I’m not sure I really understand the use case, but for anything functional I make sure to use 4+ walls. Walls are significantly more important for structural strength than infill. Your print orientation looks to be correct for the part, so you are maximizing strength along the layer lines.
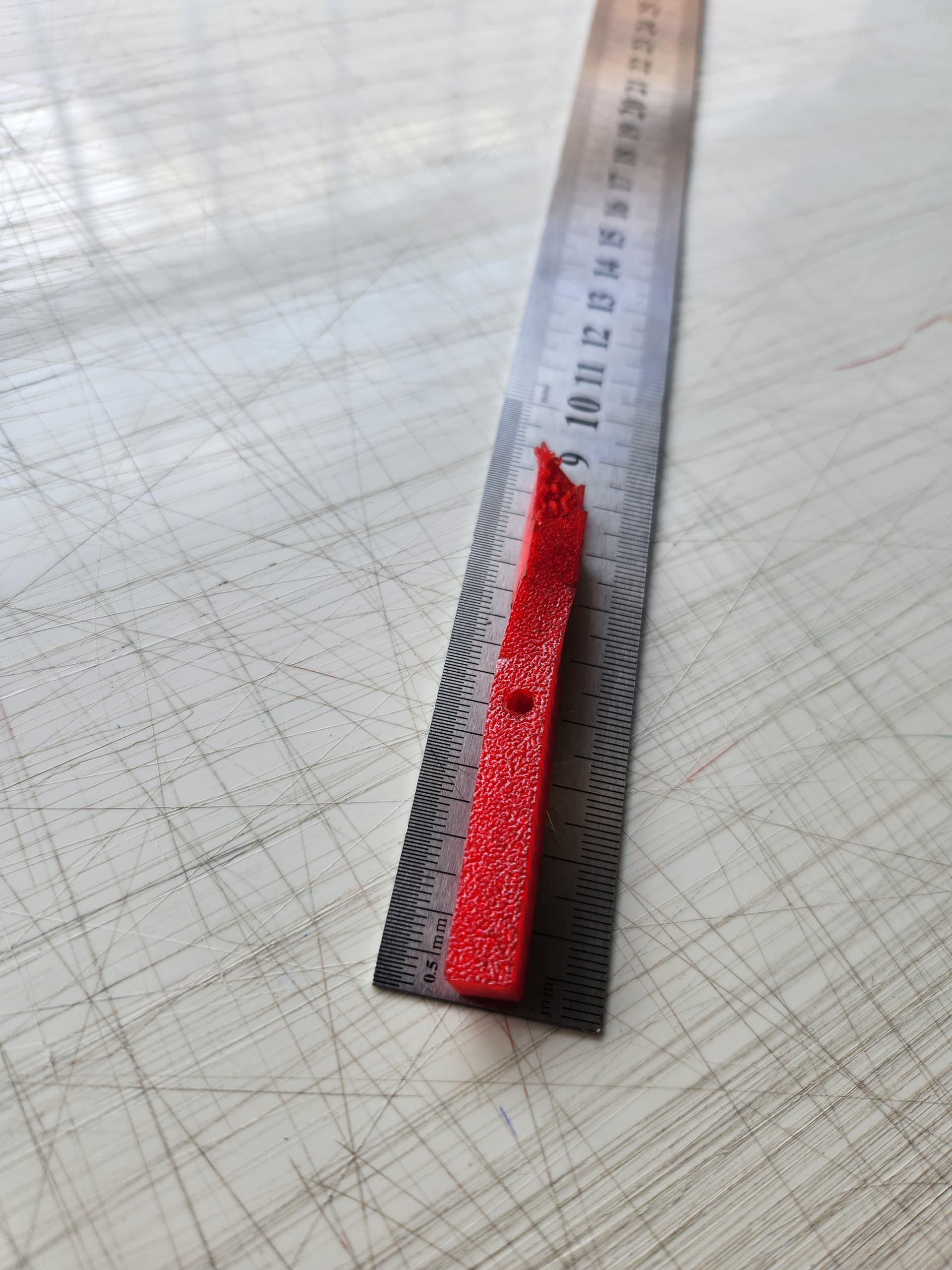
Thanks for posting the clear picture – it removes a lot of guesswork.
