normally I have no problems with stringing - with standard filament settings.
That works well for Bambu Filament and other Filaments from e.g. eSun or Jayo.
Now I bought a bigger bunch of PLA High Speed from ANYCUBIC.
I tried a little bit around with some settings - but maybe I have to do this with more structured way to come to a good solution…
I already dried the filament for ~12 hours - so it is not a problem of humidity.
I would be really happy if you can give me some advice.
Try a flow rate test. If you end up reducing your flow rate as a result of the test, this “extra” extrusion could be what was contributing to stringing.
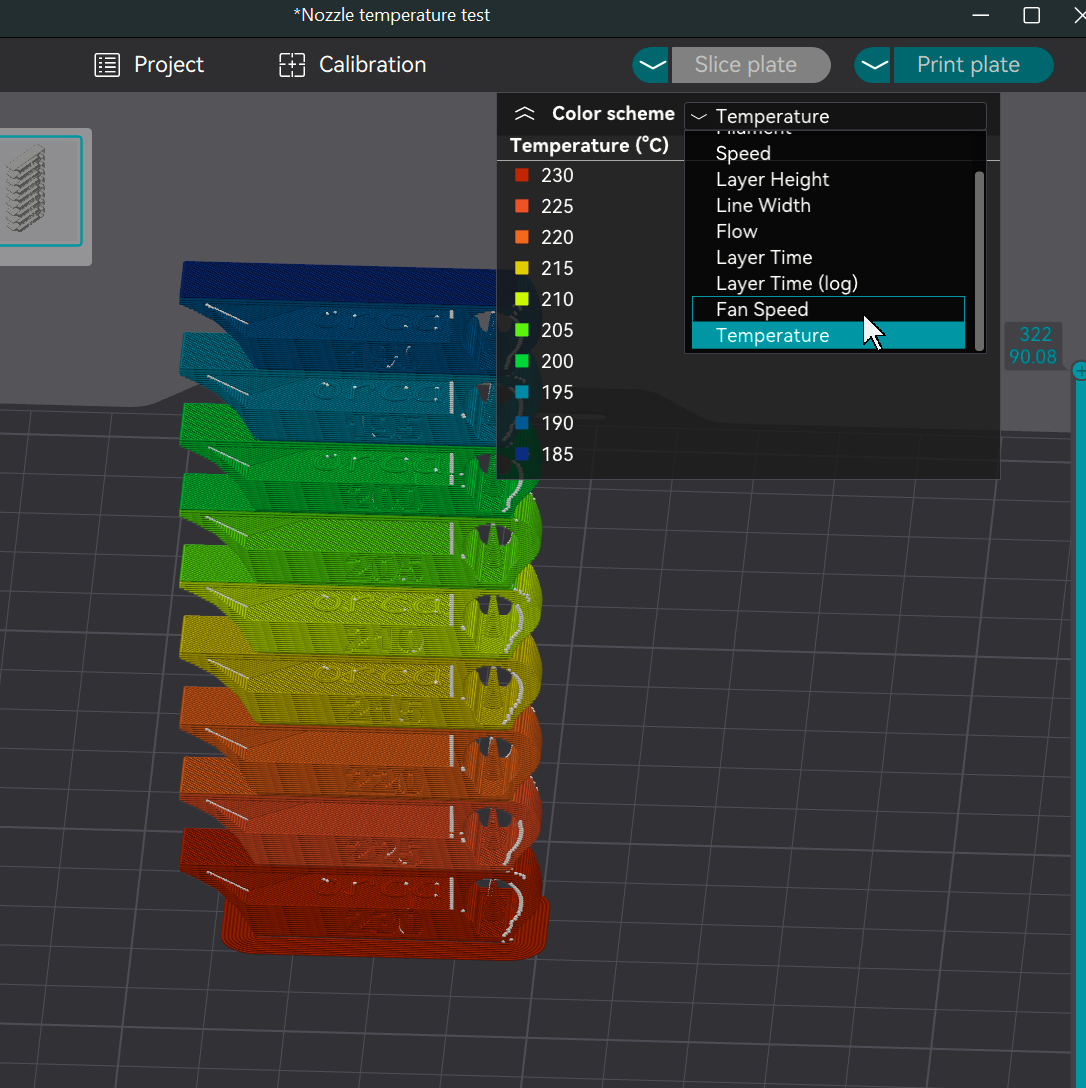
Edit: also, just because of the visual appearance, confirm in your slicer’s preview panel that its actually changing temperature for this tower.
