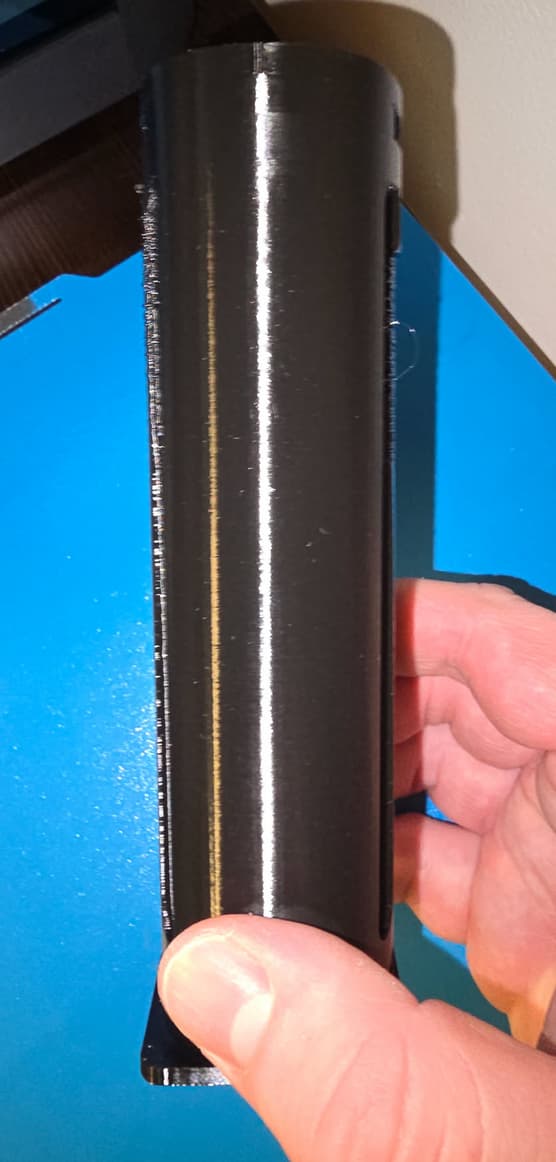
Looks like slight edge curling catching the nozzle getting worse with height due to the increased lever arm from the build plate. Two possible root causes for that:
Great ideas. I’ll try drying the spool again (and for longer). When you say slow down, do you mean adjusting settings in the slicer or just setting the printer to 50% speed via the app/screen?
Like many others, I had one hell of a time with the PETG Basic about 18 months ago as default settings were abysmal. Turned out that using the cooling settings from the Generic PETG profile with significantly reduced print speeds helped a lot.
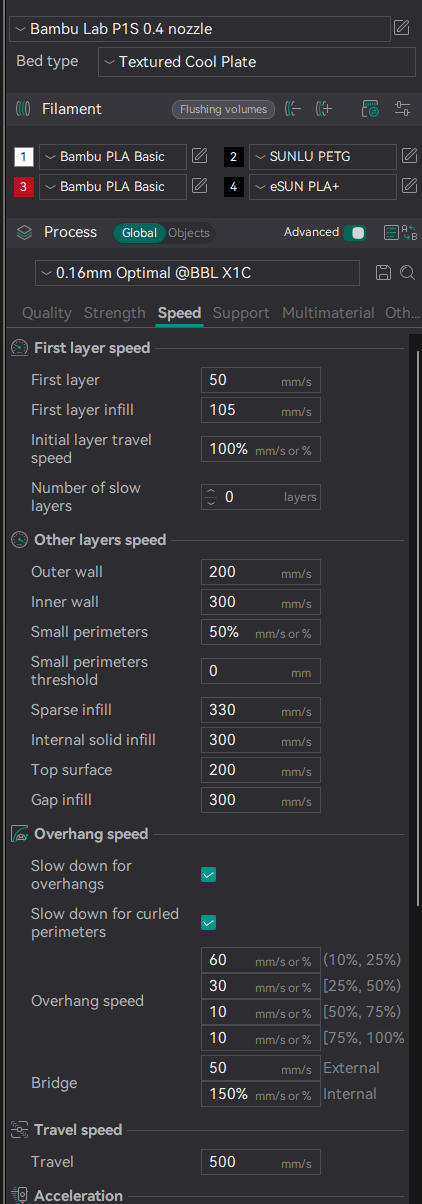
Since then, I slow down to 80mm/s in the slicer for all print speeds for PETG Basic, 120mm/s for PETG HF. I am probably overly cautious with the HF but I find printing slower is usually quicker than printing twice (or more).