This appears to be a structural application, meaning you’ll want rigidity, impact resistance, tensile strength, and ductility in the same package.
First, select the right material. PLA is out. Consider PETG, ABS, or my personal favorite for structural parts: polycarbonate (PC). Carbon fiber variants of these can help, but expect double or triple the cost of generic PLA.
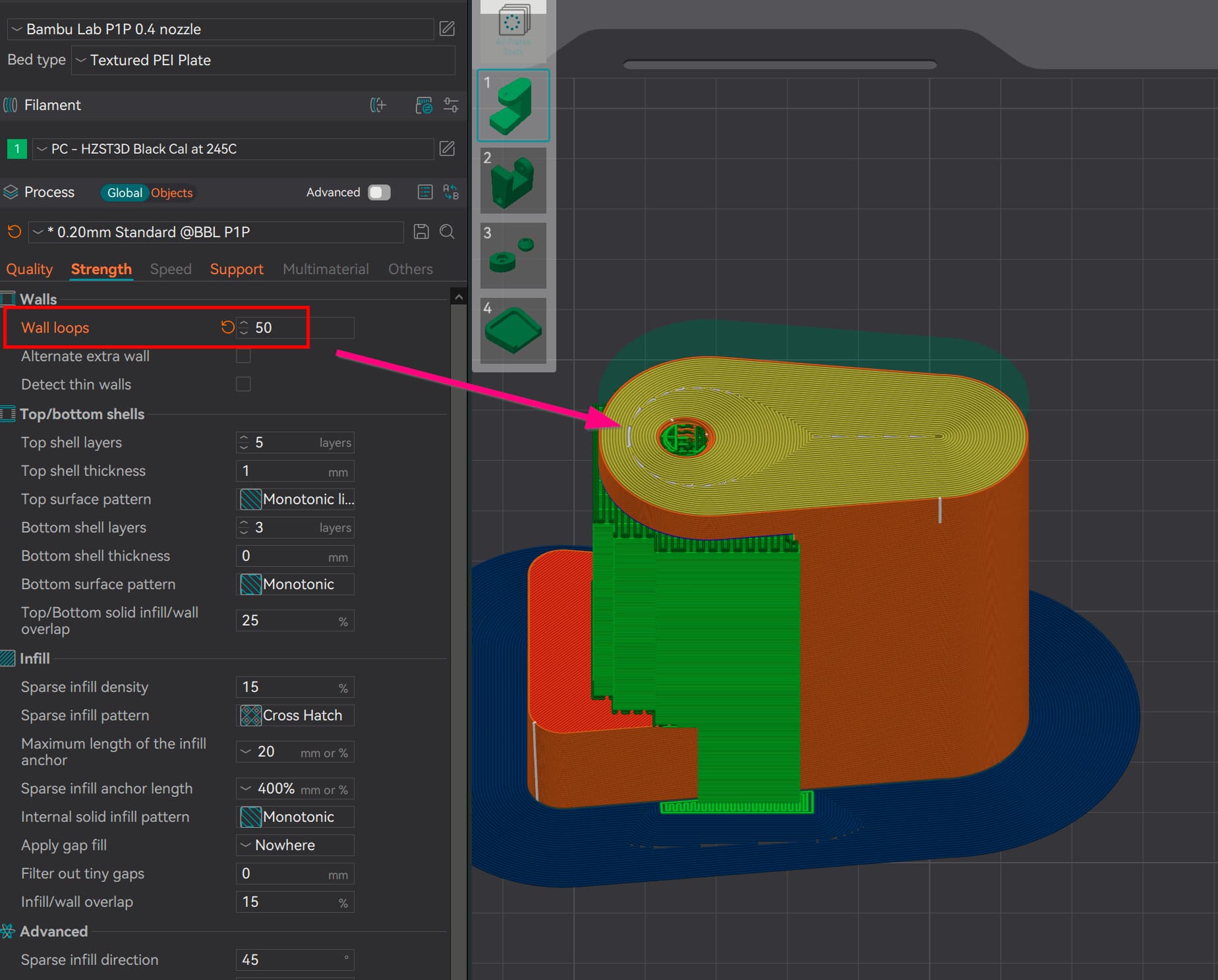
Second, forget about infill. Instead, go for solid walls and solid top/bottom layers. Achieve this by increasing the number of perimeters and top/bottom layers so they exceed the full part thickness.
