Hey everyone!
since yesterday I’m investigating this AMS/TPU drama because its driving me nuts not being able to print at least 95A TPU with my UNIT - Especially as slot Nr.1 works flawlessly, but Nr.2 always starts binding
Edit: I now know that all slots works, its just that normal Overture TPU dot NOT.
The HS version though works flawlessly!!
What I figured is, before finding a solution we might need to understand the actual problem here.
To mitigate friction being the problem I started to reduce the PTFE curves:
From 3…

To 2…

To just one:

Still the 2nd Slot would create a problem and having everything on sight, I noticed that meanwhile the feader-motor is pushing, swinging its arm back and forth…

…the AMS-motor does nothing.
Therefore the filament stays where it is…

So sure enough, considering the monstruos Spring being installed in the AMS:

No filament (especially TPU) is going to go past this. The filament starts to bend and curl as the spring is closing the gears too hard to let the filament pass through.
So that’s the reason its binding, but the culprit IMO is that the motor does not engage. If the damn AMS-motor would turn in sync with the feader-motor, the filament would be gripped by the gears and pushed through instead of being hold back.
Here some pictures:


My solution for now - looking for a weaker spring in order to let the feader-motor push the TPU past those gears of the AMS-motor without being hold back.
I’ll update as soon as I know more…
…3hours later:
I tried:
-
Using a smaller Spring in the AMS-motor (fail):
Did not manage to push the filament through!!! -
Using a bigger than prior, but still less strong spring in the AMS-motor (fail):
Same as before. Some attempts got the filament slightly further but that was probably just randomness. -
I changed the springs of the feader for weaker ones (fail):
Same result!






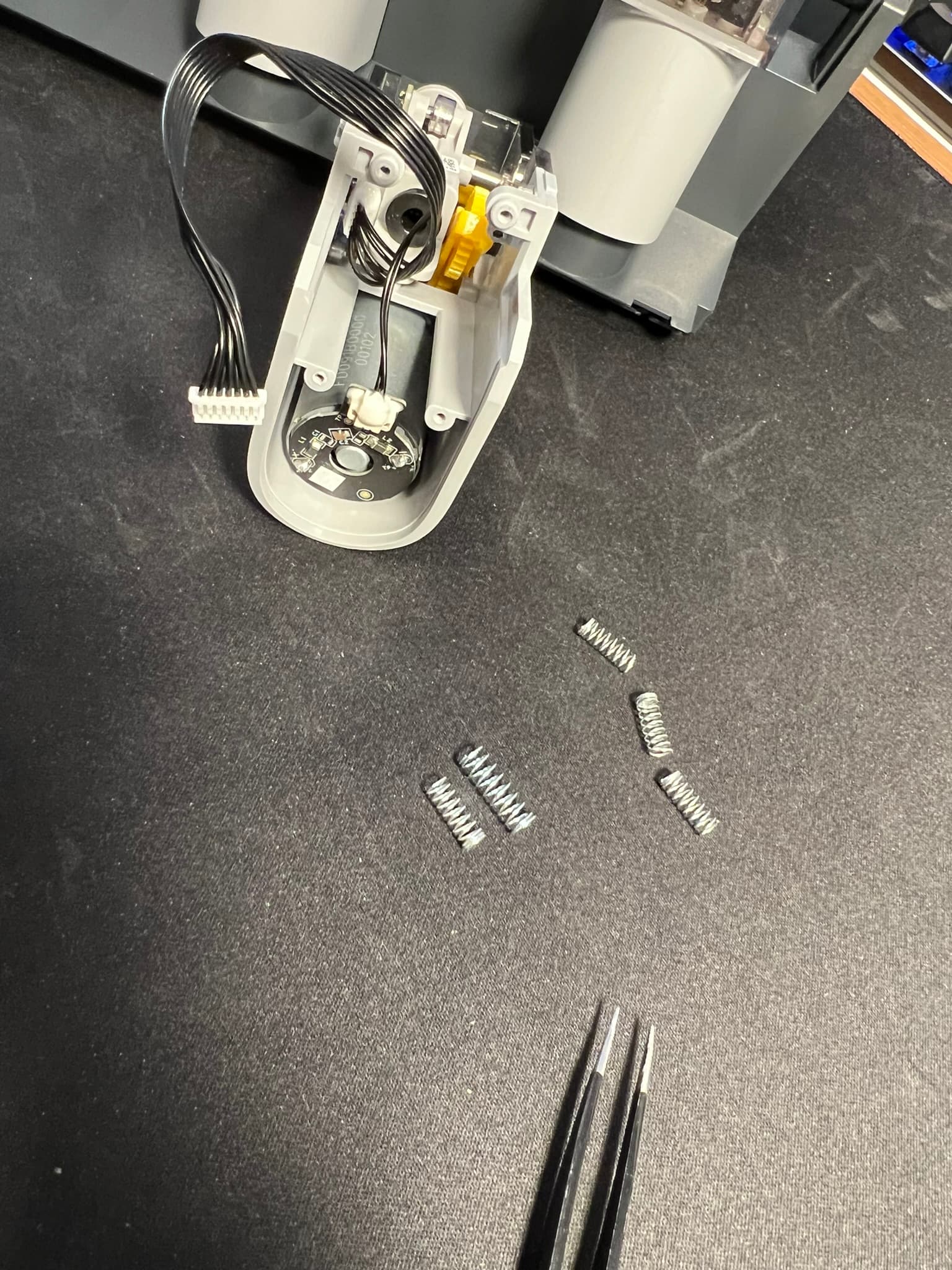

I tried method 1+3, 2+3, just 3. No difference.
My verdict: Screw this…! XD
I’ll just buy HS TPU from overture or anything harder than that - that’s it for me with tinkering.
With best regards to everyone who may find a way.
PD: The paths are pretty wide IMO…






{kind=link}