i am new in the Bambulab Community, with the P1S Combo.
First, im Impressed of the Printer in comparison with my old one.
Such fast, good Prints, impressive.
But i have only a few minor issues with my prints.
I print almost only PETG. With PLA i dont have such problems.
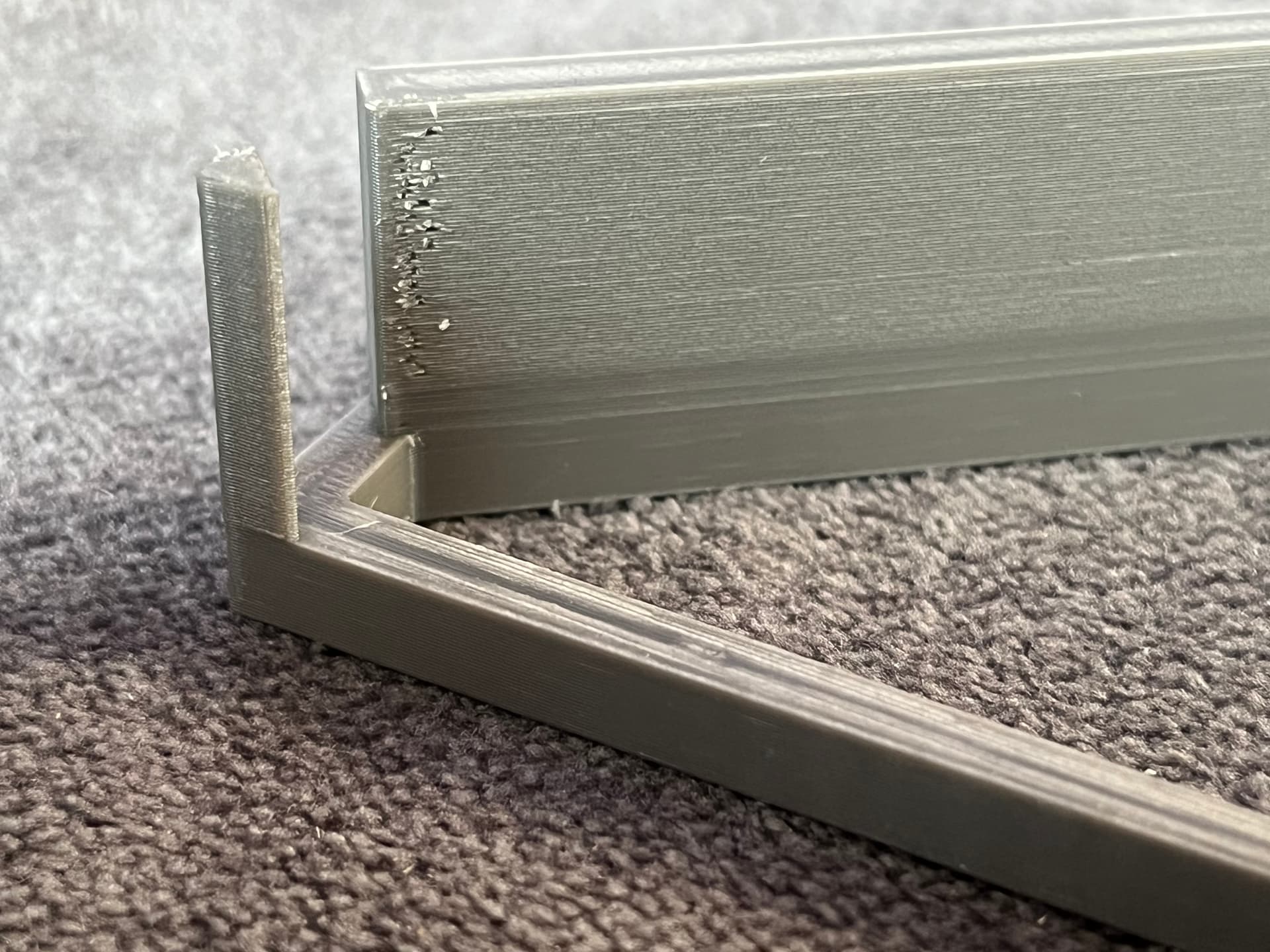
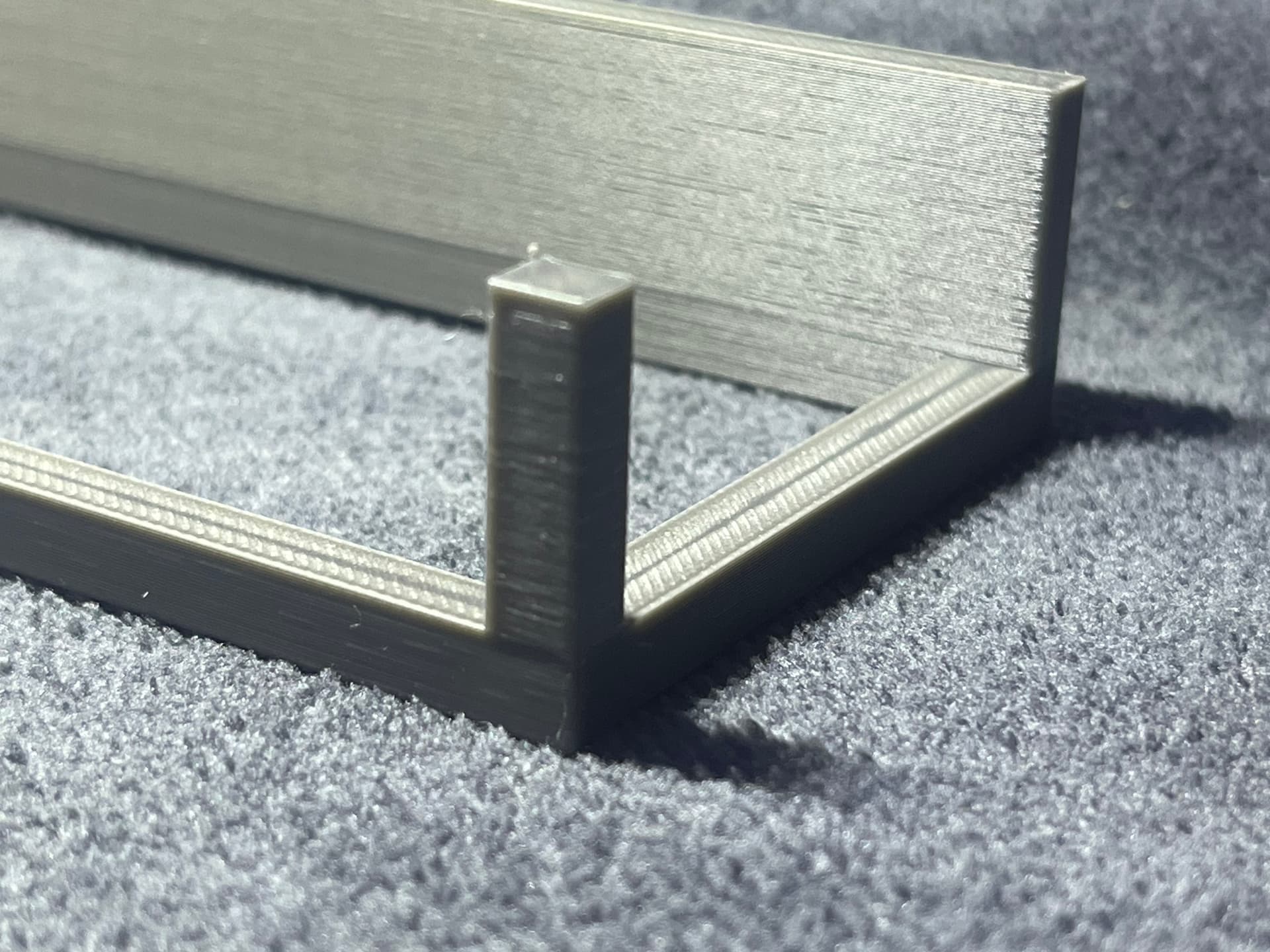