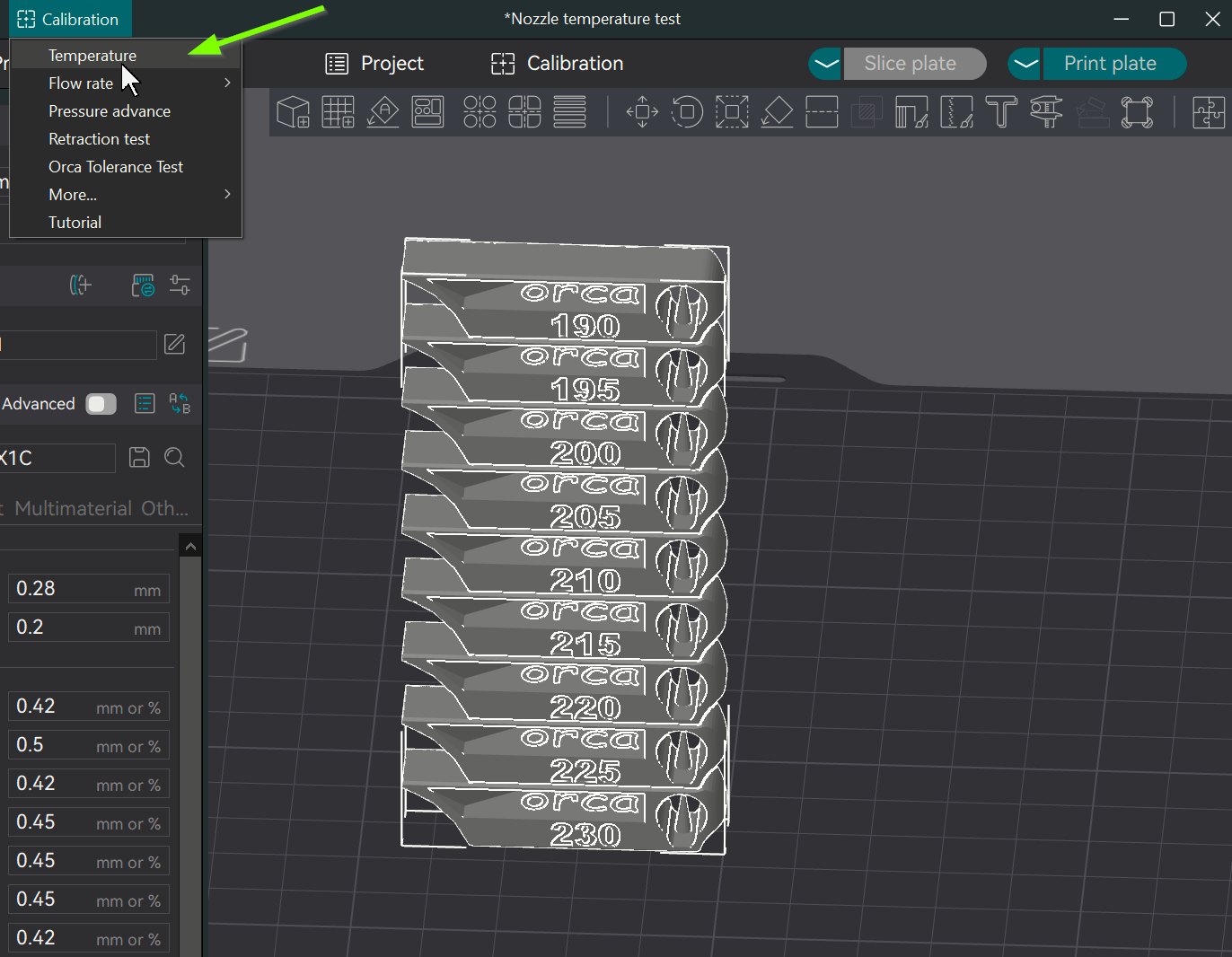
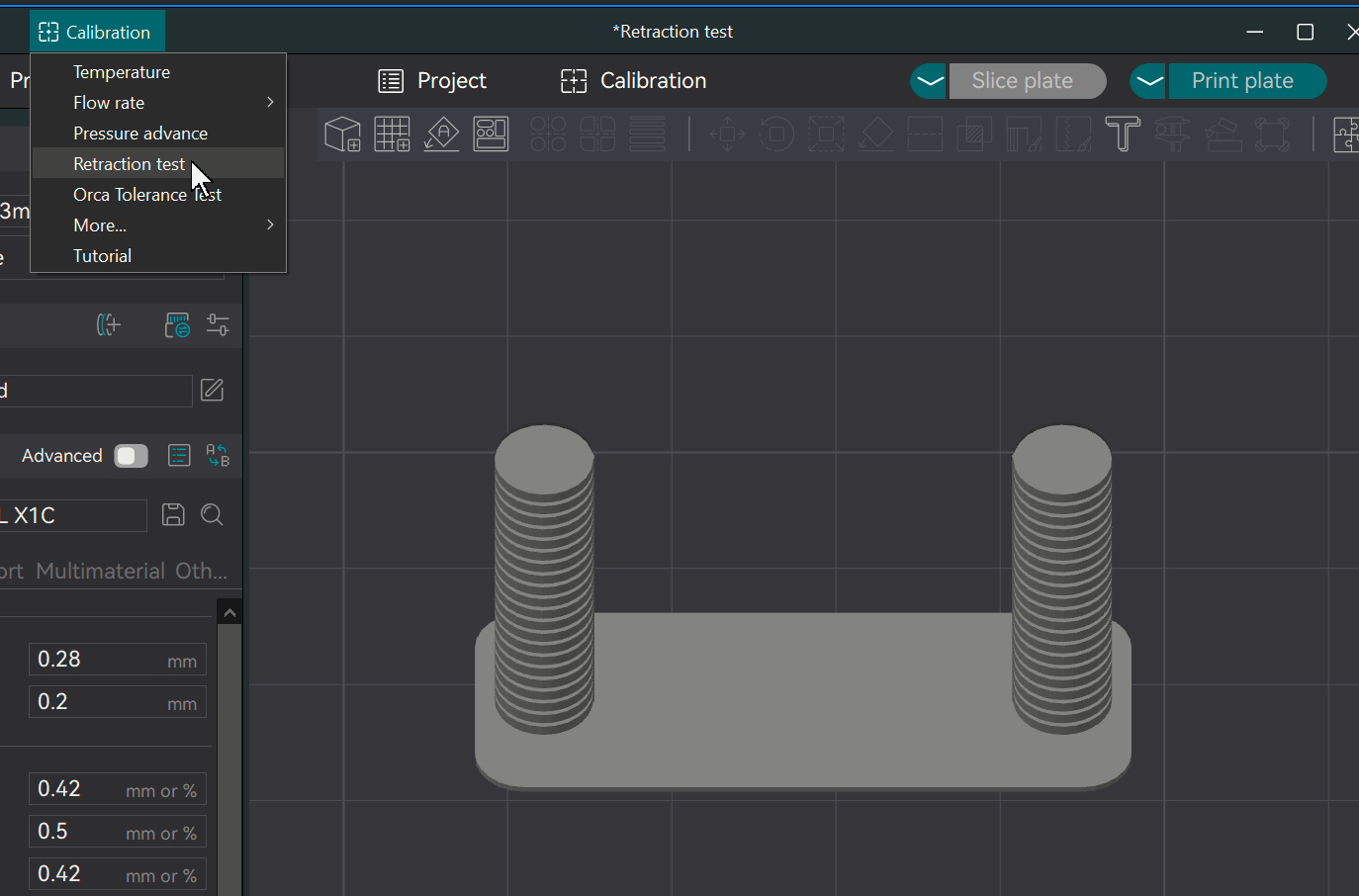
If I were to guess, the model is incorrect. I do not recognize that model and the uniform stringing suggests that you only imported a STL file but not the requisite G-Code that would vary the temp between levels. There is no explanation that would otherwise explain the uniformity in the stringing.
Orca Slicer has this baked-in and it will vary the temp between layers. There are some models on Printables and MakerWorld that will also do this but you must load the GCode not the STL.