But keep in mind that this particularly geometry (many small pillars) is prone to insufficient layer cooling which can give rise to similar issues. Printing two identical objects reasonably far apart at the same time usually resolved this issue.
Unfortunately, I am not sure which of the two likely failure cases we are seeing.
That is what I do for PETG Basic (except the Travel).
I also reduce all accel’s to 25% as the toolhead needs 2mm to reach its top speed.
I either use the Generic PETG profile or at least copy its cooling settings over.
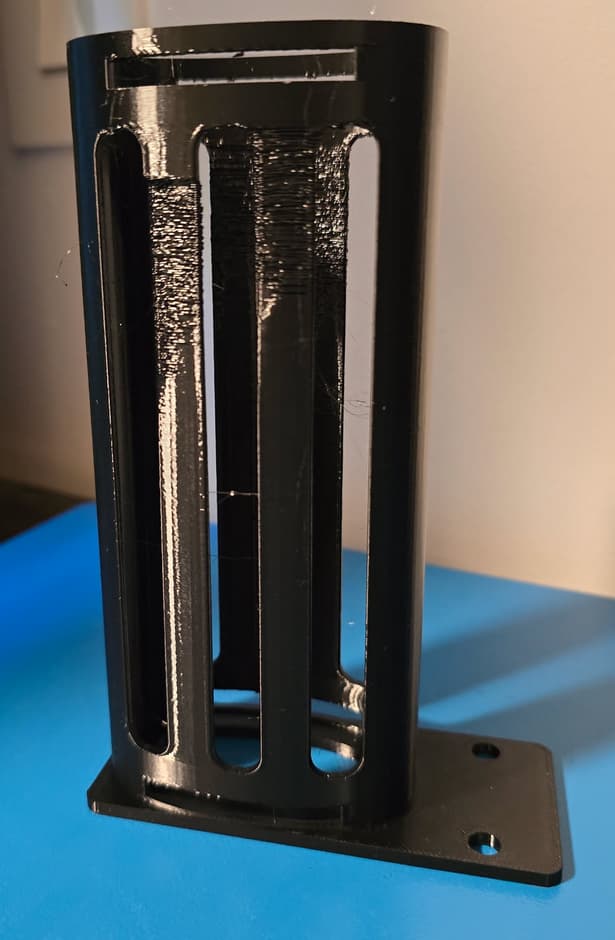
The two arcs on the ends are printing OK because they are stiff and the nozzle drag does not move them out of position. The problem occurs on the four thin side columns, which are bent to the side as the nozzle moves around their perimeters.
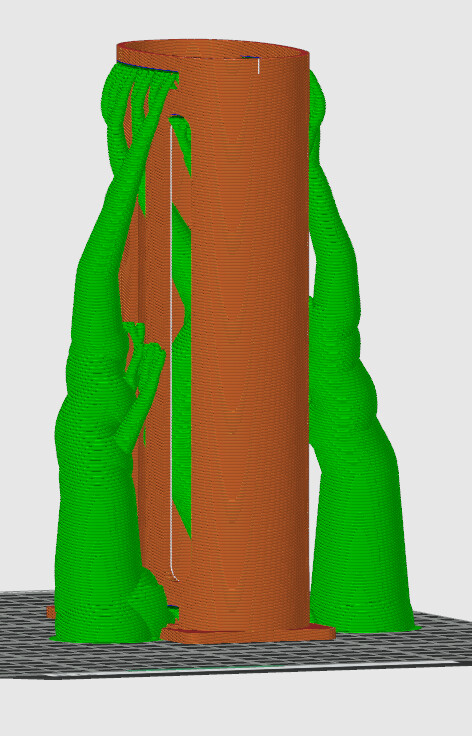
Paint some small support areas on these columns about half way up (inner and outer) and use tree supports. These supports will not actually touch the columns, but will stabilize them in the correct positions.