I have a just-opened spool of ABS from an out-of-business(?) Chinese manufacturer (hence no support contact to which I can write). Like most spool labels, the one on that spool lists ranges for bed temperature, nozzle temperature, and printing speed. But not maximum volumetric flow.
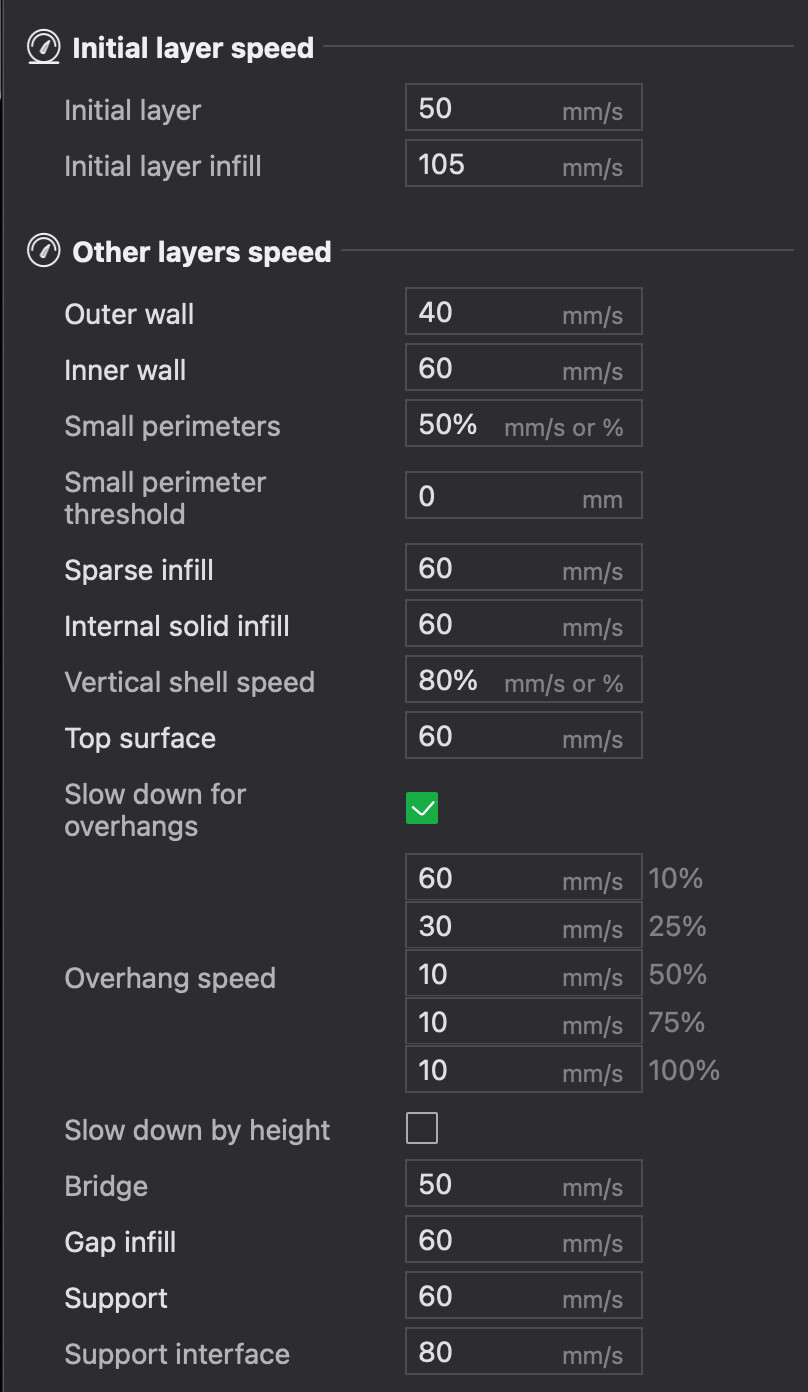
How do I go from a labelled print speed range to Bambu Studio settings? Bambu Studio lists more than 15 individual speeds expressed as absolute mm/s numbers:
Unlike Cura, there doesn’t seem to be a master “Print Speed” setting from which the other speeds are derived by Bambu Studio. Am I missing something obvious (to everyone other than me)?