If instead you see something like this, that confirms that you’re printing the model at a single temperature. That needs to be addressed before you can address the stringing.
However, I find the torture test to be much harder to overcome and that is also in Orca. If you can beat this test, you will have conquered stringing across a wide variety of conditions for the filament.
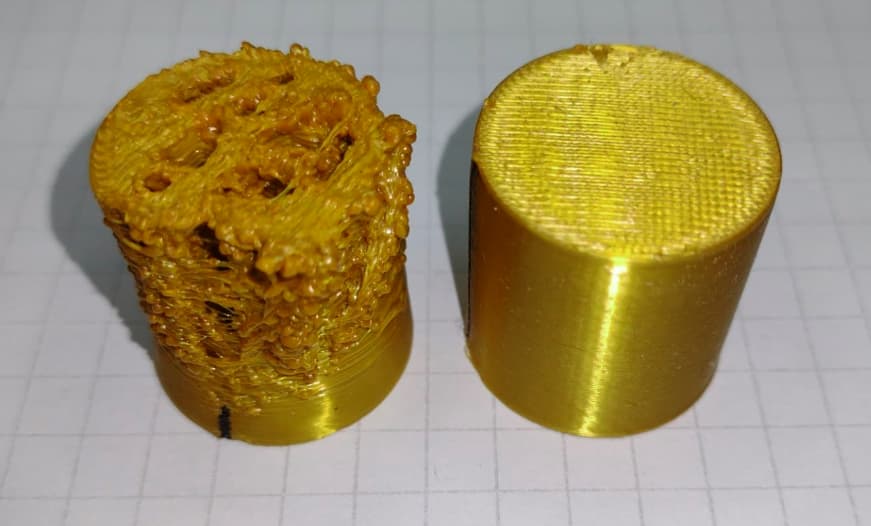
Did you dry the filament? Even PLA has been known to show up with moisture. Here’s my favorite example of the now obsolete Bambu Gold Silk PLA. I’ll give you two guesses as to which one was wet and which one came out of the dryer.
