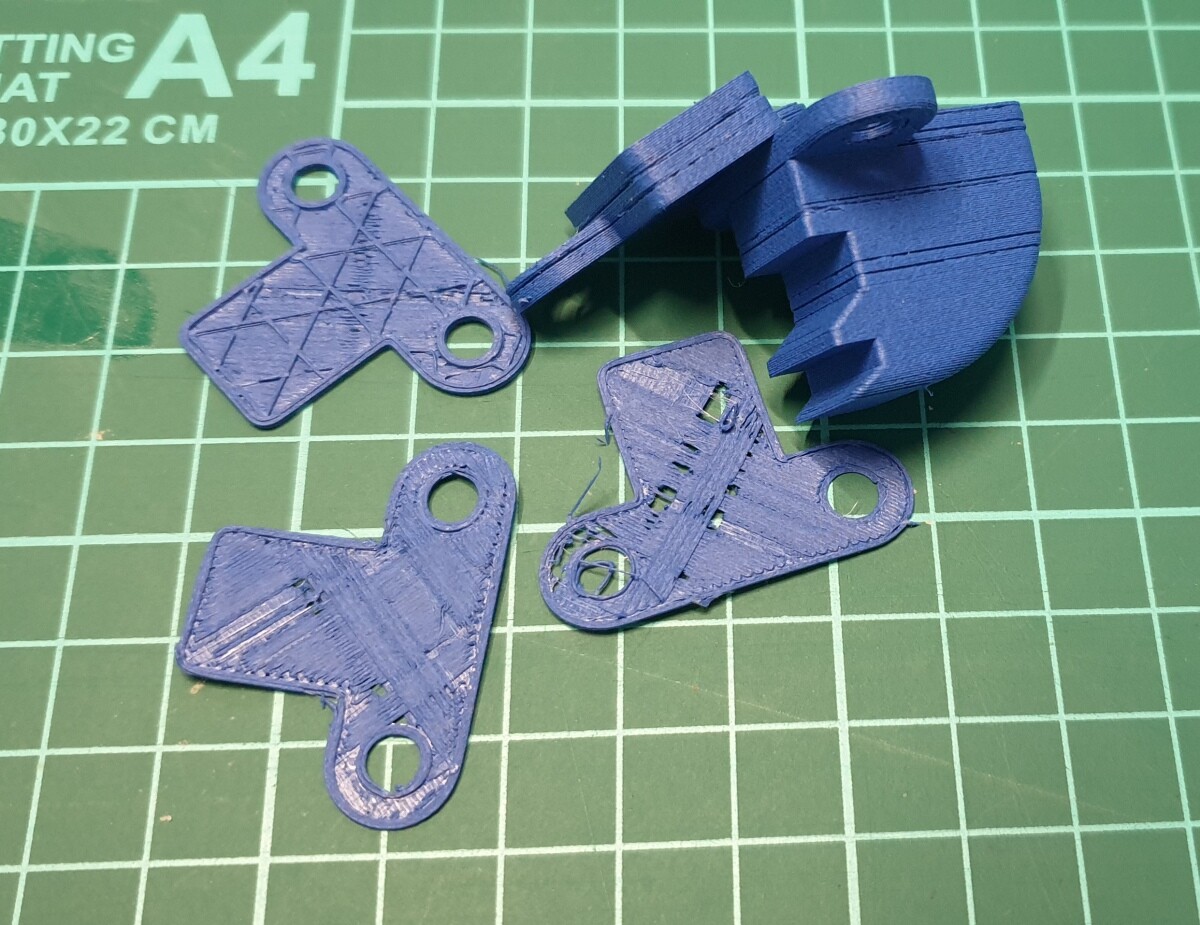
I’ve gone through a whole spool of PLA-CF black, without any trouble. When I ran out, I bought a spool of PLA-CF blue, and I’ve never had a single good print with it. I get missing sections, where the filament isn’t extruded, I get chunks and bits that don’t adhere properly to each other. I get stringing.
I’ve tried everything: 12 hours of drying, 0.4 and 0.6 nozzles, 0.2 and 0.28 layer height, lower temps (210) and higher temps (240), higher max (16) volumetric, and lower max (12). I’ve raised the flow ratio to 1.02 and down to 0.9. I’ve dropped the speed by half. Absolutely nothing makes a difference, I get missing lines all over the place, for no reason I can discern.
This could be the filament or it could be the machine. Do you have some other filament to try (doesn’t matter what)? If another filament does it, too, you’ve got something wrong with your extruder. If another filament doesn’t do it, there’s something wrong with this blue PLA stuff.