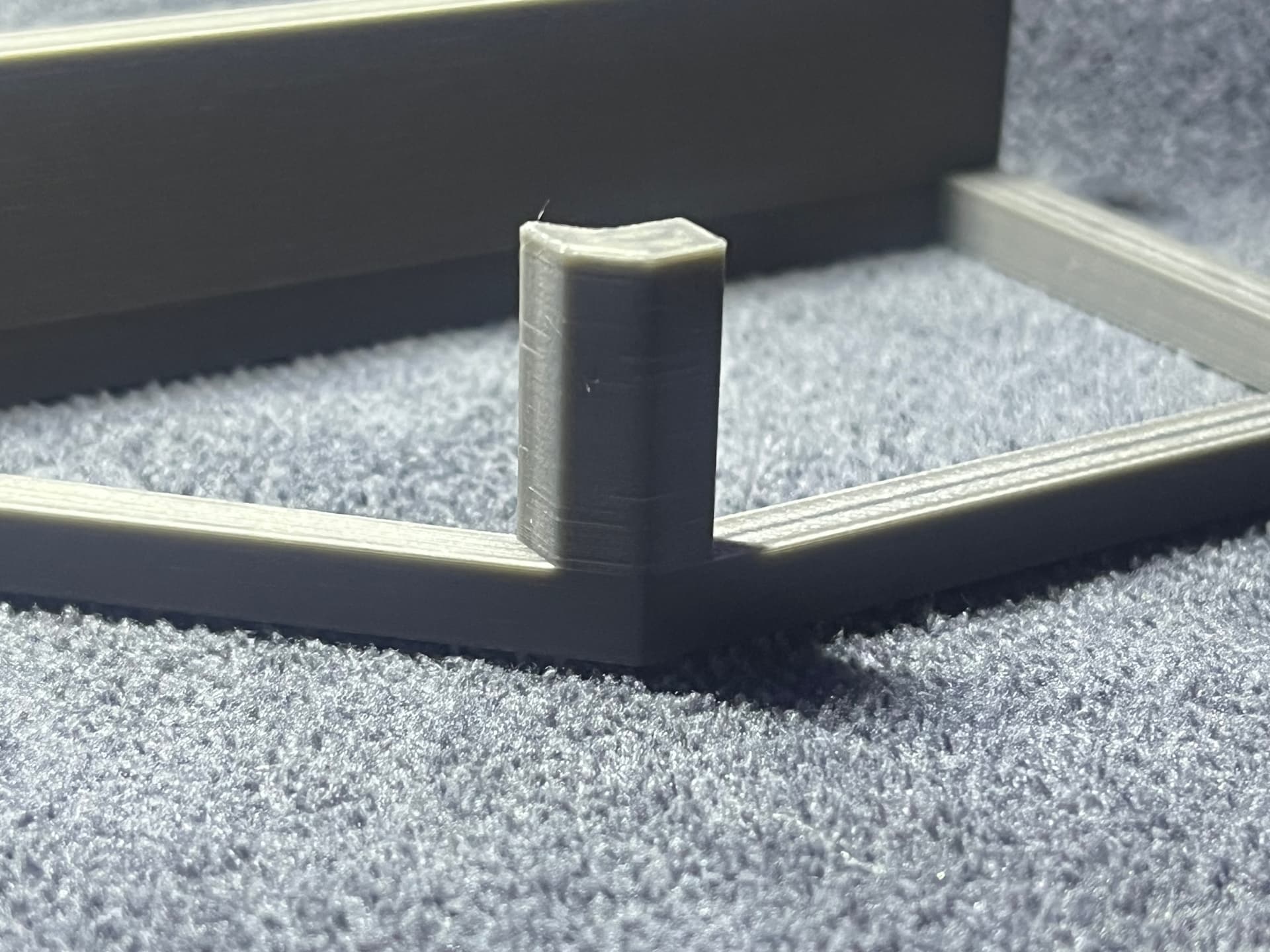
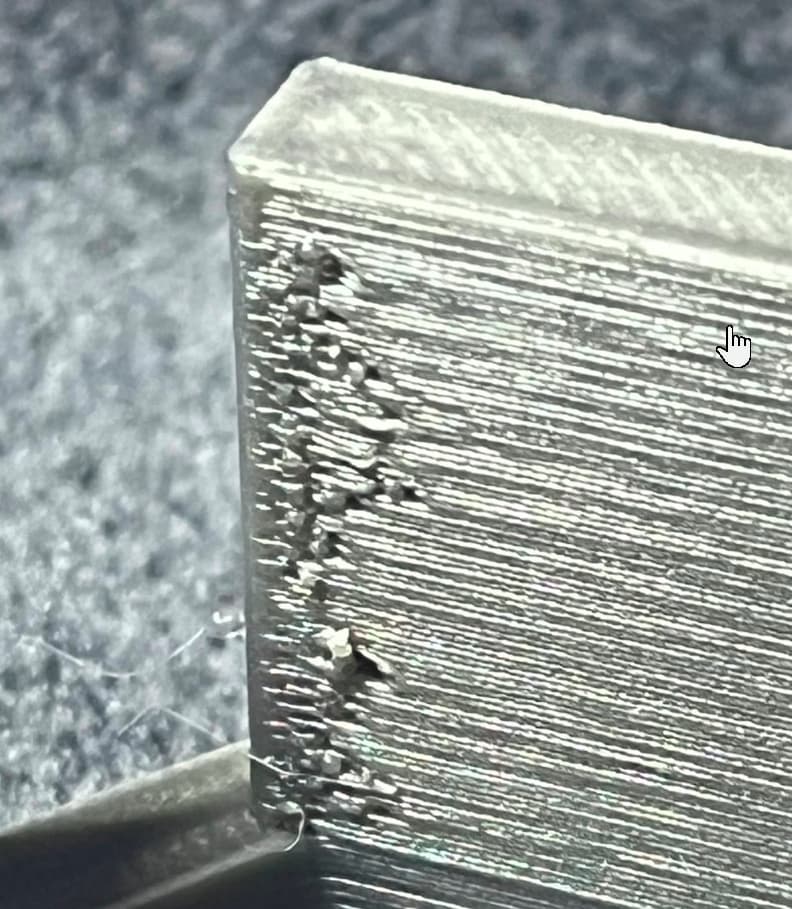
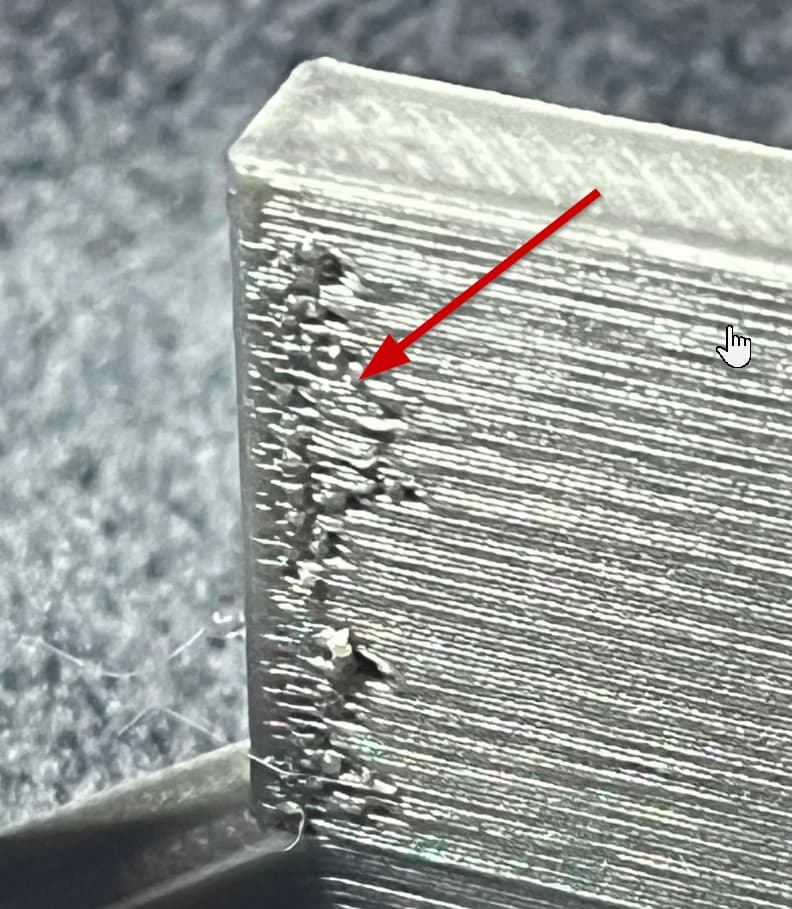
It seems like little gaps or some type of too little flow of material, or maybe too much?
I had already done the calibration, currently i have a K-Factor of 0.020.
In the calibrations it says more like 0.030, but with this settings the print do not stuck on the plate anymore.
In my opinion the print is not that bad, but i am sure this could be get better with improved settings…
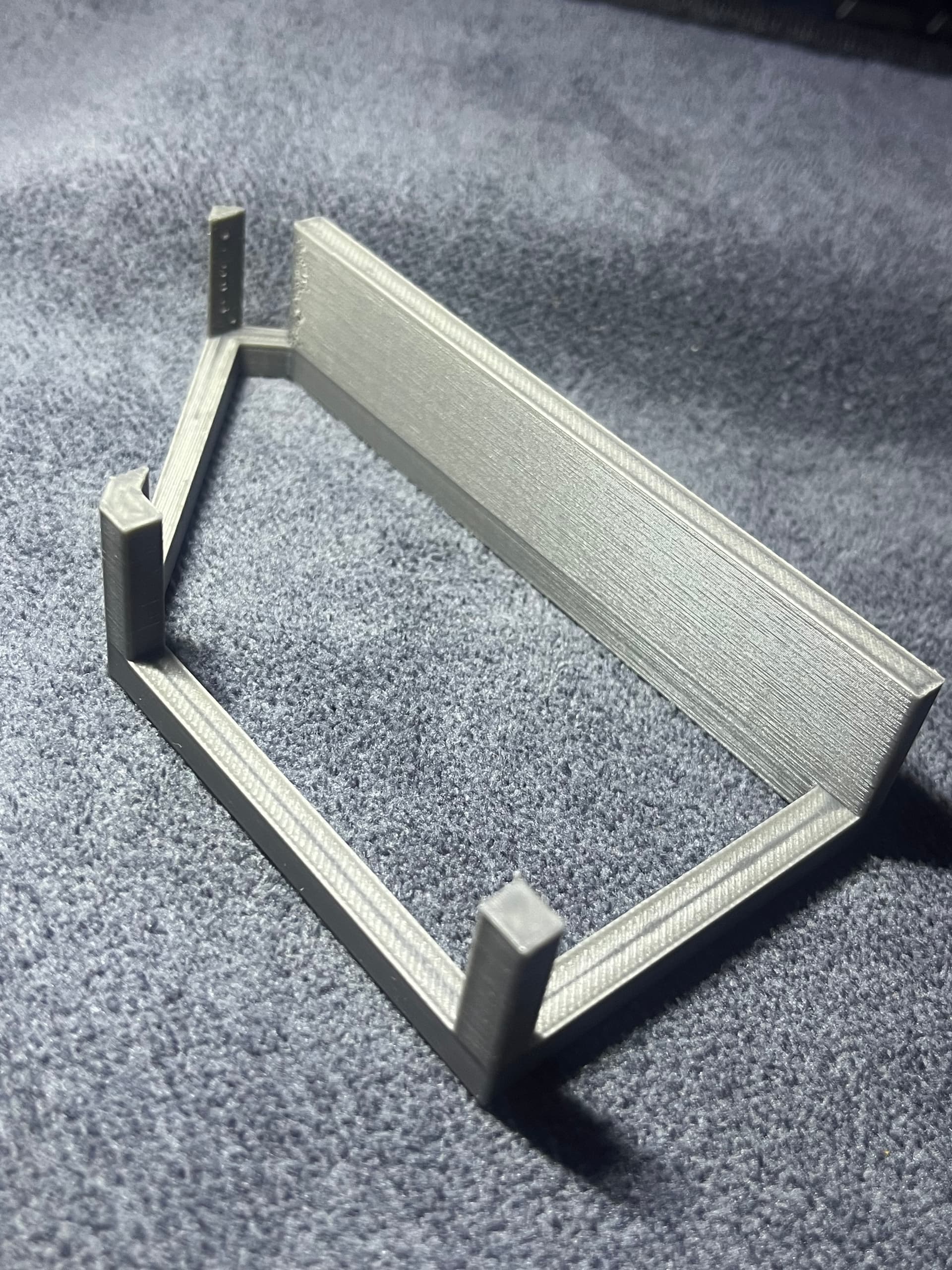
I put some pictures of it in this post, i hope someone could share some ideas/settings down here, that i could try.
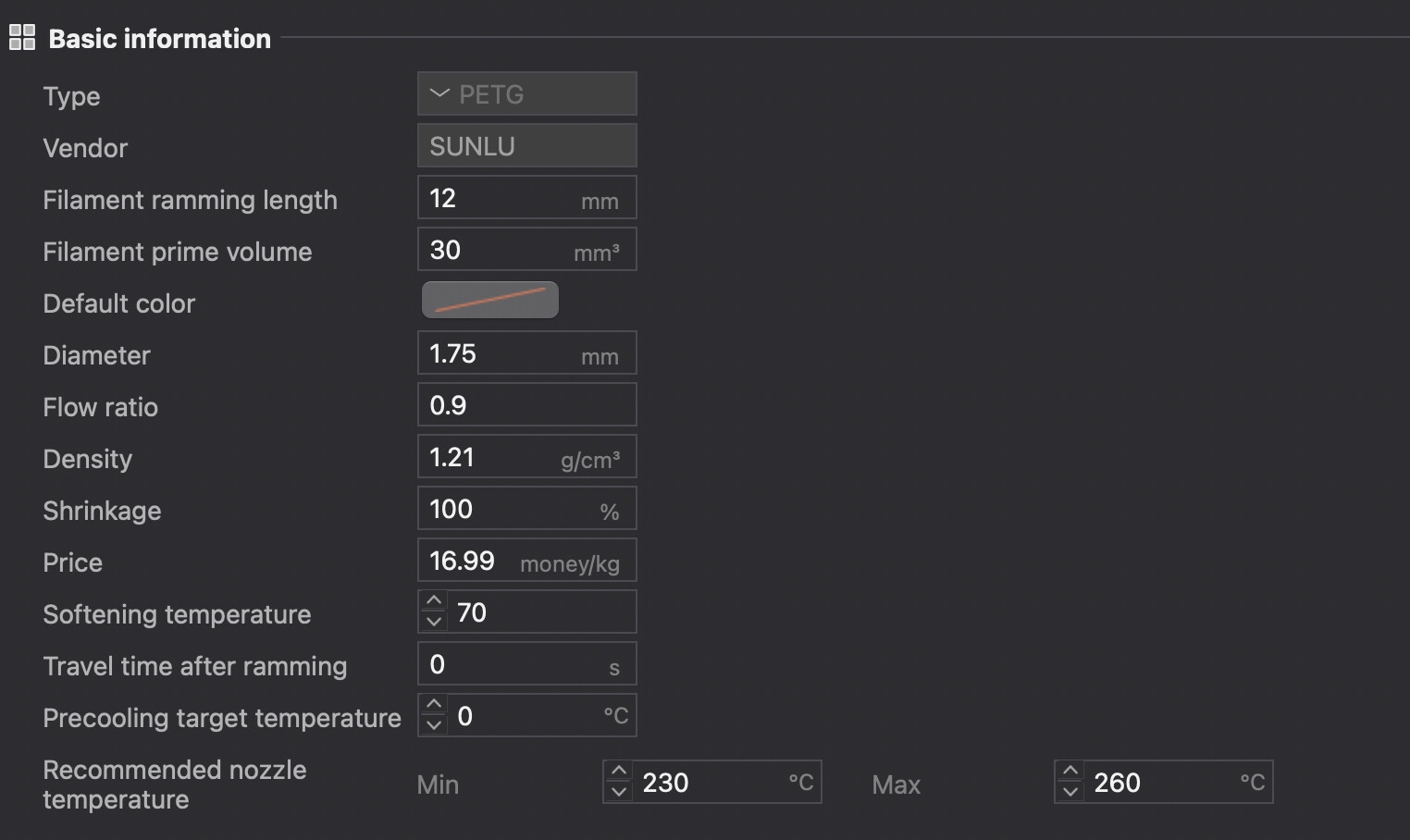
The filament that i use: SUNLU Rapid PETG
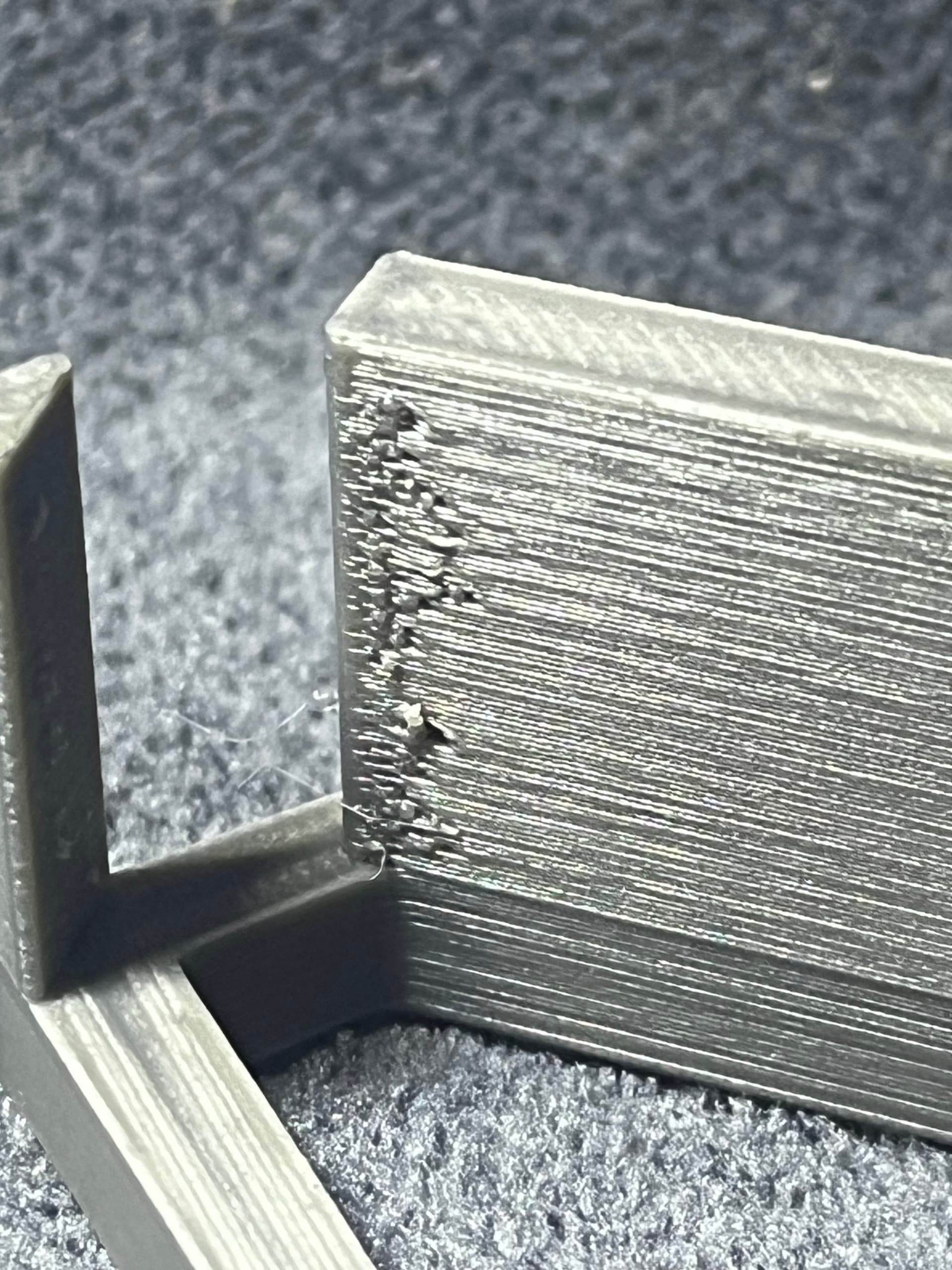
The Picture with the black object was printed with some Creality PETG, i would say this could be slightly better… It happens more with bigger objects.
By now i only set the upper shell layers up to 7 and the infill to honeycomb. The other Settings should be original.
PETG is one of the harder filaments to get to print well. It like to “string”, and the stringing tends to build up on the nozzle until it