Welcome to the forum.
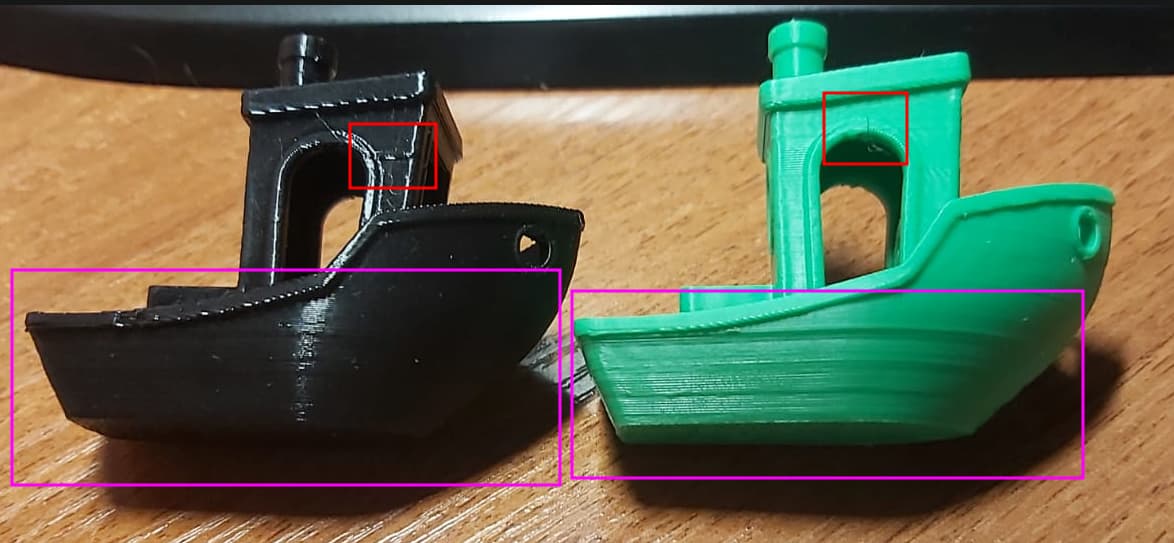
I agree that the green benchy quality isn’t acceptable.
Before any other troubleshooting, please confirm that the filament is dry. If not, dry it and retake the test.
Note that minor imperfections can also be addressed, but may require further tuning of the settings and calibration. The benchy, after all, is intended to show what is still to be improved.
What settings are you using, it is very important to use Bambu Studio preset settings for Bambu filament when using it and for other brands when using their filaments. Also make your settings are for the filament you are printing with, PETG and PLA have totally different properties, including melting temp, adhesion, and recommended cooling. Thus you should use the appropriate presets for your brand and type of filament.
Hope this helps.
I’ve seen a couple issues with recent batches of A1’s with the nozzle mounting screws be a bit loose, in one example the nozzle dug itself into the bed. This is a different printer model but it’s a thought. Based on the warping it’s worth double checking the screws that hold the nozzle and gears , might also double check the gears for any debris. I had an intermittent issue with my second P1s when I got it. Sometimes it would just spit out bits of plastic rather than extrude properly. I’d get about 2-3 cm high of print and the print would start to look like a sponge. Pull the filament out, check it for breaks and put it back in and it would do the same thing. A weird partial filament jam. Turns out a tiny piece of filament had broken off presumably during factory testing. Took the extruder apart and there it was a little piece of orange. Mind you I didn’t even own orange filament at the time.
“This issue arises when the printing time of one layer significantly differs from that of the adjacent layers, leading to variations in cooling time and, consequently, different levels of shrinkage.”
…and suggest changing the settings as follows:
Order of walls: outer/inner
Wall loops: 5
Speed - Outer wall: 55 mm/s
It’s 42% humidity in the AMS. That’s your problem. It’s so humid in the AMS that your filament is absorbing the humidity and getting wet. This is causing poor layer adhesion. I would dry your filament before every print, or I would do something to lower the humidity in the AMS
Drying is good, but what does “26% RH minimum” mean?
You shouldn’t need to do anything settings-wise to get a benchy that looks normal (at least much more normal than your first pic), if support is making suggestions to change settings it’s just masking whatever problem there is.
I’d reset everything, uncalibrate everything, print a benchy on yours then take the filament over to a friend’s (running same firmware and slicer version) and print one under those same conditions and send that pic to support.
26% of humidity - This is the minimum percentage I was able to achieve during drying.
I did just that and said that my friend’s prints were fine.
Support answer:
Please note that 3D printing can be affected by a variety of factors, including the type of filament used, ambient temperature, and other environmental conditions, all of which may influence the final print quality.
However, the shrinkage and layer shift issues you’re experiencing—caused by differences in layer time and model geometry—are inherent to the FFF/FDM 3D printing process, and may occur across any printer using this technology.
I don’t understand what this means, I know what RH and humidity are relating to air, what does “26% RH” mean for filament? I’m guessing you didn’t actually compute or measure the filament RH.
thats the air inside the sunlu s2, not the filament, this means you are in a very damp environment. after 8 hours in my dryer, and extra dessicant containers in the AMS, the RH inside the AMS ( keep it closed as much as you can) after all rolls are dried and fresh dessicant in the containers, hovers between 7 and 12%, in the room its a nice 35-45%, the AMS actually reports RH as low as 1% while the hygrometer inside sits at 10% all the time untill the dessicant has absorbed too much, when it discolours I replace it, and dry the used desicant in the microwave at lower power settings.
No, this number doesn’t mean anything that is reproducible, it’s not something that you can report as “I dried the filament to this dryness”. It’s just a measure of the RH of the air in the dryer.
If this were my unit I would swap out the complete hot end and extruder assembly, but I have those spare parts just sitting here.
You may need to replace your silica gel or put it in more spots. I put 5 things of silica gel in my AMS. I put it in between where the filament goes in the AMS. There little spaces in the front
Do you think this problem in my hotend or/and extruder?
I have spare parts hardened steel hotend and extruder. Now I use default (stainless) hotend and extruder. I will change it, but as a last solve, if don’t have any other solve. I’m scared to get involved in everything yet. As I said, I’m a newbie.
Got it. I dry for 8 hours. The first 5 hours the humidity in the Sunlu dryer drops to 26%. And I dry the filament for 3 hours. So after that the filament can have a humidity higher than 26%?
Maybe I need to dry longer than 8 hours?
Or is it possible to measure the humidity of the filament?
My room humidity is 73% for now, some days ago humidity was 95%.
The meter measures the air RH, so yes the filament can have a different RH. In fact I guarantee it does.
I’m not faulting your process, drying till the meter stops going down is certainly plausible, but that number can’t be used to communicate “dryness level” to anyone. It’s just not a measurement of anything that is tied a filament property, it only has meaning to you.
Yes, possibly. The common technique is to weigh it before drying, then plot the weight loss. Once you see the curve stop dropping it’s dry, but it’s a bit tricky if you start with already dry filament to judge the scale properly.
The only real easy way to dry the filament with assurance is to weight the filament prior to drying throwing in the dryer for several hours and periodically weigh it.
As long as the weight is decreasing, you are not finished drying. You should write the numbers down so that so you can see when the weight flatlines. No more decrease in weight.
A full spool and a half full spool will require different times to dry for the same moisture content.
Nozzles are a consumable item. Filament flow will erode the nozzle orifice over time. Kind of like the tires on a vehicle it is hard to see the daily wear but over time and with small tweaks to the settings you have gotten all the life out of a nozzle and it goes in the trash.