Sadly I already checked the temptower with the Temperature Color Scheme, before I print it. And it was colored in different shapes - how it should be. And the color legend was reflecting the colors it must have for each few layers.
I will definitly check the retraction test! Thanks for that. I will give you a response tomorrow.
I dried the filament as described - in the ams 2 - for ~12 hours. (Because I only dried it for 4h initially and had this problems - that was the reason I started the 12h dry run)
Humidity is now on 12% in the AMS2.
I installed Anycubic Software and copied the Filament Settings to Bambu Studio, because someone showed me he had no issues with this filament.
After that I did the following tests:
A flow rate test with the following result - seems to be ok for me:
And additionally I resized a frame of the Temp Tower (+50%) - because it was initially designed for 0,4 nozzle - but I run it for a 0,6 nozzle (If this makes sense?)
Result with 200°C nozzle print temperature was:
Here’s a tip about drying. The only way to confirm the presence and therefore later the absence of moisture it to weigh it first, dry it and then weigh it again. If the weight is the same, they at least you’ve ruled out moisture as a culprit. As noted in Bambu’s charts, PLA drying is optional… until it isn’t. The most important thing to note is that all filament can have poor quality.
I use Anycubic, Elegoo, 3DJoHor just to name a few and of course, from time to time, I’ll try a new Bambu spool now and again.
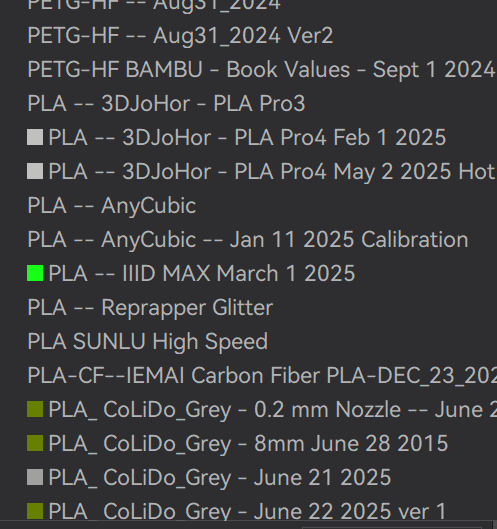
I’ll also share this. I’ve also found that sometimes, depending on print, geometry, my already calibrated spool can use a helping hand by a few extra tweaks. My challenge is keeping my list organized which you can see below is a real challenge for me.
My only loyalty is to price because to be honest, most of them come out of the same foundries in Asia so there isn’t a lot of variations. I posted a bake-off last year showing that very fact. So it’s really up to us to keep the filament companies honest.
@Bambulab: I would appreciate it if you could first implement advanced testing methods like those in OrcaSlicer before discontinuing support.