eventually gets deposited on the print someplace. If where it gets deposited is wall, it will leave a visible defect around that blob.
Need to do manual flow and PA cal, possibly also a temp tower cal. And I don’t see anything about drying the filament. Any of these things might explain the problem you’re seeing. You’re going to have to work through them all to see which.
In addition to @RocketSled recommended, you may need to slow things down a little. PTEG does not like to print as fast as PLA. I have not used SUNLU Rapid PETG so I don’t have any settings to recommend. I usually start with a Generic PETG profile and perform pressure advance and flow ratio calibration (in that order).
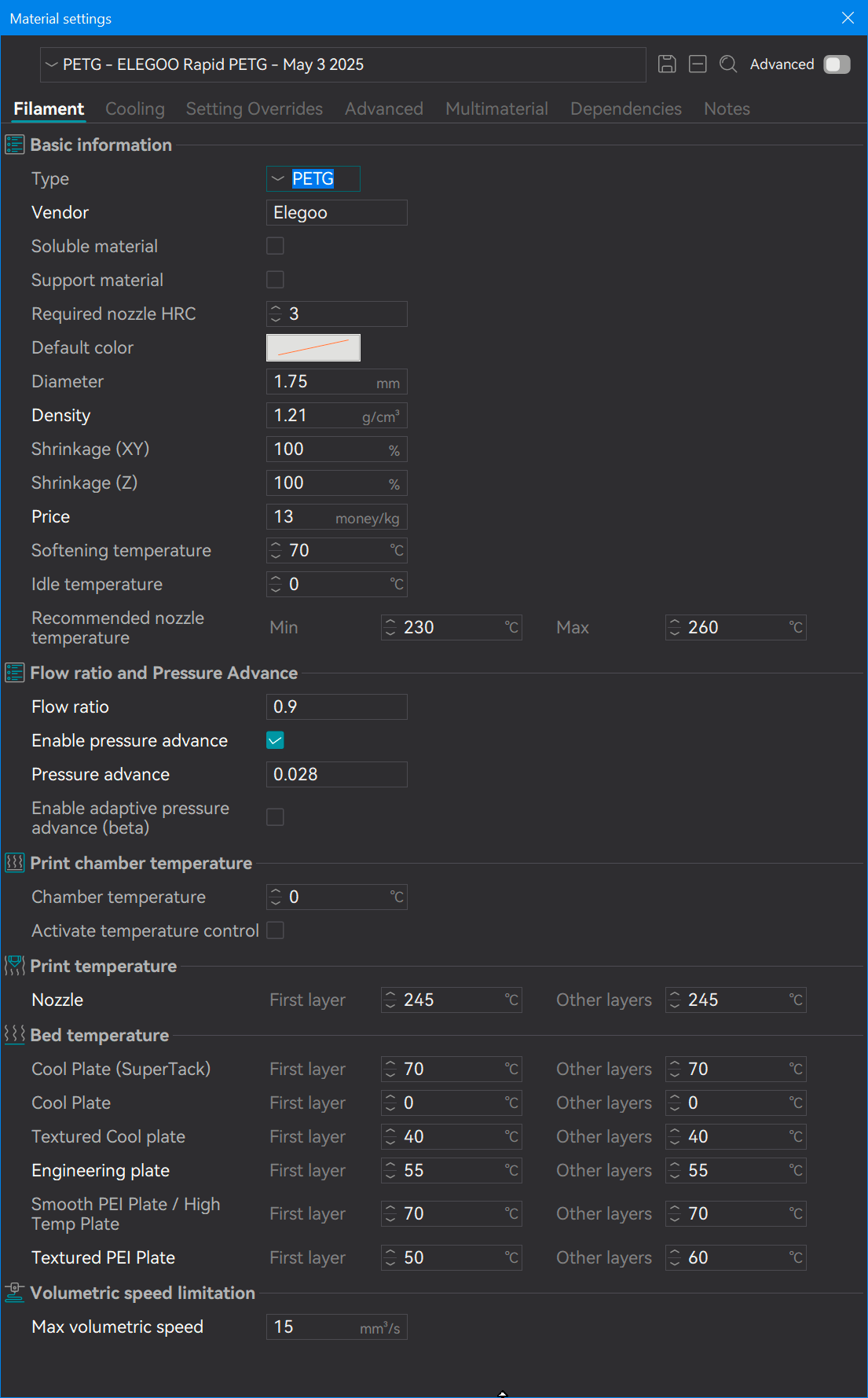
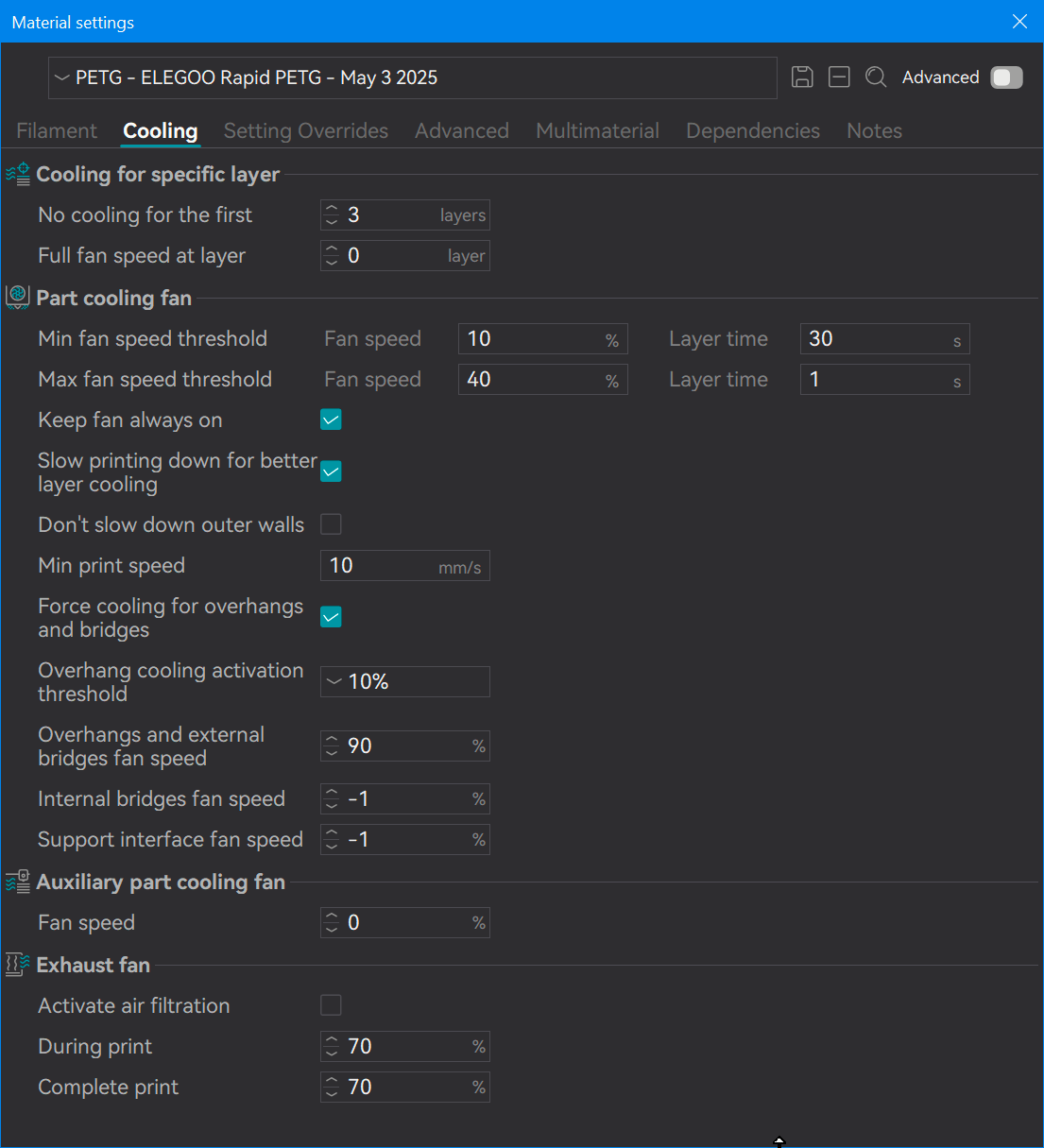
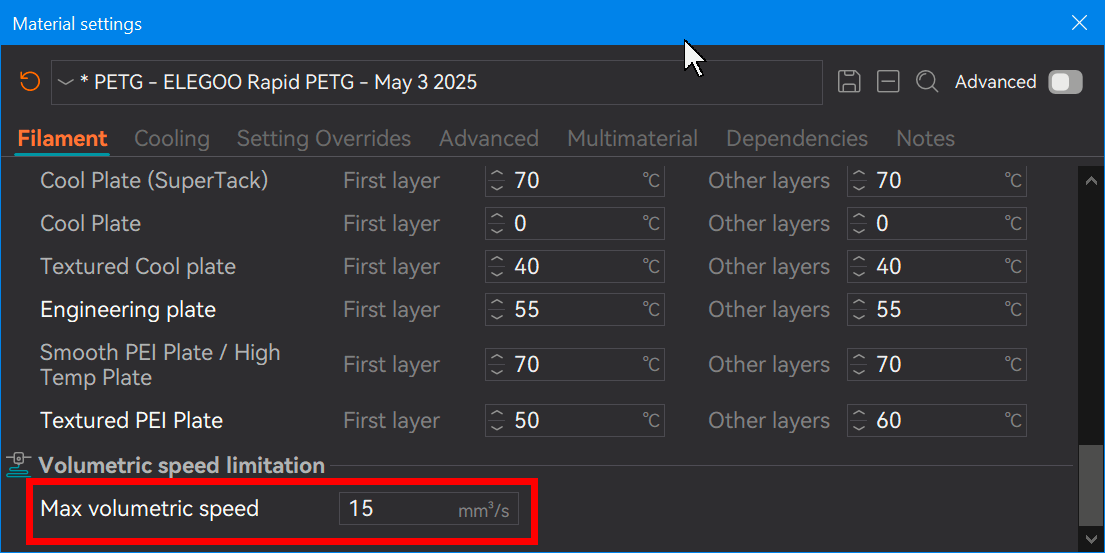
I see several issues with your output. For now, try these settings I use for Elegoo Rapid PETG and share your reprinted samples so we can help further. While optimized for my purposes, interchangeable parts - they may not suit your preferences.
