I have the bambu Lab X1 C for about a year now and overall it prints really well all the time. In the last few days I have been struggling with prints lifting on only the front left corner of my prints. I use a textured PEI sheet, I have a few and rotate them. I clean the plate with IPA after EVERY print. I washed the plates with warm soapy water recleaned with IPA, ran multiple materials from PLA Basic to PC to CF PETG but everything is starting to lift roughly in the same area. I inspected the hot plate and the magnetic sheet and everything looks good. Before someone said it the aux fan can be on and off with different materials and doesnt make a difference. Im really confused as I havent changed anything recently. Can any one offer any advice plz?
A few thoughts spring to mind:
- IPA hasn’t really helped me much as it tends to wash the gunk into the valleys of the textured plates where it is the “baked in” over subsequent prints. At first, loss of adhesion is hardly noticeable, but sooner or later it reaches a critical level all at once. It is then much more trouble to thoroughly scrub the gunk out than a more frequent use of water and dishwashing liquid.
- Do you have a spell of cold weather, dropping the room temp and hence causing a bit of a draft from the door gap?
- Could your build plates be wearing out locally? Some, including me, were successful in “re-lifing” their build plates with more abrasive cleaning methods like indeed using steel wool for cleaning. It is unlikely that all of them wear out in the same area at the same time though.
- Are you able to measure variations of your heat bed? In particular thermally induced distortion could lead to accumulating errors either in heat bed surface flatness or heat distribution.
Have you tried a new Textured Plate? I had to replace the print head to solve my problem. I am now back to where I can wash my build plate with Dawn dish soap (pure soap… not water… with a silicon scrubby, then scrub and rinse well which takes about 3 minutes to get that soap off). I dry and do my darndest not to touch the plate. I can print without glue stick for a while. I use 0000 Steel Wool and 99% Isopropyl Alcohol between prints. Eventually, it stops sticking, so I use a glue stick once. I have a separate steel wool pad (with alcohol) that I use with plates that have glue on them. I eventually might add more glue many prints later or just take the hint wash the plate again. Anyway, I got to the point where nothing would stick (after 100s of prints) and decided to change the nozzle… Bingo… I am back to normal.
I was going to try a new plate but thats unlikely to be the answewr because i randomly rotate 3 double sided pei sheets and its highly improbable they all failed at the same time. I will try the new nozzle. I changed it about a week ago but I will change it again to see.
Have you tried an adhesive spray like 3d lac or dimafix?
I use dimafix and don’t want anything else.
I never use the aux fan, everything lifts on the left front/back side no matter what.
PEI can wear so replacing the plate may be an option.
Just running off a print now with 3d lac… we will see how we go.
Ran off another part with BL PC…used a completely different pei sheet and also used 3d lac and the 0.6 nozzle. Its still trying to lift and warp, next step I have changed out the hotend and will try a new one ![]()
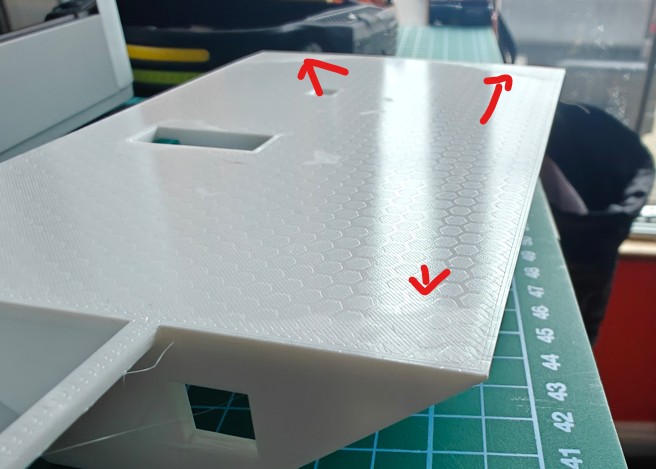
That pic and the nozzle size info may be quite helpful. The text only description gave a different impression from what the pic shows.
Increasing bed temp by 5°C and nozzle temp by 5-10°C for the first layer only (!) could be helpful.
Mouse ears with a low brim gap may also help. There is a chance though that warping may lift the build plate off the heat bed. Clamps are said to be available on makerworld but to truly counter warping, you need to have a look at your chamber temp, layer height and speeds.
For example, you could lower the layer height since a high layer height puts a lot of warp inducing heat into each layer. That is particularly important since layer height is frequently coupled to nozzle diameter.
Do you have it in an enclosure/tent? The door leaks a ton of air (front left) and the other areas I wasn’t happy with for the same reason. Got an el cheapo 60$ 3d printer tent and my “random” warping issues ceased.
Thats very interesting thanks… i did increase my layer height recently and forgot about it. i will have to check to see if that works.
Thats actually good to know… its weird though bc it never happened before and there were other more severe temp differences previous to this. I thought a fan may have stopped working. I need to monitor the internal temps i think
Ya, drafts are the biggest warp causers imo, which is why I was so disappointed with the x1c “enclosure”. I wasn’t even able to get it up to the 60 celsius they advertised until I got the tent. Be sure aux fan and chamber remain off or lower, and part fan off for the first 4 or 5 layers. Another thing that helps prevent warping from the bed is for example, say you have a filament that is temp range of 200-240. For the initial layer, set it lower and the upper layers higher, to combat the temperature differential experienced during application. Meaning, initial layer: 230, all other layers:240. This way the bottom layer doesn’t cool as much because it’s because heated above and below, hopefully allowing more adhesion by the time average temperature settles. (versus if you do 240 on the initial and 230 on the above layers; that causes FASTER cooling of the initial layer, which usually leads to warping)
One time I had an older printer that I was trying to cheaply modify to actively heat the chamber, I used a heat gun positioned outside, blowing hot air in. Worked great! Heated the chamber up to 60-65c, everything was good I thought. Nope. The constant air blowing, even if it was super heated, caused warping because it speeds the cooling effect.
So when in doubt about settings/etc, turn off all fans and reevaluate. Technically you can print anything slow enough with no fans on, albeit it will be a blobbier kind of result. Which isn’t what we want, but if you notice it prints and DOESN’T warp, we know it’s airflow or such.
Sorry for the excess text, I try my best to be concise ![]()