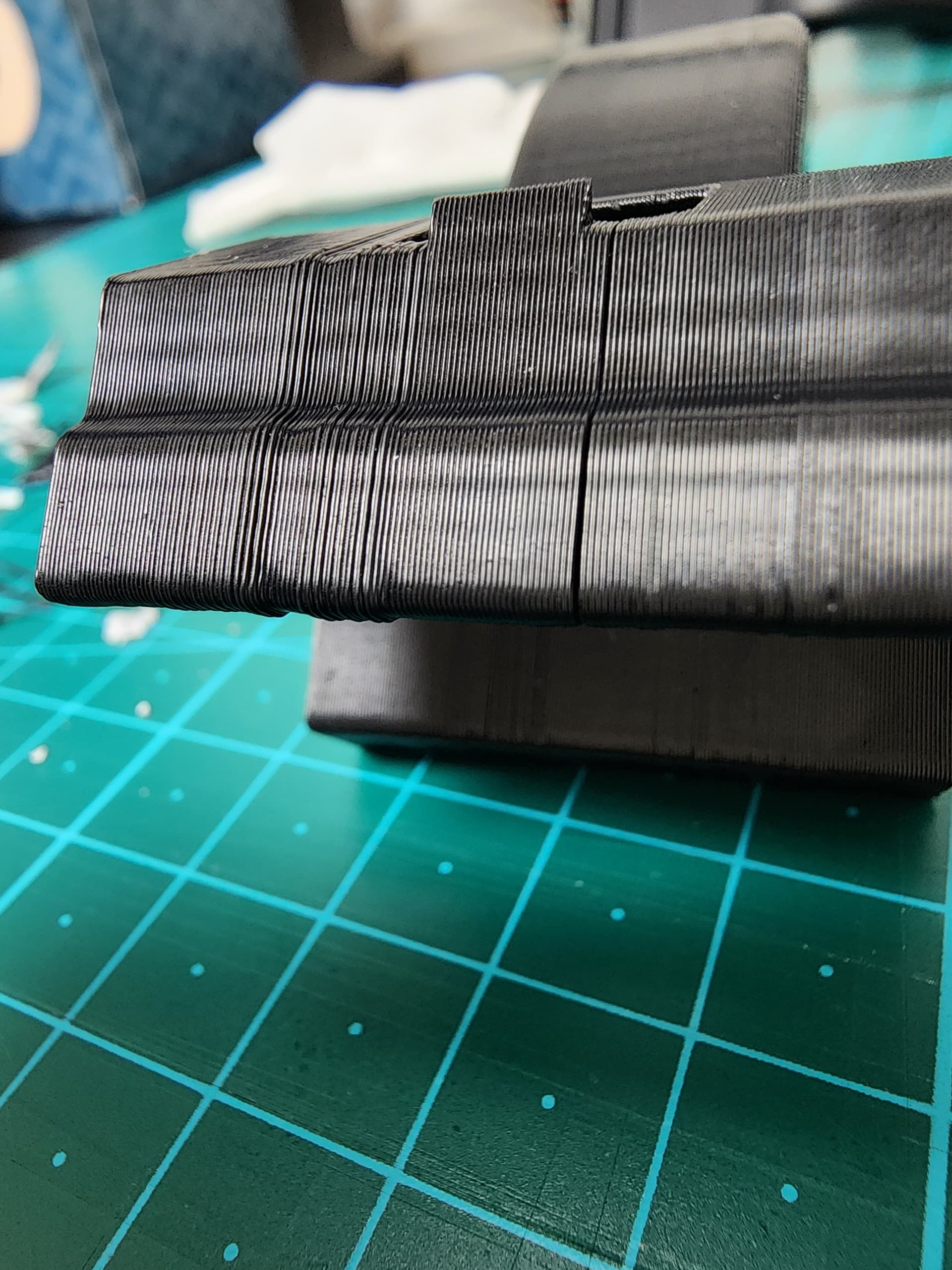
I’ve read through a lot of posts regarding issues with ASA and tried just about all the suggested methods. But I just can’t seem to solve this layer adhesion / shifting issue. As a result it feels very brittle, a liittle bit of force will take the layers apart. I do not have plate adhesion issues whatsoever.