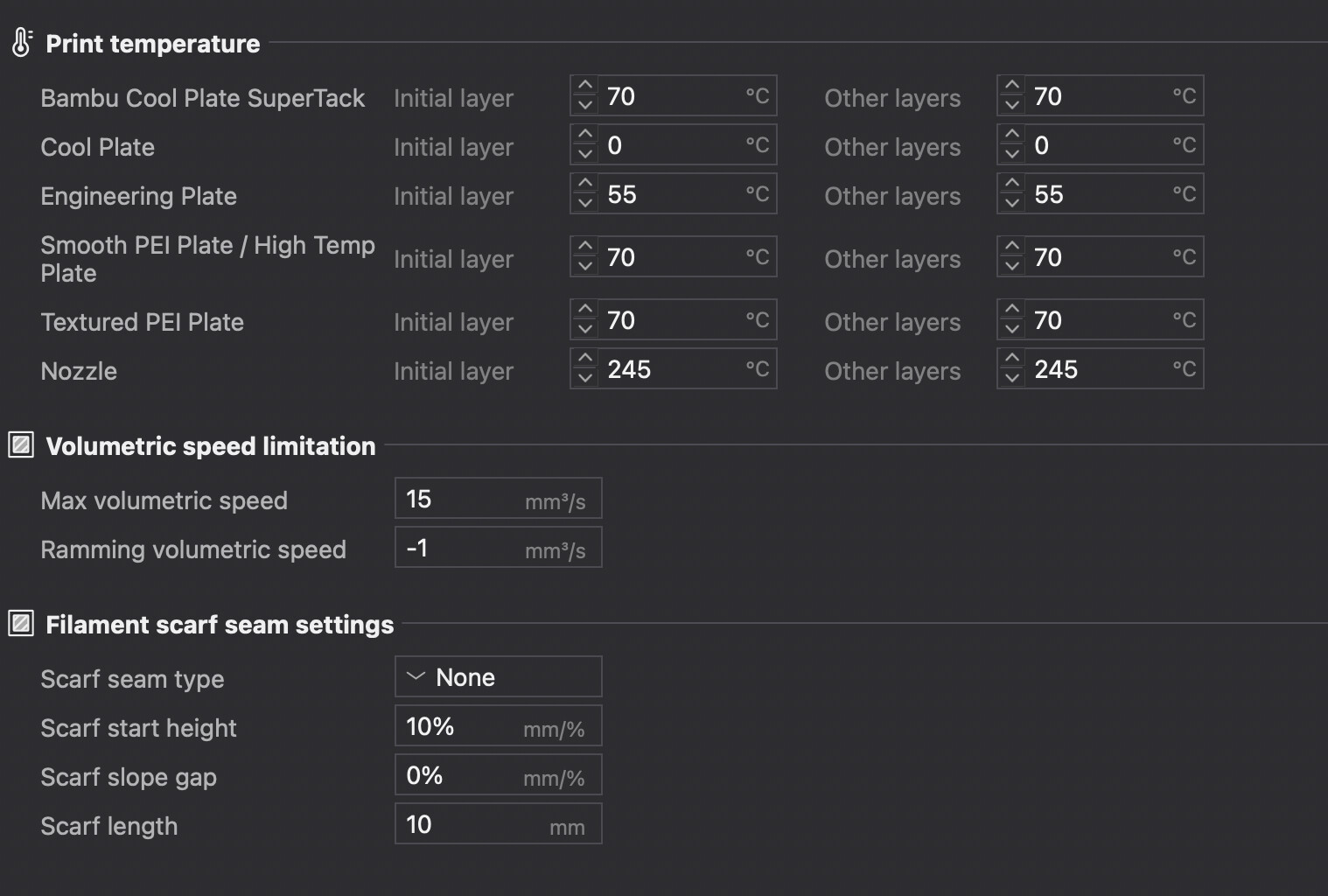
If you’re referring to this segment, my guess is that you’re exceeding the max volumetric flow for your filament. Moisture in the filament is the most likely culprit but you can tweak the profile to get some - not a lot - but some relief.
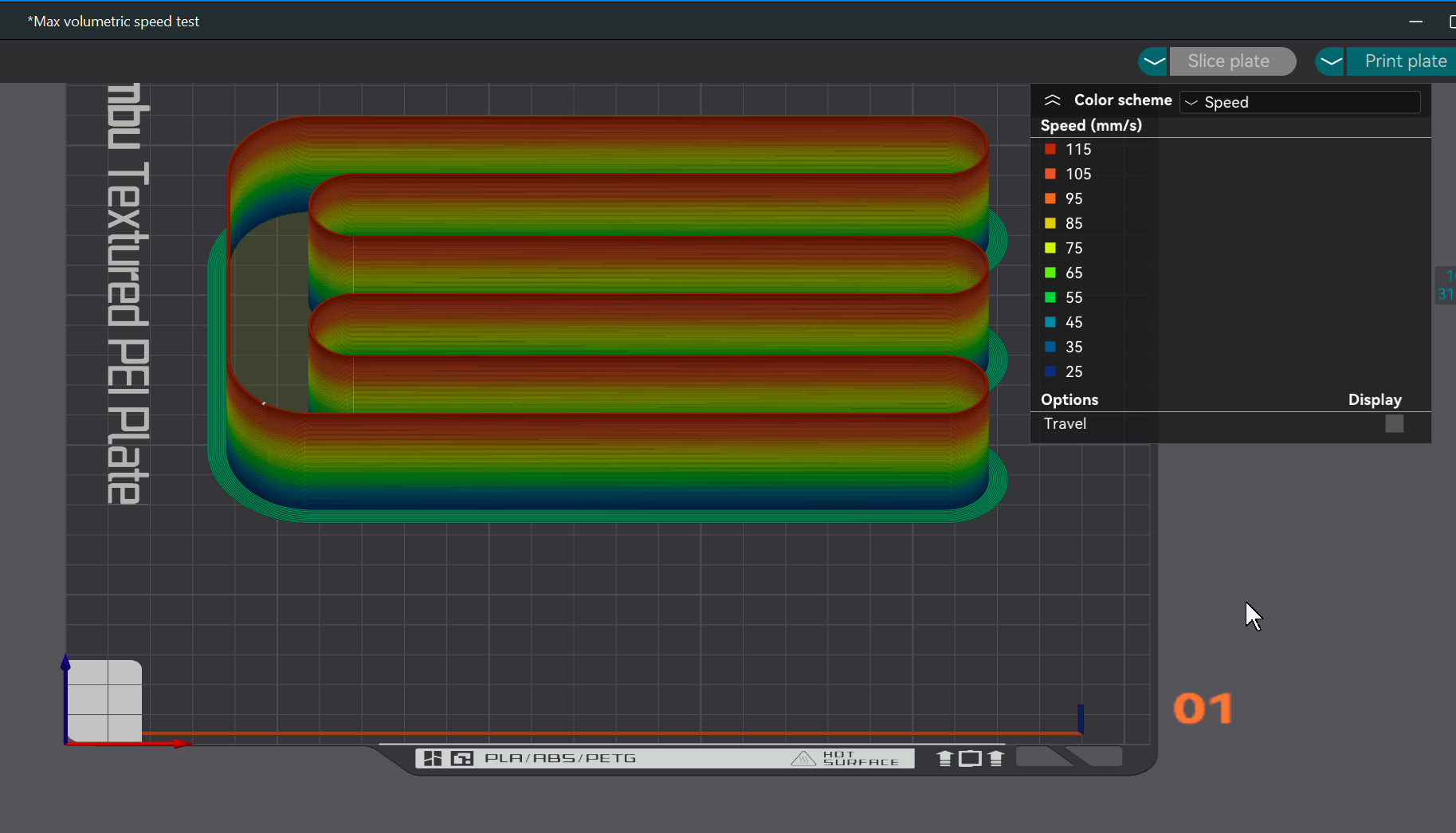
I’m assuming you either don’t use Orca or aren’t on Beta 2.3 of Bambu Studio. Orca has had built-in calibration tools for over a year, including max volumetric flow. BS just added this in Beta 2.3, but I moved to Orca permanently and deleted Bambu Studio after Bambu’s January stunt with Bambu Connect and their forced privacy compromise under the false flag of “security.” Orca has always been five or six steps ahead of BS anyway. Here’s where that Calibration tool that will help you calibrate max flowrate in Orca, I believe I also saw it now in BS Beta 2.3:
Max volumetric flow (unlike flow rate) measures how fast filament can flow at max temp and max nozzle speed. The rainbow effect in the above picture shows increasing speeds. You know you’re exceeding flow when it looks like this and that measurement point is what you want to put in the filament profile:
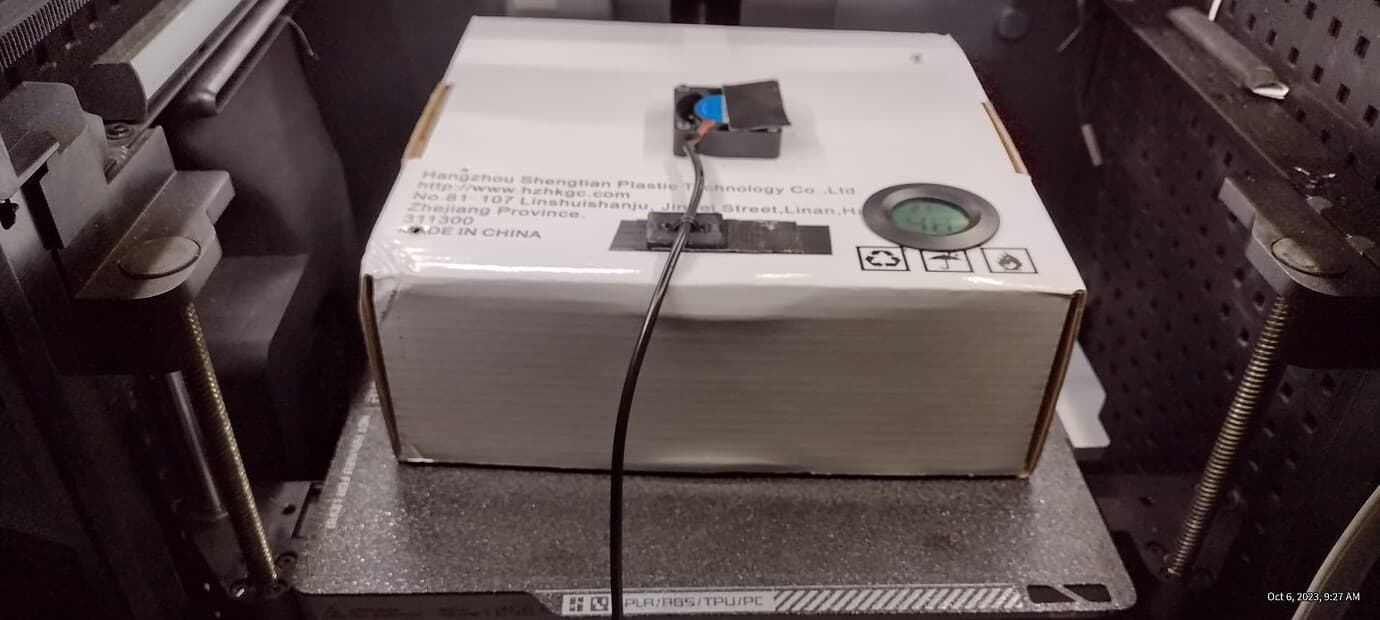
Moisture may not be the cause, but weighing confirms it. Elegoo PETG’s cardboard spool alone can hold 4-6g of water. If you lose 6g, it may have been the spool, but now you know it’s dry.
How to confirm: weigh every 4-6 hours. Flip the spool every 12 hours over 24 hours using the printbed method (≈60°C). Closing the box can increase heat but risks warping one side of the spool.