Test different materials using simple bar geometries. Start with a 150×50×50 mm bar and do a snap test. Then try 150×75×50 mm and perform a twist test. Use a bench vise and locking pliers for best results.
Here’s an example: I needed a replacement clamp for a desk lamp. PETG-HF was too soft. ABS was ruled out due to fumes. PC was perfect – slow to print and requiring a 100°C bed, but incredibly strong. I used zero infill and 100% walls for maximum strength.
Note: wall loops override infill settings. If the wall count exceeds the part thickness, infill becomes irrelevant.
Also consider stress vectors. Filament is strongest in the X-Y plane, not along the Z axis. Orient the part so the load path runs parallel to the layer lines, not perpendicular.
3d printing probably isn’t the best option for this solution.
I don’t necessarily do a lot with fiber reinforced filaments, but fiber reinforced filaments should have stronger torsion strength.
If it were me, I’d start with whatever filament you have and work in increasing part strength using walls and infill before trying more expensive options. You could try the strength profile in Bambu Studio and change infill to 100% rectilinear. This should increase torsion strength about as much as you can for the spindles.
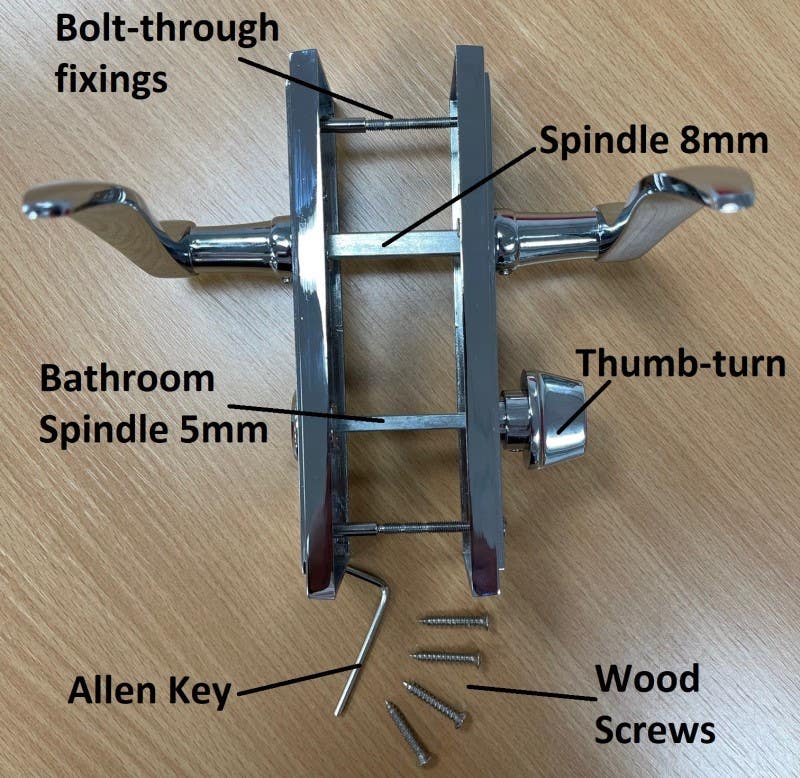
Plastic will not last for this purpose. People will not just twist the lever until it releases, they will twist until it bangs into the stop, then keep applying pressure. I would use steel for this application. Most hardware stores will have square bar stock in various sizes. Cut off a short piece and drill the hole if it is needed.