Defects are pretty “sparse”. I’m betting on the filament. A few random spots here and there where it’s less than 1.75mm and when you hit it, it under-extrudes. If you have a set of calipers, you could check at a few random spots and see if you can find any low spots.
You need more data to be able to diagnose further.
Your setup? (machine, AMS or dry box, PTFE length)
Not that merely changing color should be the cause, assuming both are Bambu’s. These defects look like possibly partial clogging or filament grinding. Both are common issues after printing PLA-CFs for a while. Cause can be residue build up within the nozzle or excessive frictions in the filament path from AMS lite, too long a PTFE, especially for machine with smaller extruder gears. Not the case here but it also worsens near the end of spool due to the filament’s rigidity.
It seems like you are taking a shotgun approach to changing variables, but what I didn’t see in your post is whether you ran any manual calibration tests. Did you do this? Simply changing settings and hoping for a different outcome is not an effective way to diagnose issues.
I would suggest running both the max volumetric flow test and the PA Tower test. Both will clearly reveal gaps if there’s an interruption in filament flow.
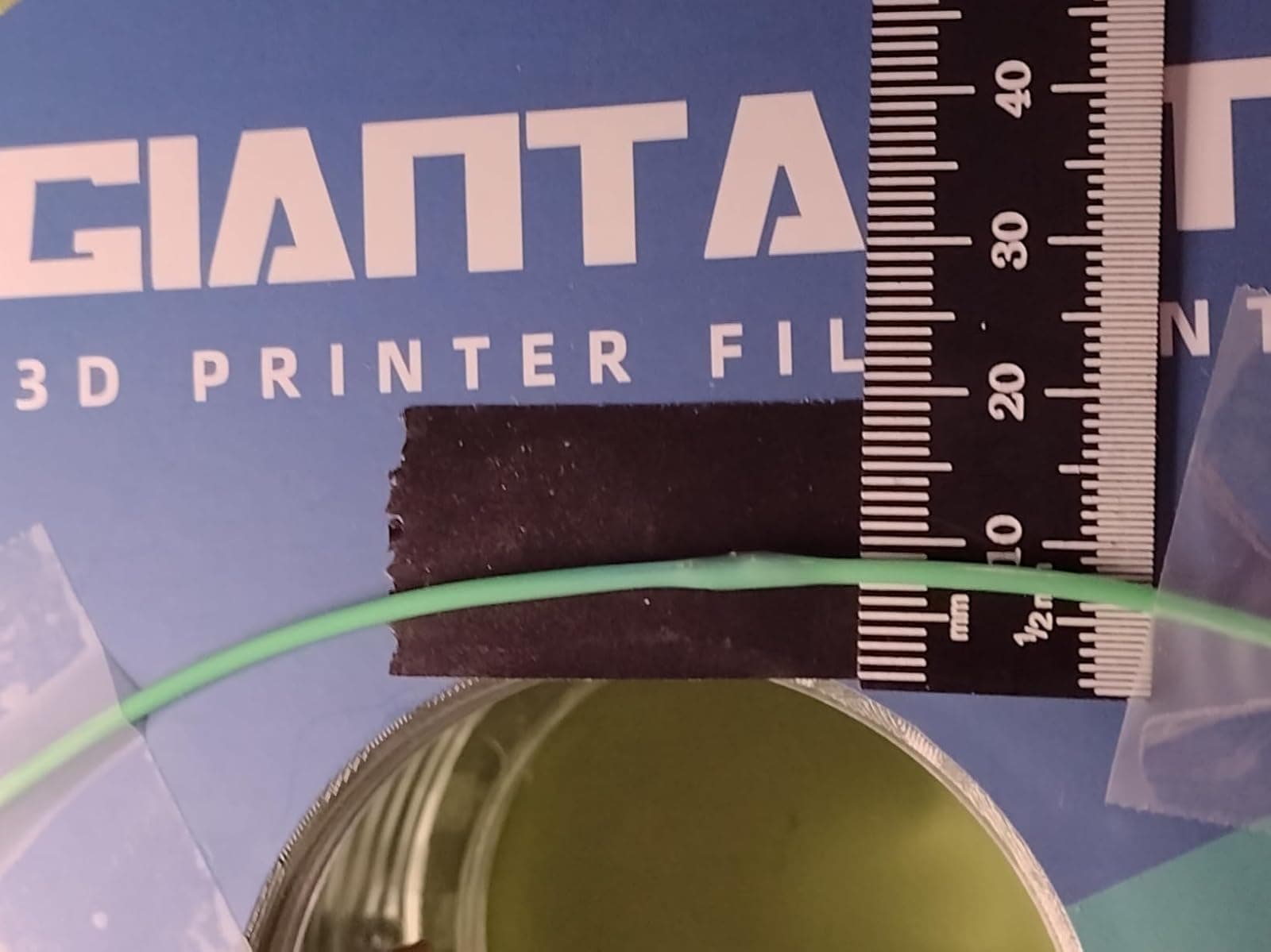
As an additional check - though this has only happened to me once, with a Giantarm multicolor PLA spool - have you measured the filament diameter? While most filaments aren’t perfectly uniform at 1.75mm, the extruder typically compensates. However, I once received a spool where color splice points had bulges up to 2.47mm, which caused jams. I ended up returning it.