I’ve tried
Slowing all speeds to first 150 and now also tried below 90
Chamber temp above 50C
flow rates in between 0.95 - 1.00
Letting it cool slowly (chamber temp 35ish) before removal
different nozzle temps 250 255 260 265
Tried different brand ASAs about to order BL ASA as my next try. Not a lot of brand choices here.
Without active heating the temp isn’t going to be evenly spread through the chamber and will be warmer the closer it is to the bed. I just finished off a project using ASA on another printer brand with active heating and ran the chamber at 60C. Without active heating you may need your chamber to be even warmer.
You may also be limited in print height before the temp differences cause a problem. Depending on what you are printing you can try orienting the part so it is either laying as flat as possible to the bed. If it is narrow in both length and width you can possibly print tall and skinny since the forces from shrinking will be less.
I suggest you try Azure film ASA - they have some aditives improving its properties a bit it could help you with printing.
So next step would be insulating the P1S and adding active heating in the chamber? Until now i have made couple of prints with Flash forge ASA , I experienced some warping issues but layer adhesion was not an issue.
Today new batch arrives from a different supplier 17€ per Kg will see how it holds up.
I’m waiting for my BiQu Cryo plate to arrive to se how it holds up with ASA. Afterthe test on this filament on cryo plate will decide if I will go in active chamber heating+insulating DIY build or not.
Thanks for the input guys.
My print was already laying flat with only about 35mm height so although what @Don_Newman is saying may be true I don’t think it was the case for my situation. @LukaS3, this is my 2nd brand of ASA and I already ordered Flashforge and Qidi ASAs, they’ll be here in a week. Also, I already have my printer insulated, that’s how I’m able to achieve 50C+ chamber temp.
Important update:
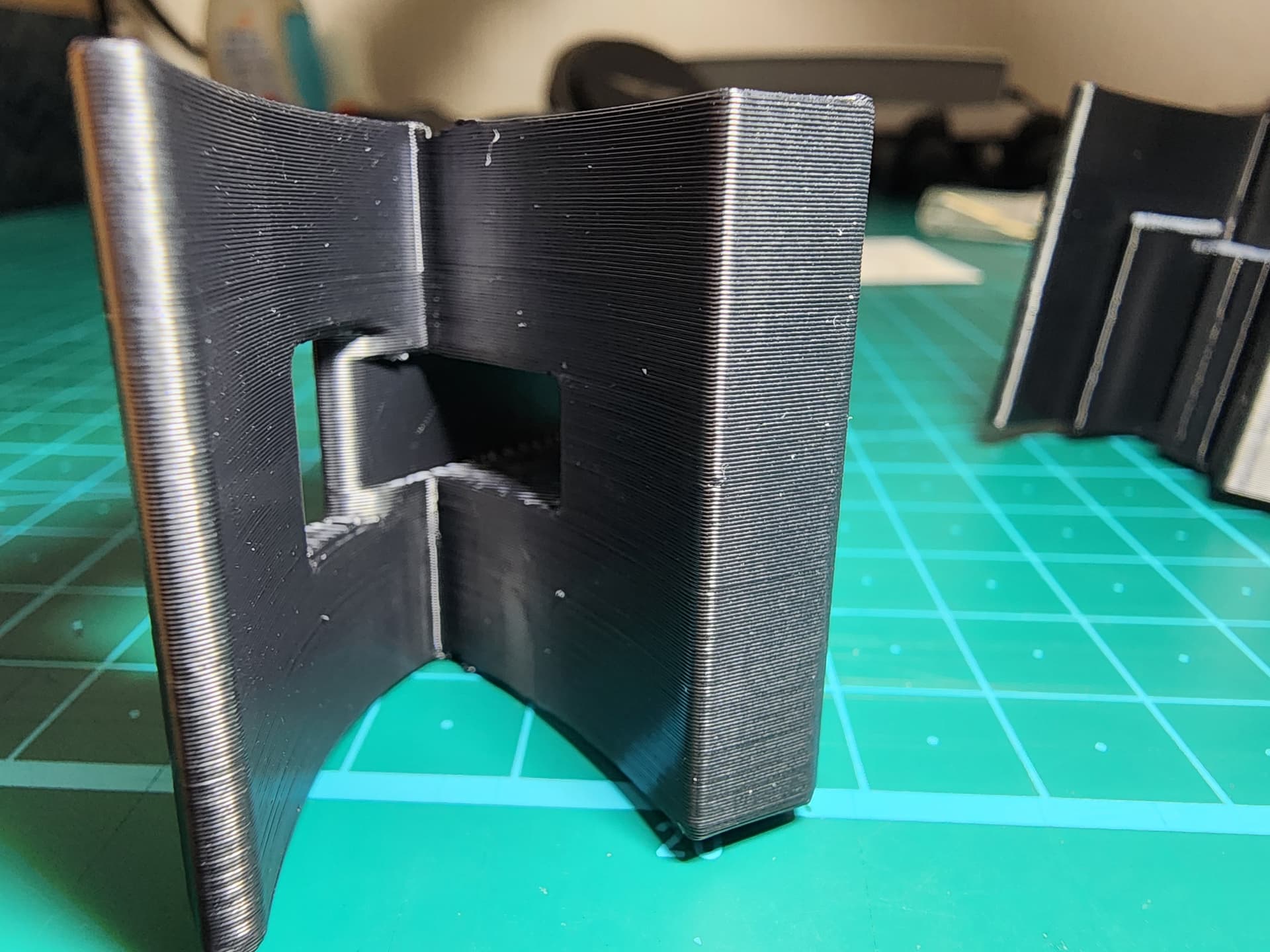
