Printing with an A1 using BBL PLA Basic. 0.4mm nozzle. Using system preset settings (0.16mm Optimal).
I had some quality issues with prints so I ran the Flow Dynamics and Flow Rate calibrations thinking maybe my nozzle was getting worn. Improved the print quality a lot, but now I have a problem that I haven’t had before.
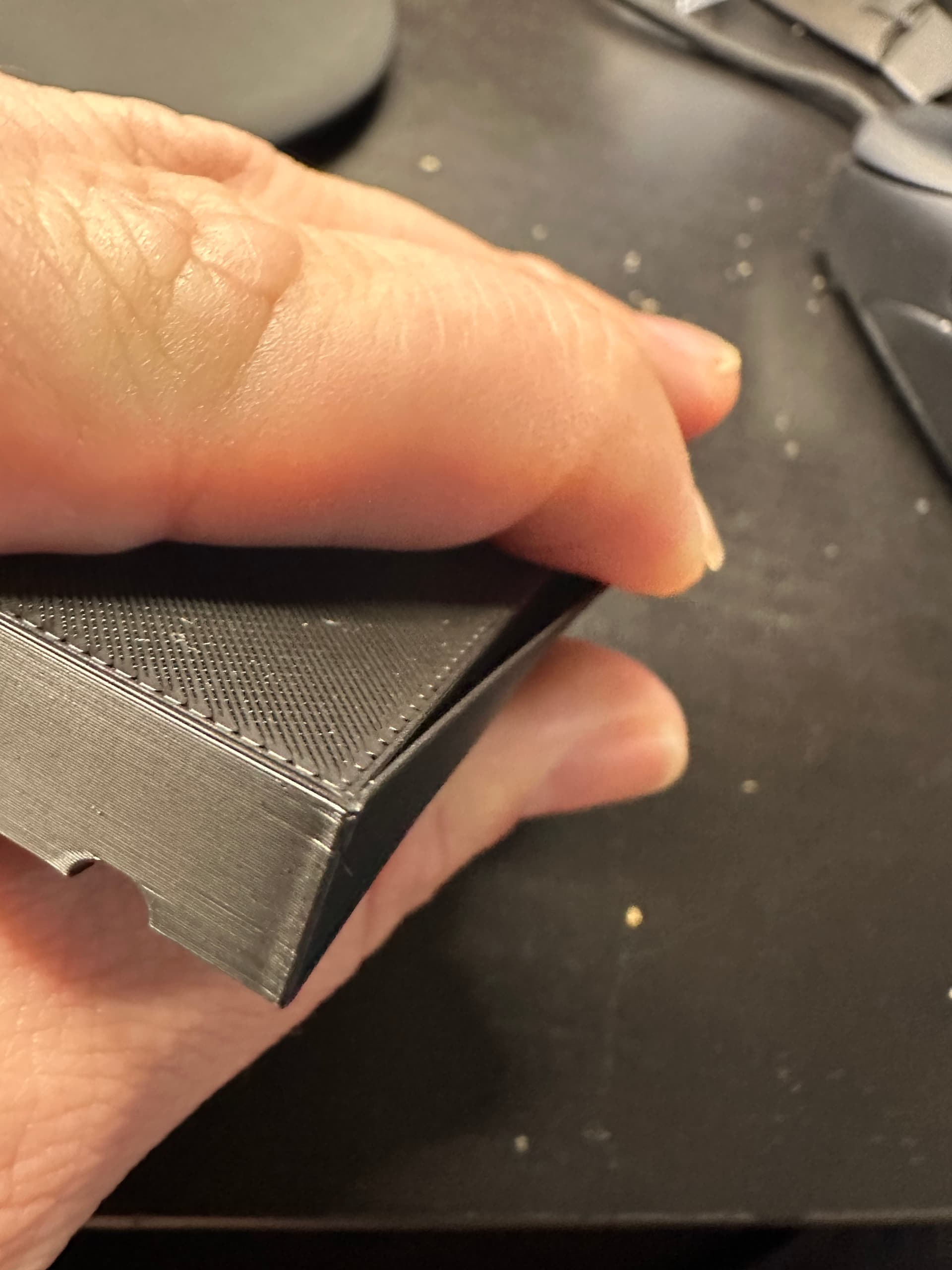
On the last few prints, the sides of the print are peeling off. See picture. These sides are along the YZ axis, so it’s not like one layer of filament is peeling away from another. It’s just along the outer edge of the print - everything else looks great and feels solid.
The top of the print in the picture is the bottom layer of the print. Always peels from that direction.
EDIT: Forgot to add the results of the calibration. Factor K now at 0.025. I don’t know how to lookup the results of the Flow Rate calibration in BambuStudio.
More of a question than a direct response: Is the bottom surface supposed to be a raft/grid? It certainly does not look like a complete and healthy surface.
Although I do not have an A1 Series printer, I am aware of underextrusion being a symptom of not only (partial) nozzle clogs or worn nozzles but also of loose screws within the toolhead. I expect all three could develop over time.
No worries. FDM is a challenging hobby and this particular failure case is intriguing. Haven’t seen it in this scenario yet. I bet it’d stump people with a lot of experience as well.
Ok, thank you both. I didn’t do a cold pull, but I did use the on-machine instructions for clearing a clog. It didn’t appear to be clogged - filament flow seemed good. Followed the steps anyway.
I also checked all the screws in the toolhead. Nothing was loose, but I did loosen and retighten just in case.
I’m open to any solution, but it seems very suspicious that this issue would present itself consistently on all prints right after I ran the calibrations. I notice that on the Flow Rate calibration screen, the last line is:
Caution: Flow Rate Calibration is an advanced process, to be attempted only by those who fully understand its purpose and implications. Incorrect usage can lead to sub-par prints or printer damage. Please make sure to carefully read and understand the process before doing it.
I think Bambu needs to have some ADHD consultants on staff - that line needs to be in big, bold, red font right at the top. Me read all the way to the bottom? Unpossible.
That would indeed be in-line with a lower than required calibration result. However, I’d expect a much more spectacular print failure. So I’d hesitate the guess that both options (partial clog or too low a flow calibration) are still on the table.
However, you should be able to reset everything back to defaults. All settings and using a fresh, unmodified filament profile. You could then just try to print a single layer cube (normally 0,2mm high). Usually, that is done as a build plate adhesion test (covering the full plate) but with that, you can check if you get a solid bottom layer. If that works out OK, I would recommend just relying on the A1’s nozzle pressure control for the actual print (at least initially).
I’ve reset the filament profile (the flow ratio was significantly lower than the default - 0.72 vs 0.98) and deleted the flow dynamics profile. Printing again. Will report back in 47ish minutes.
That certainly addressed the peeling. I’m back to having a bit of a corner bulge (which is why I ran the calibrations in the first place), but that’s the lesser of two evils.