@illien - Setup: A1 with and without AMS. When the AMS looked a little jerky feeding the filament I tried without it, and got exactly the same result. Yes, all Bambu filament.
@Olias - Well, if by ‘shotgun approach’ you mean ‘tried everything before asking for help only to be told ‘dry your filament’ 20 times and then suggest all the stuff I’ve already done’, then yeah. I call it something different.
I am unsure why you’d want me to see if there are gaps in the filament flow when I already have fairly obvious gaps in the filament flow. What will this tell me, if I get more gaps? Genuinely don’t understand.
As for the filament width, I got 1.74 or 1.75 across about a metre of checking. I also opened up the extruder and checked the gears, and while there was a small amount of (mostly blue PLA-CF) detritus, there was nothing that clogged any of the treads in the grippy wheel, or the gear.
There’s a few things I’d suggest trying for potential partial clogs and filament grinding
unscrew the filament cutter and check whether the extruder gear is clean
cold pull the nozzles or use a cleaning filament to clean it
ensure the room isn’t too hot, ideally no more than 28C
One of the reason I suspected was the defects all appeared near places of solid/sparse shift and overhang → straight wall speed changes.
Post above yours did say that I opened up the extruder and the gears are pretty clean, certainly nothing that looks like it would prevent the filament being gripped well.
The nozzles are fine, all my other filaments (including black PLA-CF) print fine.
You might be on to something with the overhang->wall shift, but while there’s a bit of thinness there, the missing lines and other gaps appear literally anywhere, and frequently. They’re happening on every external wall, in any location, and flat surfaces are likely to have gaps as well.
And it’s winter here, the room is definitely not hot. =)
If black pla-cf did fine you probably have good evidences to ask support for a refund on the jeans blue. That’s interesting, I’ve used most other colors but never this one either.
Calibrations or dirty extruders would not be selective about the filament color. If the only filament that does this is the blue stuff, and you’ve done at least one print with another filament and didn’t have the problem, the blue stuff is the problem.
Yeah, that seems like an easy conclusion to reach, but every time I suggested it in other places the answer was always “The blue colour additives change the properties of the filament and you need to dial it in.”
Thanks, everyone, for lending your brains to this problem.
OK, so, an update, of sorts. Going back to the black PLA-CF didn’t really solve my problem, I was struggling to print it with any amount of consistency. What was really interesting was the filament hub. It was compressing the spring fully, as the extruder gear was pulling but the filament wasn’t coming through the PTFE tube. So, I took the hub apart, it was clean. The PTFE tubes worked fine with other filaments.
So I put the blue PLA-CF in my Sunlu dryer, which doubles as a spool feeder. Same problem, the extruder gear was pulling but the filament wasn’t following.
So I put the blue PLA-CF on the Bambu external holder and ran it without any PTFE tube, and it… worked, briefly. Then it stopped working. I tried the black, and it was working… sort of.
What was happening now was… The extruder was pulling, the hub was compressing, but if I held the filament with my fingers, even lightly, the extruder would slip and the filament would stall.
So at the same time the extruder is pulling super hard! And so loosely that it could be stopped with a light finger touch.