I have more than 100 different spools of filament, almost none of which have available .json files for filament and process. I can’t turn every spool into some sort of science experiment. I just need to enter the specs from the labels so that I at least am in the ballpark.
You set filament flow in the filament profile. The slicer will generate toopaths that run at the specified print speeds or at a lower speed that’s limited by the flow rate specified.
The Generic profile for any filament type is the ticket to get you in the ball park.
The specs on the spool label are only suggested values intended to produce “acceptable” prints with a large range of printers. They are no better or worse than values in the Generic profiles provided with Studio.
If I want the best possible results, I need do my “experiments” to calibrate temperature, flow rate, and PA on my printer. I am no longer surprised when my best test results sometimes fall outside the range on the spool label.
“Speed” is my least-used tab in the process settings. It is very unusual to require a change in the default speeds if the filament is otherwise calibrated properly.
I don’t bother with max volumetric speed testing unless I really need more speed or I expect to use a particular filament often enough to justify the effort. I’ve never had a filament need a lower max volumetric speed than the one in the Generic profile.
For aesthetic purposes, some PLA+ alloys and most PLA Silks can get a different and generally more lustrous finish if you really REALLY slow them down. But otherwise yeah default profiles get you 90% of the way there.
The recommended maximum volumetric flow rate does not appear on the label of any spool in my collection. I am trying to set a print speed within the specified range shown on the spool label, even if the filament is capable of far exceeding that speed based on some unspecified maximum volumetric flow.
The slicer will generate toopaths that run at the specified print speeds or at a lower speed that’s limited by the flow rate specified.
The 0.20mm Standard @BBL X1C process has an outer wall speed of 200mm, an inner wall speed of 300mm, and so on. And the ABS filament I’m trying to print has a label calling for 30-50mm/s printing speed. So what maximum volumetric flow rate do I set for that filament?
The Generic profile for any filament type is the ticket to get you in the ball park.
Using the Generic ABS profile resulted in all five PTFE clips I was printing being flung all over the build plate at high speed with near-zero adhesion. That’s likely because the ABS that I was printing had an extremely low recommended print speed range (according to the label) of 30-50mm/s. Radically adjusting down a dozen or so speeds within Bambu Studio, while changing nothing else, resulted in a perfectly acceptable print the first time. I didn’t even wipe off the build plate between the two prints.
The specs on the spool label are only suggested values intended to produce “acceptable” prints with a large range of printers. They are no better or worse than values in the Generic profiles provided with Studio.
I’ll take acceptable prints done at the recommended 30-50mm/s over failed prints done at Bambu Studio default 200-300 mm/s speeds.
You are welcome. You don’t have to over think this. Do the speed test and change your MVS for the filament and your speeds will be adjusted by the slicer.
I had four PTFE clips (< 4 g of filament in total) to print late last night. That’s why I selected a dog-slow ABS from an out-of-business filament manufacturer. I just wanted to enter a speed, nozzle temperature, and hotbed temperature from the ranges on the label and get four usable clips within the next half hour.
For reasons I won’t go into here, I have well over 100 spools of filament with almost no duplicates. Many of the manufacturers came and went within a few months, leaving no websites or support documentation. That’s a real disincentive to spending time printing test suites for each brand/formulation.
Required Flow Rate = (approximately) Nozzle Diameter * Layer Height * Print Speed. If the filament roll only has print speed, it’s likely assuming a 0.4mm nozzle and a 0.2mm layer height.
ABS generally has pretty low flow rates. You should end up with a number that’s around 10-15mm/S unless this is specifically “high speed” ABS.
Run the manual flow rate and PA calibrations and that’ll eliminate any guesswork. In my experience, what’s on a filament label isn’t always representative of how the filament performs.
Required Flow Rate = (approximately) Nozzle Diameter * Layer Height * Print Speed. If the filament roll only has print speed, it’s likely assuming a 0.4mm nozzle and a 0.2mm layer height.
Brilliant! Thank you very much. At 15 mm³/S, the print failed spectacularly with print speeds far in excess of what the filament could handle.
It’s looking like 4 mm³/S to get the label specified upper limit of 50 mm/S print speed: