I’m having some trouble getting good quality on portions of my prints. It happens with several brands of PLA and PETG so I don’t think it’s a filament issue.


Here is another part doing the same thing.

Any thoughts on what to look for?
I’m having some trouble getting good quality on portions of my prints. It happens with several brands of PLA and PETG so I don’t think it’s a filament issue.
Any thoughts on what to look for?
Work on your bridges an Overhangs . Reduce speed or temperature .
Otherwise work on your support settings.
That are normal 3D printing problems. You need to do that for every single filament .
Looking at the picture - especially at the first one. Seems like the flat area was printed on the print bed - if this is the case I expect that the rounding will be a challenge for almost every printer without support.
Have a look when you have sliced the model - if there is a long distance of extruded material up on the air without support from the layer below it will almost certainly fail. And clearly, this will affect the layers above also.
I assume you did print with ‘classic’ mode instead of arachne - Bambu Studio already reduces speed to an certain extend when detecting such overhangs.
I see that . It is a problem with bridges/ overhangs . You need to find out what angle your filament can work without hanging around . For every filament you need to do that .
Normally filament can work to 45 degrees . After that it will be heavy . In this case you can work with support . I print that angle with my Vorons without problems . They all are tweaked completely .
First part is , to understand 3d printing . The rest will come alone ![]()
And you have many thinks at the slicer you can work with . More support for area with bridges , change the layerhigh to a smaller one will change the overlap of the perimeter and so on .
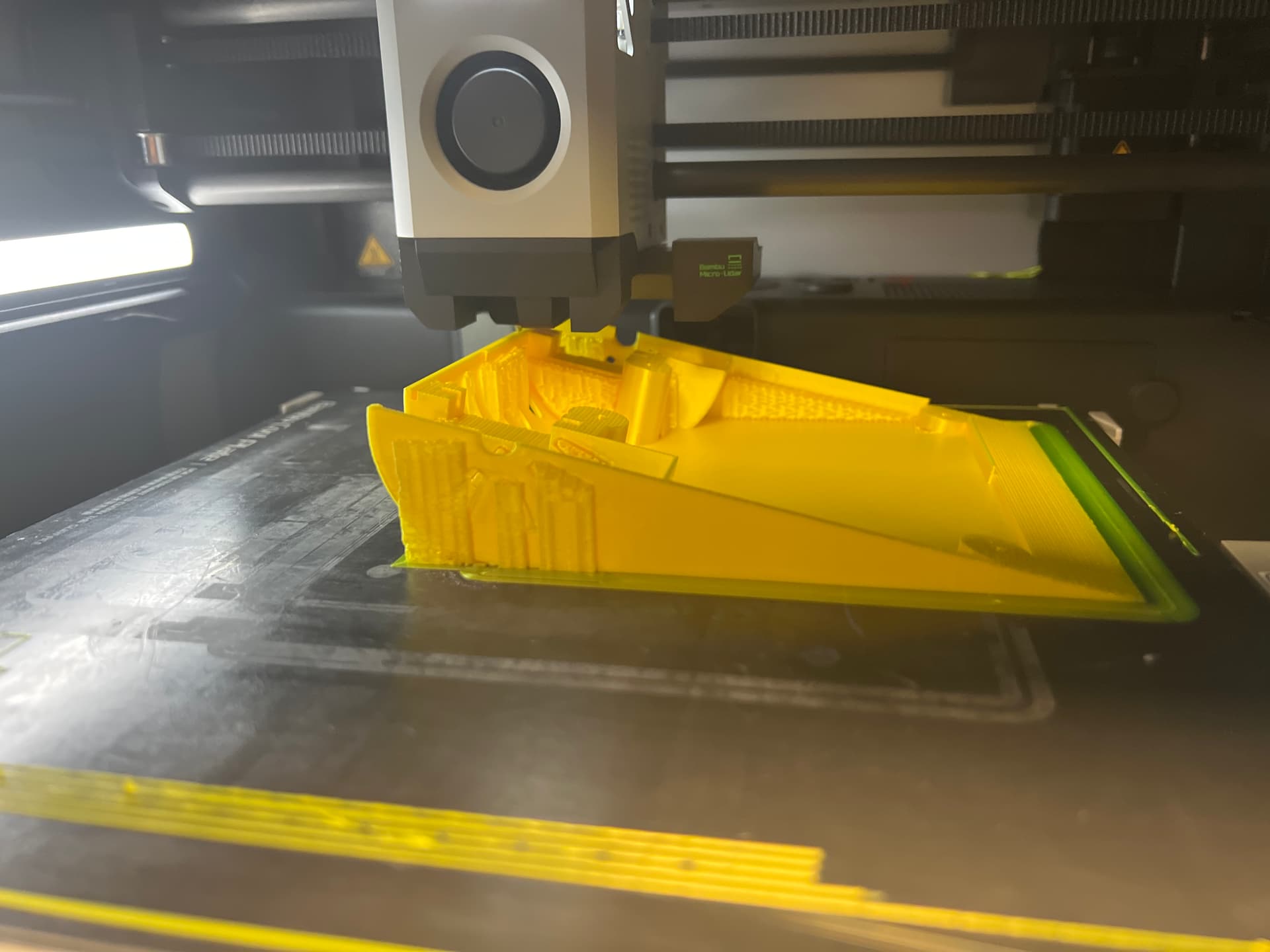
You are correct, this was an area that was printed on the bed. Here’s another print in progress.
I am using supports and the area in question is supported. I am using ‘classic’ mode.
I think you need to work on your support connection Surface . There are a lot of adjustments you can do . You need to find the right one .
Reduce the Z High of the surface interface . That will make the area better but the support is harder to disassemble. The stock supports settings normally not the best
Thanks for the ideas, I’ll try that and let you all know
As a rule of thumb when you design parts or select print orientation, you should avoid putting radii tangential to the print surface. XY will draw a nice curve, Z will not.
Adaptive layer height will help if the RAD is on the top of the of the model.
But not on the bottom.
The first layer is overridden to be thicker than most to get good adhesion, So if the RAD is on the bottom You will always have a horrible step at the start, followed by the worst case scenario for supports of an 89 degree overhang with only one layers worth of support beneath.
Thanks for the insights. I’ve been plying with the settings, without much luck, but the orientation of the part on the bed does seem to make a difference. Looks like I need to make sure that I dont have radii tangential to the print surface.
beegmouse is right, you’re not gonna get great surface finish with the part oriented like that without adaptive layering.
You’re gonna struggle printing this in any orientation. Question! Did you design this part? This would be the perfect opportunity to rethink part design. Splitting this into two pieces would make it a breeze to print!
Thanks of the input. I did redesign the part in this case, but that won’t always be possible so I’m still working on my settings.