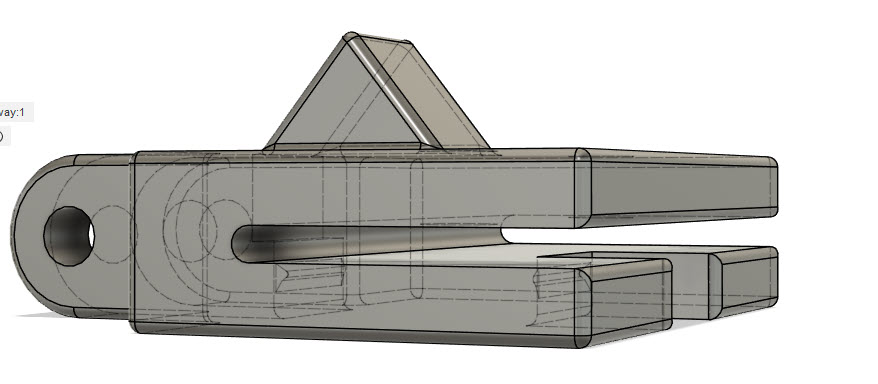
I’m new to 3D printing and in fact plan to order an X1 (my 1st printer) this coming week. I’m hoping to avoid trial and error with my 1st part by asking for advice on how best to orient this part. It appears standing it straight up would result in the least number of overhangs, but the extended fork will support the greatest stress and my understanding that would be stronger if printed flat. Suggestions appreciated!
Turn it so that the hinge (round part) is facing straight up, and the fork is facing the build plate.
This will make it printable. Even the triangle part should print fine without supports.
Your cylindrical holes should work sufficiently without supports, but you may prefer to add them.
Assuming the forked part will have another plate slotted into it and locked in place using the holes, you can gain strength back lost due to the need to print straight up.
Ideally, the part that marries this one should be printed horizontally. This will then benefit from vertically and horizontally printed parts in contact with each other.
I have realised my earlier suggestion (removed) of crosses will not work with your model.
Yeah. 3D prints from FDM type printers are not isotropic. The prints are much weaker under stresses oriented perpendicular to the layers. The plastic that’s extruded on a layer is a continuous “noodle”. But layers are stacked extrusions. The stacking is weaker.
You’re going to give up strength printing it in the vertical orientation. But for a part like this, you don’t really have a choice unless you are using a dedicated support material (if you are, print it as pictured for maximum strength).
If you do print it vertically, as a general rule, functional parts printed with FDM need to have some compensation for the inherent weaknesses of the fabrication method. Increased thicknesses in high stress areas.
If you can make your bracket thicker (in Z in the pictures above), do it. And the “ears” on the left side of the image, presumably a rod or bolt goes through the holes and the part is suspended from that feature. Make them wider, move the outer faces (the ones with the rounded edges) further outward.
For functional parts that need to be strong, you can never have too much material provided the print can still be made to work with whatever you’re connecting it to.
I would recommend printing the part flat, and—if strength is the primary concern—using a compatible support material specifically for the overhangs.
For example, if the main material is PETG, PLA can be used effectively as support. If you’re printing with PAHT-CF, ASA works well as a support material. This can also be reversed: PLA as the main material with PETG as support, or ASA as the main with PAHT-CF as support.
The key is to choose combinations where the support material detaches cleanly but still provides sufficient stability during the print.
For best printability - put it standing up, as an upside-down taco, likely no supports needed and just a couple droopy holes.
Strength is going to be depend on how you load it. I’m imagining this mounted as you would a door hinge. If the flat part is holding something heavy, the orientation shown would be strongest. There are other scenarios where you might want to consider (is this doing work from the end of a lever, etc)
I’m not sure your final scale, but the part looks chunky enough that if you were to print it in 6walls/6tops/6bottoms 50% infill that it would be very mechanically sound any way you do it.
While standing the part upright (as suggested, “upside-down taco style”) may reduce the need for support material, this orientation is not advisable from a structural perspective—especially if the part is load-bearing.
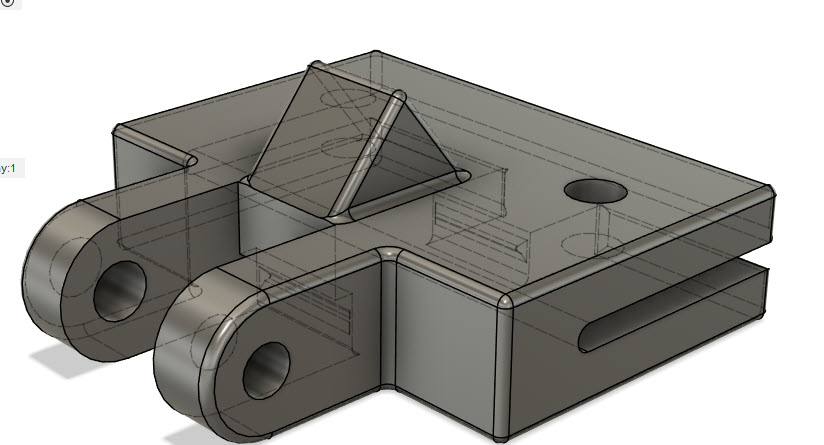
Looking at the design, this component appears to function similarly to a hinge or forked mounting bracket, where shear forces, bending moments, or axial loads will likely act perpendicular to the layer lines if printed vertically. In such a configuration, the layer adhesion becomes the primary factor for strength—which is always significantly weaker than strength within a single layer. This introduces a critical risk of delamination under stress, especially where the prongs or mounting holes are under load.
Additionally:
The prongs (with holes) will act as stress concentrators, and vertical orientation means any lateral force would pull across layer lines—further increasing the risk of failure.
The reinforcing gusset (triangular structure) is meant to handle load transfer. In upright orientation, its benefit is reduced since it spans across layers rather than reinforcing within them.
Even with aggressive settings like 6 walls, 6 top/bottom layers, and 50% infill, you cannot compensate for inherently weak Z-axis strength under mechanical load. Orientation should always prioritize layer alignment with stress direction—which in this case is best preserved by printing it flat, as shown in the original model position.
The swing arms will have to support a vertical downward force so based on this I’ll try printing it flat and, on its side. This is for outdoor use and plan to use ASA so it sounds like PLA should work as support material. I’ll post a follow up with my results.