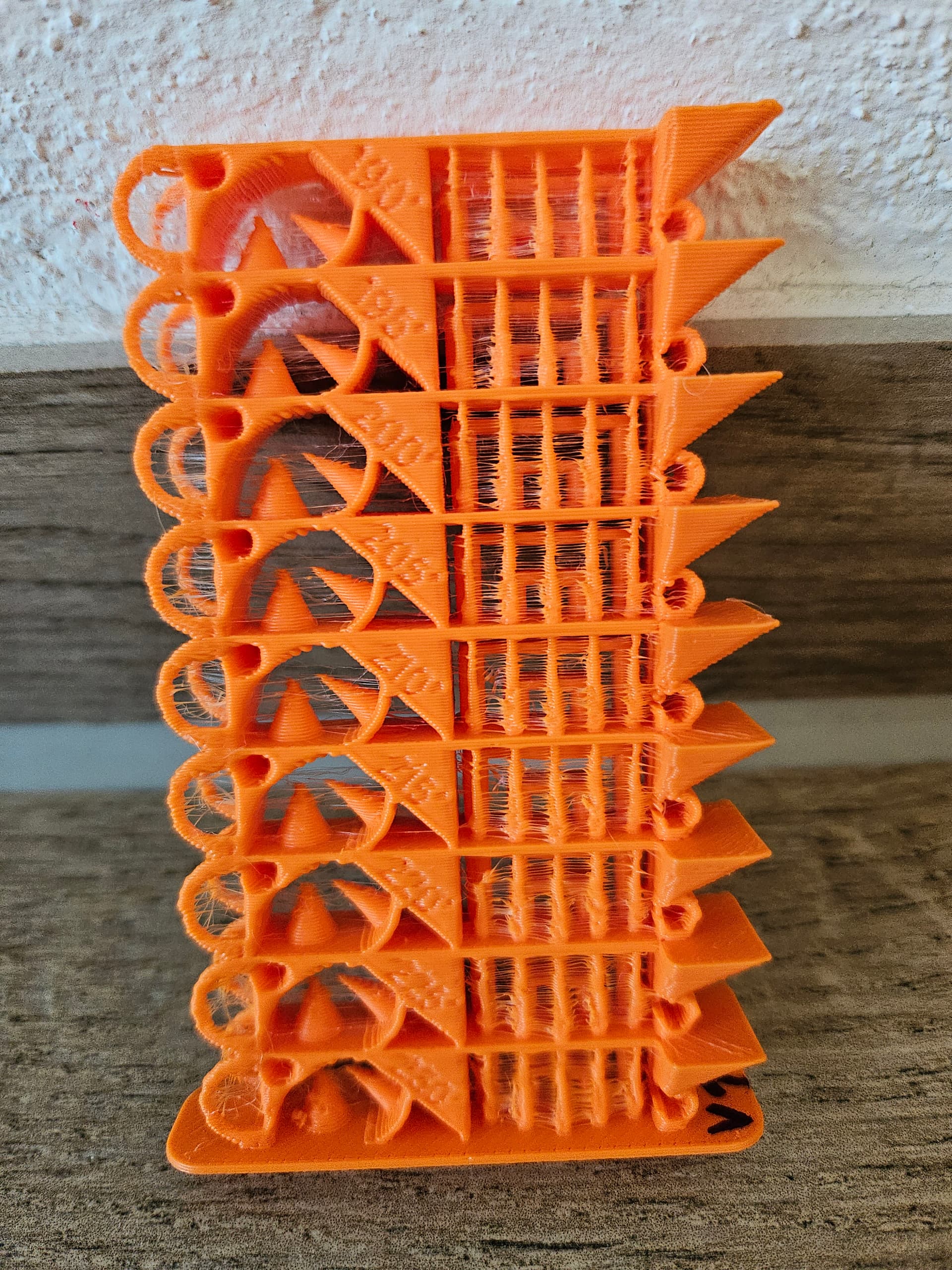
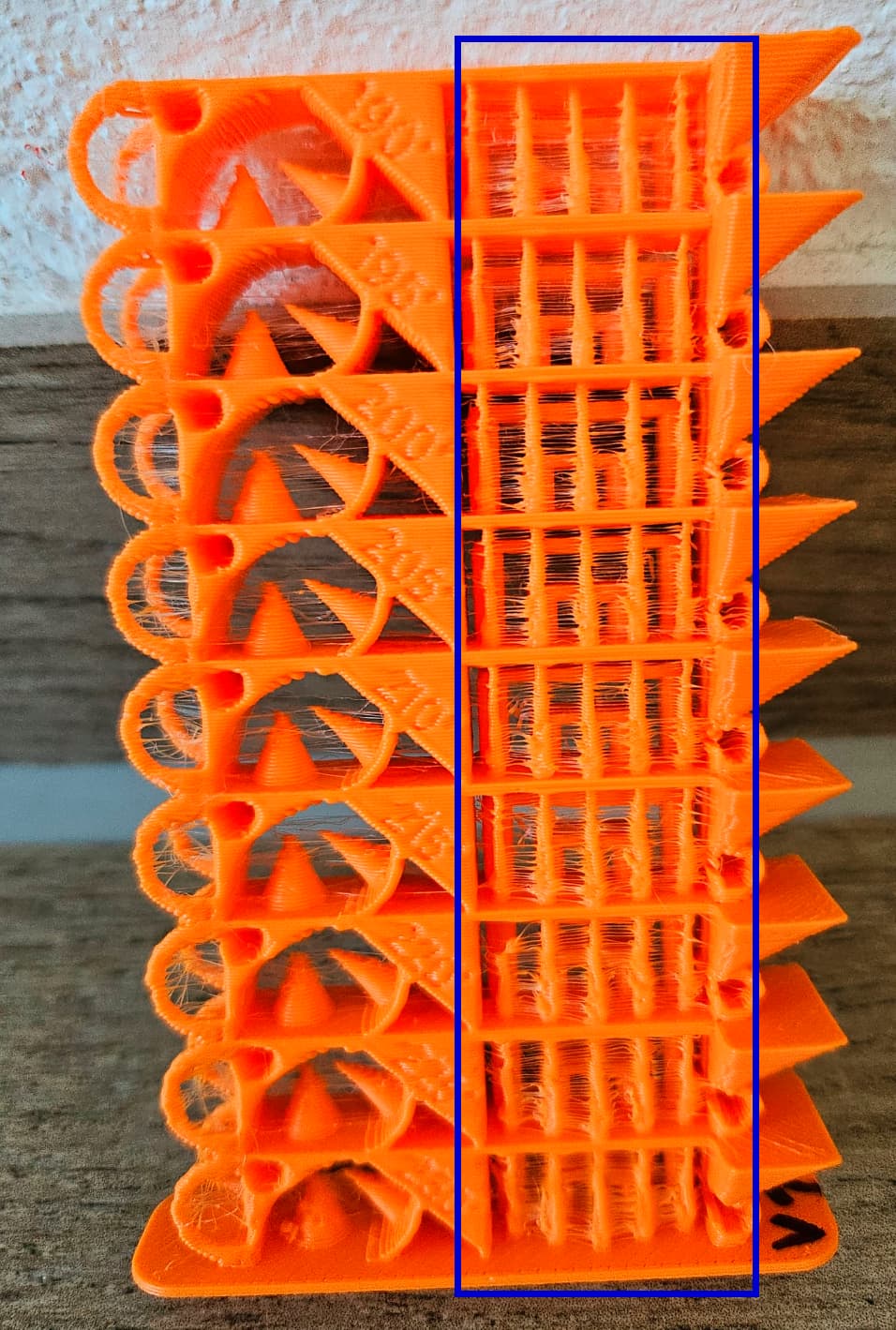
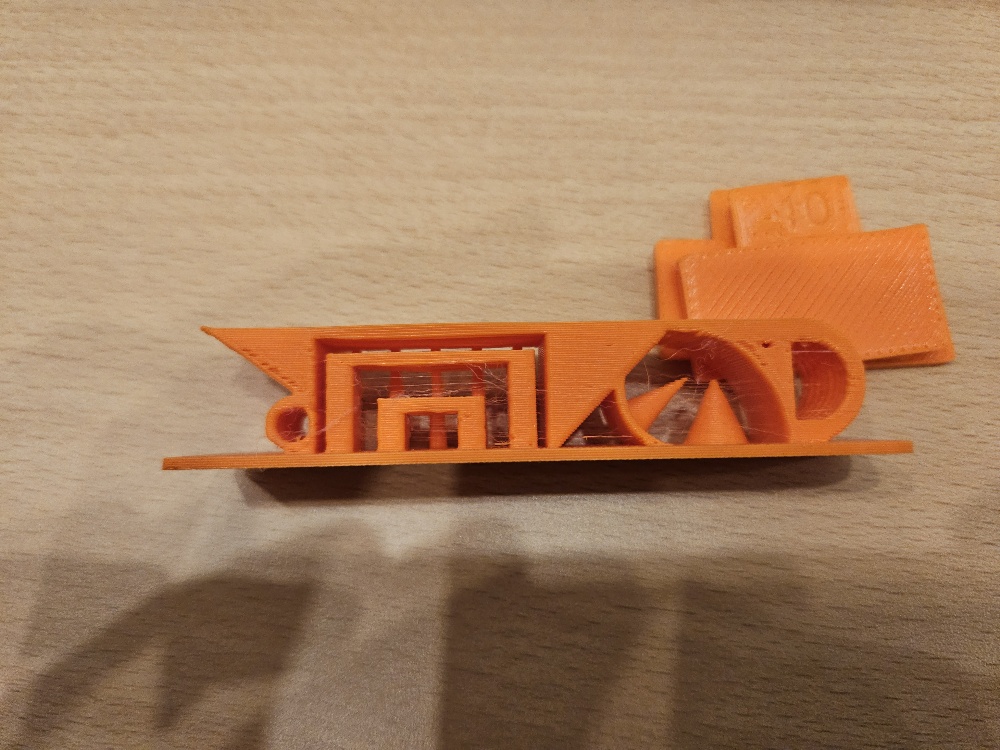
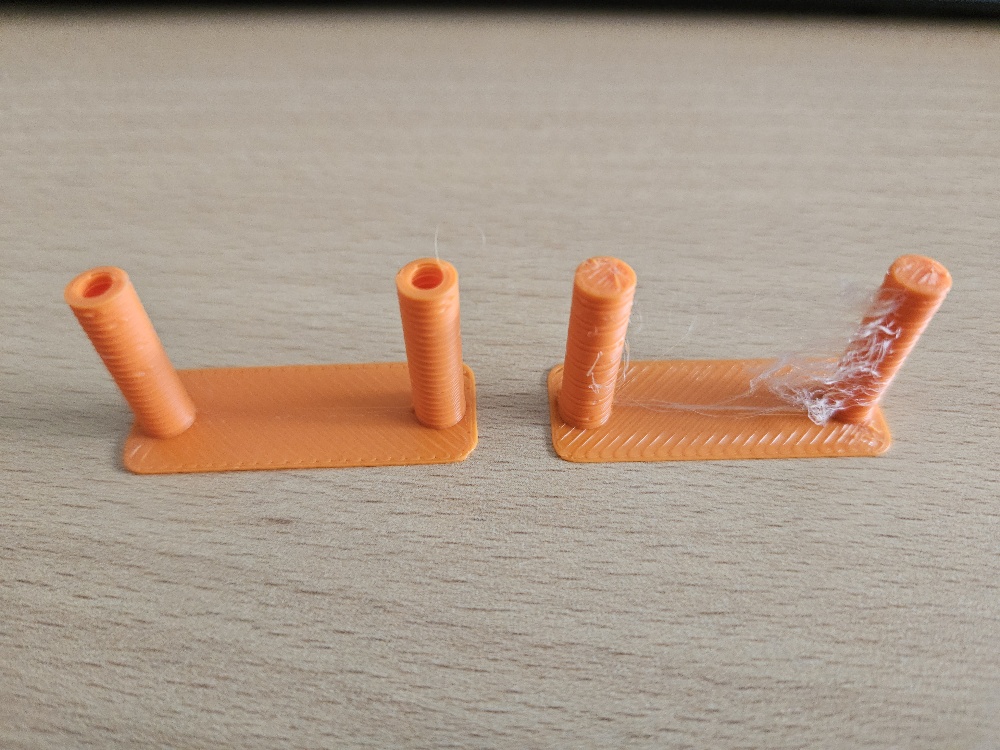
But now - here is my newest test. On the right side I imported only the model for the test in Bambustudio - but i knew that the correct gcode is missing. On the left side is the extracted file from OrcaSlicer and direct print via Bambu Connect.
I would say this amount of stringing is absolutelly not acceptable.
However, I can’t tell if this is just commercial talk—everyone seems to say the same thing, but the actual results often tell a different story.
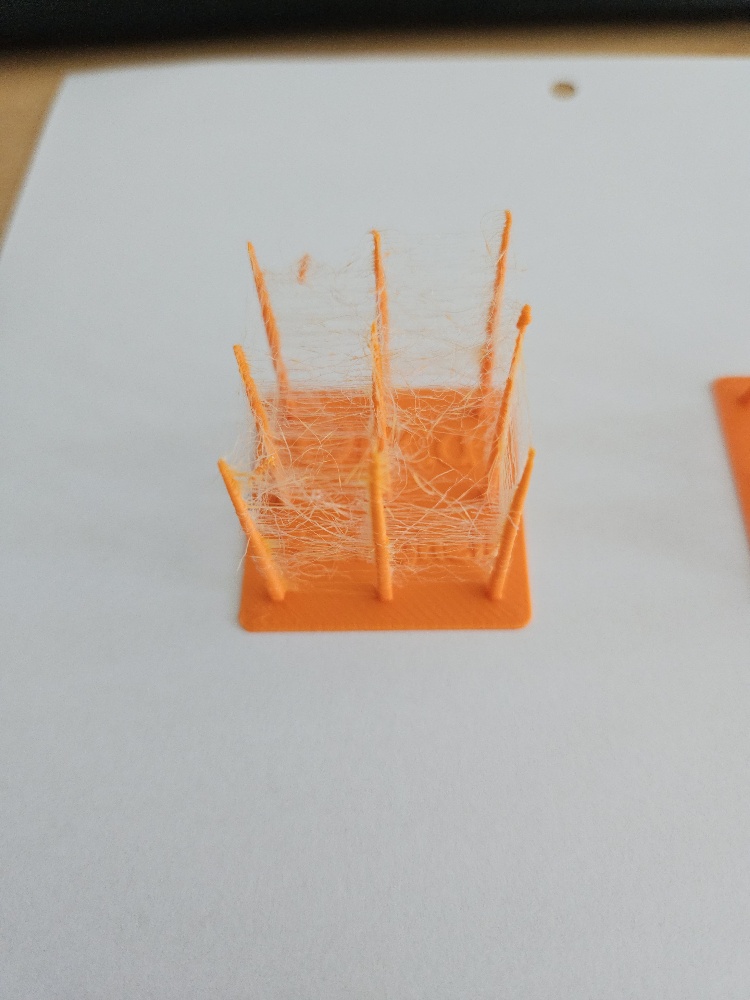
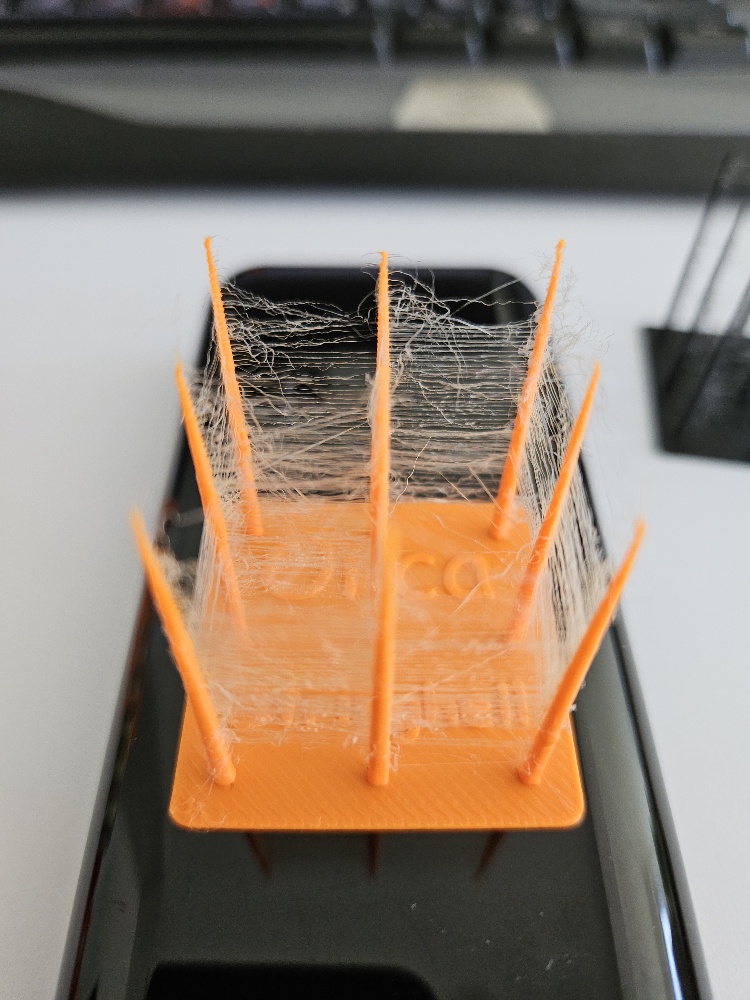