I’ve done more testing since my first post… I’ve printed dozens of these now but finally, I’m 99% sure what the culprit is. It is the support interface material I’ve been using, HIPS.
Took me too long to realize this but once I did, I printed the model again without using HIPS and it came out flawlessly!
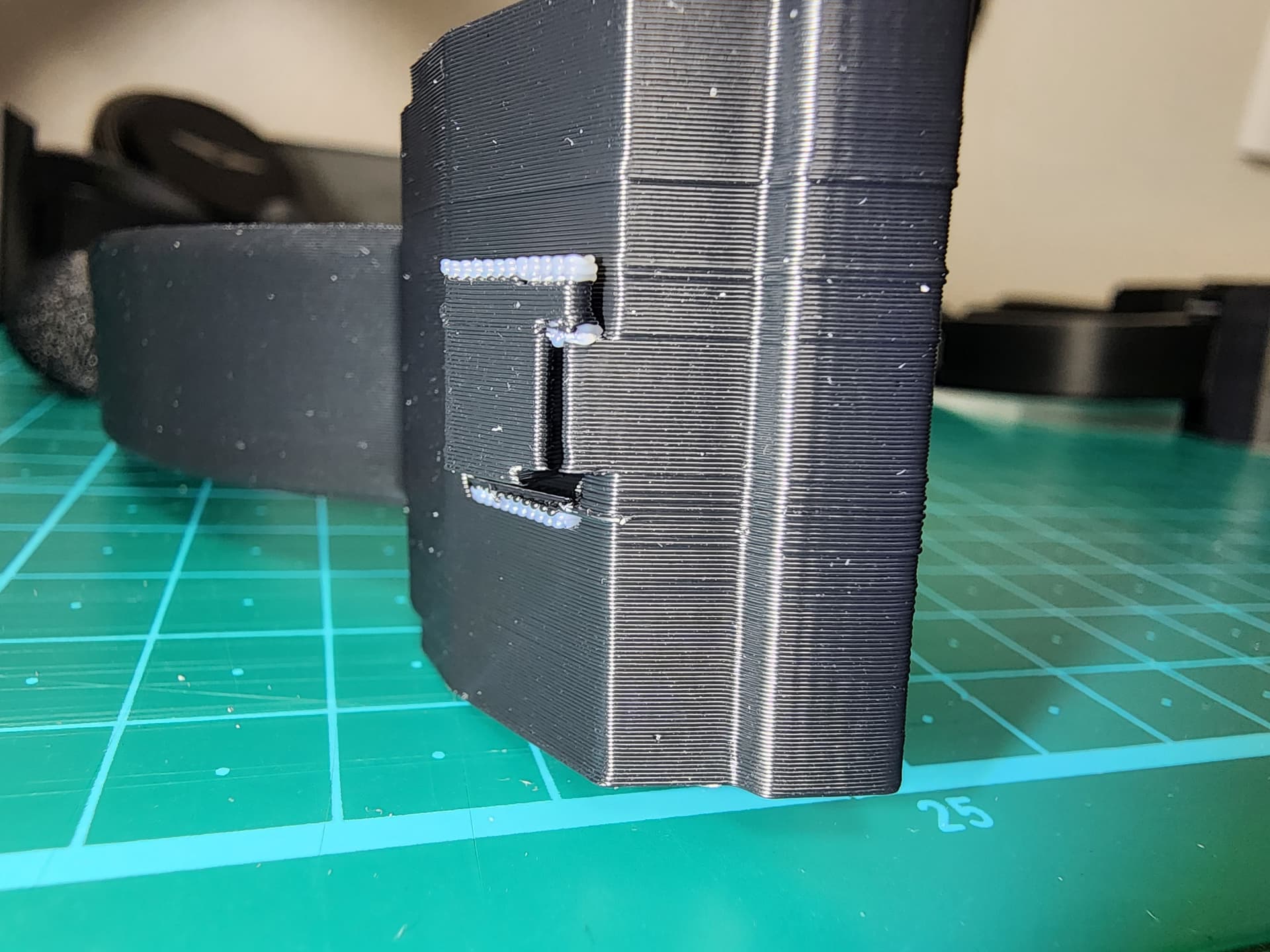
So on my next print, I changed ALL of HIPS’ setting values to be exactly the same as the ASA’s. The results were an improvement but not perfect. I no longer had cracks (image in first post), but I still have the layer shifts and you can see they’re happening on the same layers where the support interfaces are.
Aha! Different materials through the same extruder can definitely cause problems if the nozzle is trying to change temps. Even just the pausing to purge between layers can create layer issues if the previous layer has cooled too much and the new layer isn’t hot enough to heat it back up. Although you tried higher nozzle temps so I don’t that was an issue.
ASA already has enough of a problem with layer adhesion that has worked out well to not use a support interface material. My supports tear away cleanly without issues, and that was on a pit droid dome angled in on its edge to get it to fit.
You need to max out the flushing when going from HIPS to ASA and ASA to HIPS. Otherwise the materials mix together, making the HIPS harder to take off and making the ASA weaker.
If maxing out is not enough, or if it is clogging the chute too much, then you can add another small part beside your main part, and make sure it’s layers are printed first and that the order of printed layers is always ASA then HIPS.
I use ASA with $$$ dissolvable support interfaces. In my experience, the support ruins layer adhesion is there is ANY mixing. Keep increasing flushing volume/ size of prime tower until the next layer is great.
Good to know everyone seems to be pointing in the same direction. Thank you all for the input.
@Don_Newman Yes, when I tested printing without using HIPS the support broke away quite cleanly however for my case I need the overhangs to be as smooth as possible so I need that 0mm z axis distance.