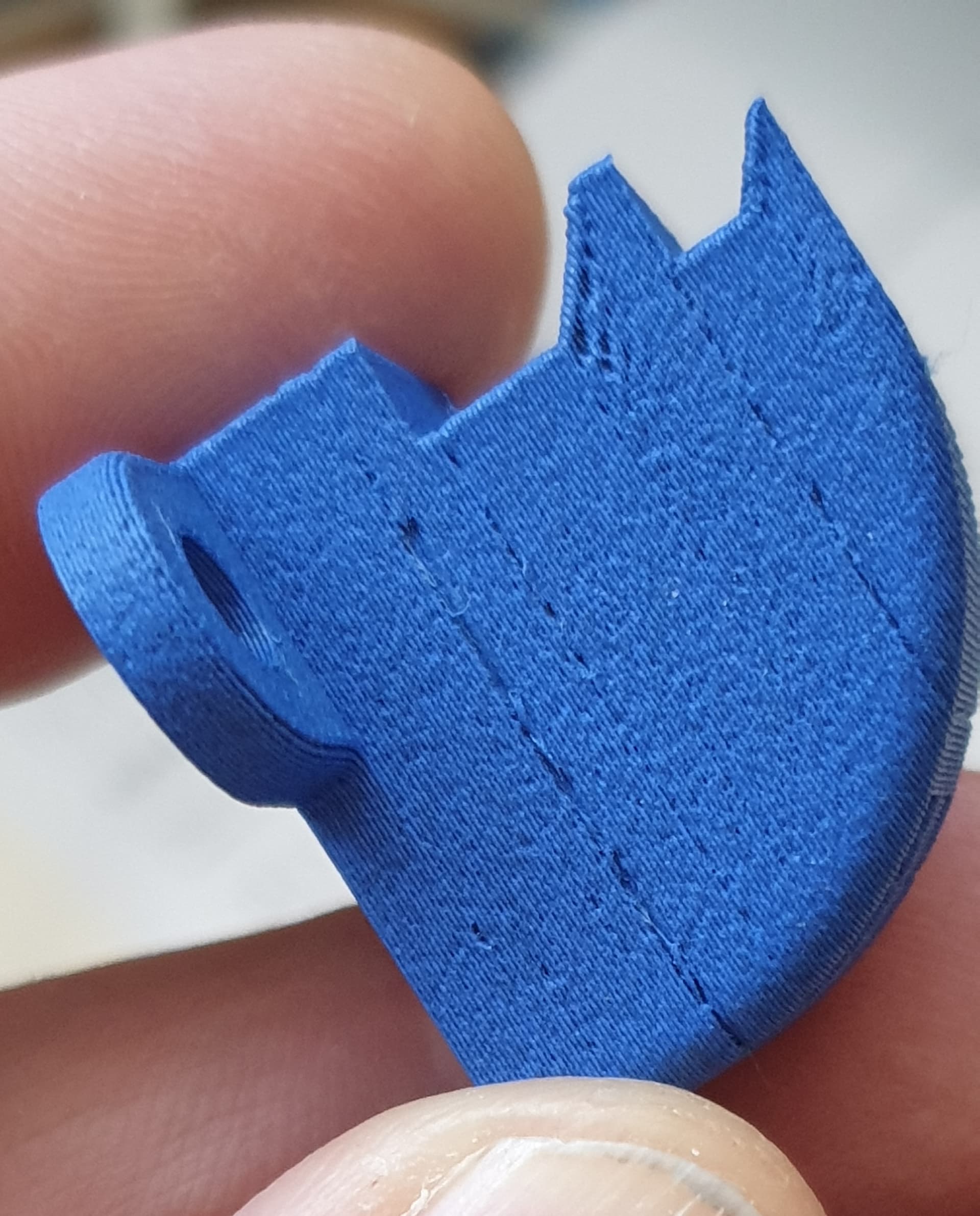
Looking at the filament, it seems like the CF ‘coating’ is coming off very easily, there are some smooth spots. For sure this would explain the blue detritus around the extruder gear.
But I can’t wrap my head around ‘pulls real hard’ and ‘pulls not at all’ happening at the same time.
That ‘coming off’ is filament grinding. And it damages the filament strand so that section of filament should be cut and removed.
In my experience, the A1 experiences more filament grinding than H2D with PLA-CF, small diameter of the extruder gear = less contact areas with the filament. But that should simply be solved with a clean teeth, low friction filament path and fresh undamaged filament strands. If not, probably something has gone wrong in the extruder gear set.
Problem solved: it was the extruder gear. It didn’t look worn, but apparently it very much was. Ordered a new one, slapped it in, and all troubles gone.
so, somewhere between 450 and 500 hours is about as long as the extrude gear lasts. My printer’s at ~505 now and I’ve been struggling with print quality for a while.
I use primarily PLA. I’ve used exactly 1 spool of PLA-CF since getting the printer, so it’s certainly not the cause. The extruder gear I had was the one that came with the printer.
I did think 450 hours wasn’t a lot. Dunno why I got lucky.
From the factory, the P1 series has non-hardened, stainless steel extruder gears, which I no longer see available as replacement parts except as part of a complete extruder. The X1 and A1 series have hardened steel gears as original equipment…