Would be nice if someone can give feedback for my Orca String Hell result or/and give me some insights for your normal results after calibration of your profile.
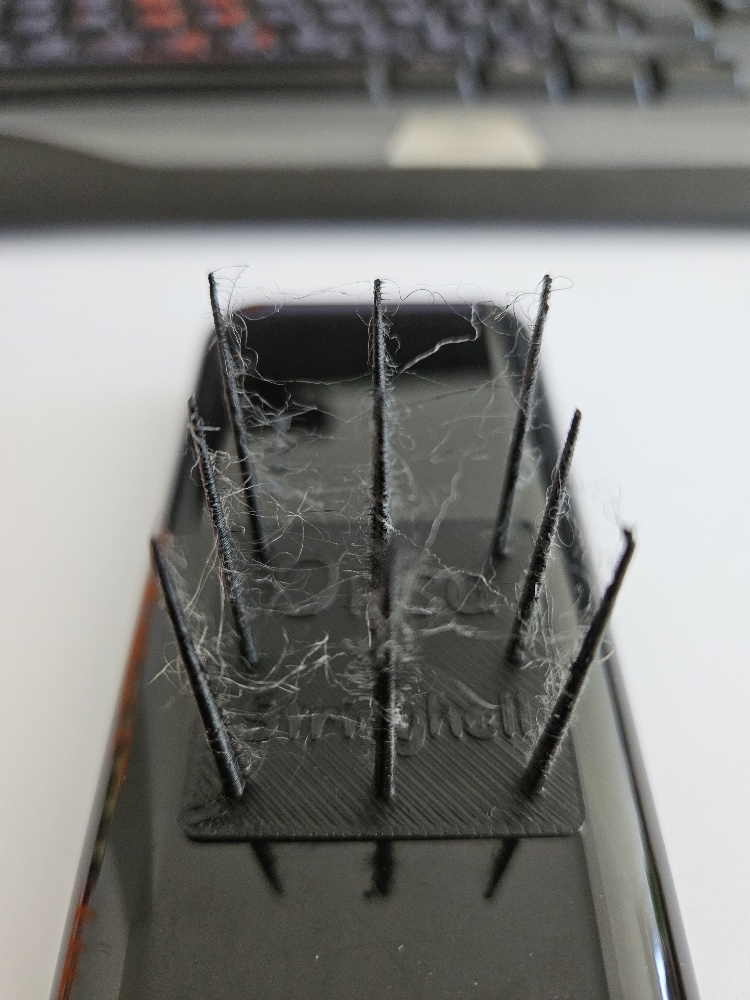
Have you tried doing the same test on some BL PLA?
I think that would be worth doing so you have a sort of benchmark to compare against.
BL settings are fine tuned on their filament, not other brands.
If BL prints better than your listed brand says one thing but if it produces the same result as your listed brand that means something different.
Every brand of filament I have ever bought has ranges for both nozzle temp and bed temp whereas BL has a set value it puts into the controller.
They leave optimizing the range down to a setpoint number to the printer owner.