@SimEyeSee Yeah, I was already leaning towards this as my next test. The only reason I put this off was because I did the color contamination calibration AND out of dozens of prints I’ve had a couple of successful prints so I suspected it was some other issue. But anyway I’ve already started another print with both flushing values set to 800. I’m assuming this is the max level?
Interesting to hear that you’re able to set which filaments to print first. I’ll look i to this also.
@movingimage What kind of dissolveable support filament are you using? So much purging has made me look into IDEX printers when mine is not even a month old.
Having different printers that excel at different things isn’t necessarily bad. I had some FDM printers for several years but recently got myself an Elegoo Saturn Ultra for doing detailed resin prints. Getting back into printing I realized how much printers have actually advanced so I got my Qidi for doing ABS, ASA, and Nylon that my old bed slingers just couldn’t handle. Then I got my BL P1S for the AMS and doing decorative prints in PLA and PETG with the AMS. Then I got a second P1S. That was all in the span of 2-3 months.
It really comes down to what kinds of projects you plan in the near future and how often you plan on doing things like that. If this is a one off project, just outsource the print (at this point in wasted filament it might have been cheaper anyway). If you plan doing more of this type it might be worth picking up an IDEX with a heated chamber and appropriate build volume.
I use AquaSys GP for low temp filaments like PLA. I usually model-in 0 distance supports, and then just print the top few layers in the support material to cut waaaay down in filament changes.
I bought some AquaTek X1 for high temp filaments like ASA but haven’t used it yet.
The AquaSys is great when dialed in… and usually is breakaway. If you don’t flush well though. The next model layers will not bond together.