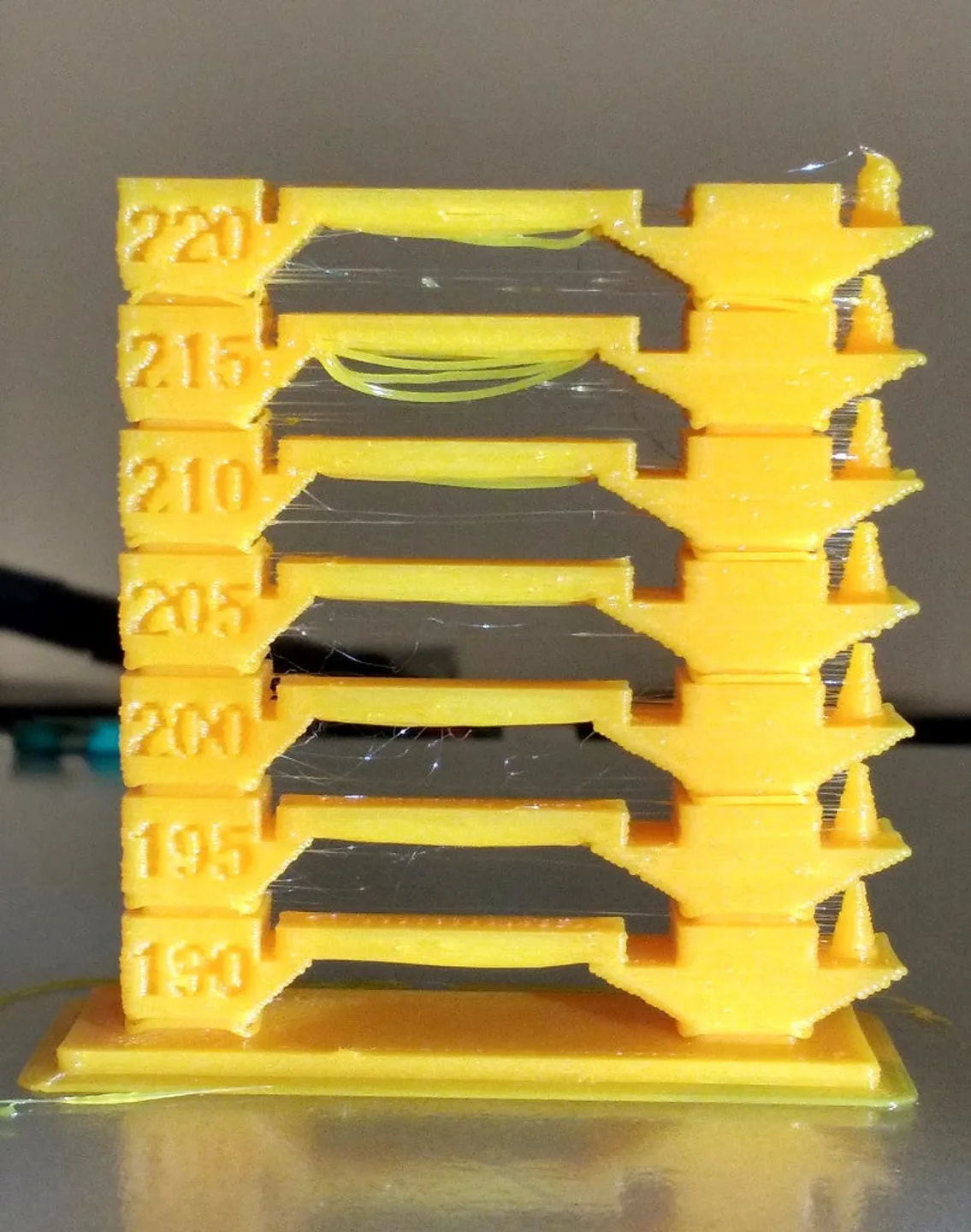
Temperature tower → User selects best finish/bridging/stringing temp
Using selected temps
Print three blocks with different extrusion multipliers (i.e. 0.95, 1, 1.05), Scan the top surface/Ask the user the best top surface. Iterate to narrow down the best value. (Lidar can automate)
Use selected temps
Speed Tower → User selects Max speed and Cosmetic speed based on height. Maybe add a fat layer between changes, so it’s easy for the user to select. This selects a Max volumetric flow as max speed. and external perimeters and top surfaces as Cosmetic speed.
Use selected Temp and speeds.
Seam tower → Print a Circular tower varying the PA value and ask user input for the best Seam settings.
Lidar can do it’s PA calibration before to precheck and then as the user to fine tune/confirm with the temperature tower. Or scan between layers until it’s perfect.
Using all the above settings.
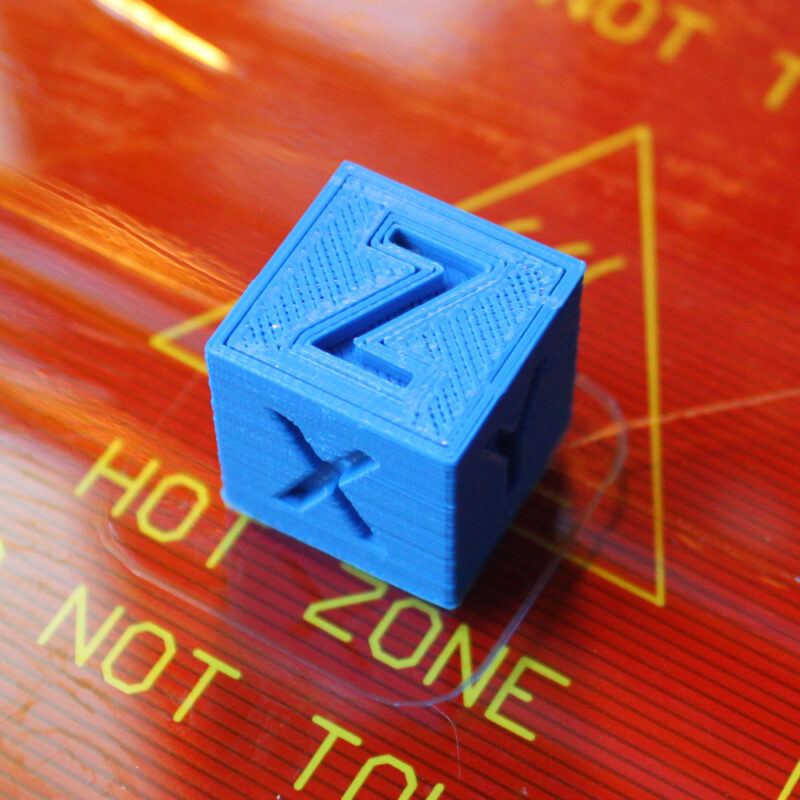
Print a calibration cube → User checks dims for accuracy and punches in XYZ, Hole Diameters measurements. It can also scan the 1st layer for elephants foot.
All these values can then be pushed back to the cloud to populate the database.
Over time, the values in the database will be statistically significant and people can choose to run with average settings or calibrate their own. The interface can then warn if their values deviate significantly from the average.
The Slicers can then pull these settings before slicing. And push the print to the right slot in the AMS
I really think this could be a killer feature which no-one else could have because it makes use of the closed garden no one else has access to.
It would also drastically improve multi material prints as different settings can be used for different filaments. At the moment everything uses the PA values created by the calibration of the first filament.
P1ps could use the db for tuned settings with zero calibration.
by knowing the density of the filament and the weight you selected, it could estimate a filament capacity/remaining for the display.
{kind=link}
{kind=link}