Hi, I moved from the Prusa 3+ to the X1 Carbon. On the Prusa, removing the printed supports made from the same material as the primary print (PLA) was very easy. When I to use the same (PLA) material to print the supports on the X1, it’s close to impossible to take the supports off. I’m using the default support configuration. What am I missing? Do I have to use a seperate, PLA support material for the supports? I’d like to avoid that as it adds a lot of time to the print. Please help?
2 Likes
Try switching the supports from the defaults to Tree… those are thinner and much easier to remove.
You can also check “Supports on build plate only” to stop supports being generated going from one spot on the model to the other, if that makes sense; with this checked it will only generate supports that can connect to the build plate.
1 Like
+1 for Tree Supports.
I too went from a prusa to a bambu and at first I thought exactly as you are saying, the supports were much more adhered on the bambu than I was used to. So much so that it was damaging the quality of the surface. I did try using different material for supports but that comes with more filament changes so your time to print increases, but that did help, the supports were easier to remove.
After printing with a bunch of different filament on the Bambu, I’ve amended my opinion that overall, normal supports are harder to remove on the bambu to, it depends on the filament. Sometimes the supports almost fall off and other times they are part of the print.
1 Like
Depending upon the material, I have found increasing the top and bottom support distance from the standard 0.20mm to 0.22mm has helped significantly with removal. PETG-CF can still be problematic sometimes for small details. I believe it is due to the speed the filament is being layed down, the support structure is still slightly fluid when the outer layer is laid on top of it, so it tends to fuse to the support. There may be some tuning involved to increase part cooling fan speed when the support is laid (if that’s possible even?)
1 Like
I have good success with just printing the support interfaces with PETG when printing PLA. Printing the support itself in PLA aswell. Usually, but depending on the model, reduces filament changes and thus print time and filament waste.
PLA and PETG come apart very easily.
1 Like
Does it technically ‘work’ ? …yes…
But, it does not look good. Take for example something I printed tonight - I used tree supports and it tore up the surface pretty bad… But… technically, it worked, but the part was still in one piece (minus the support waste).
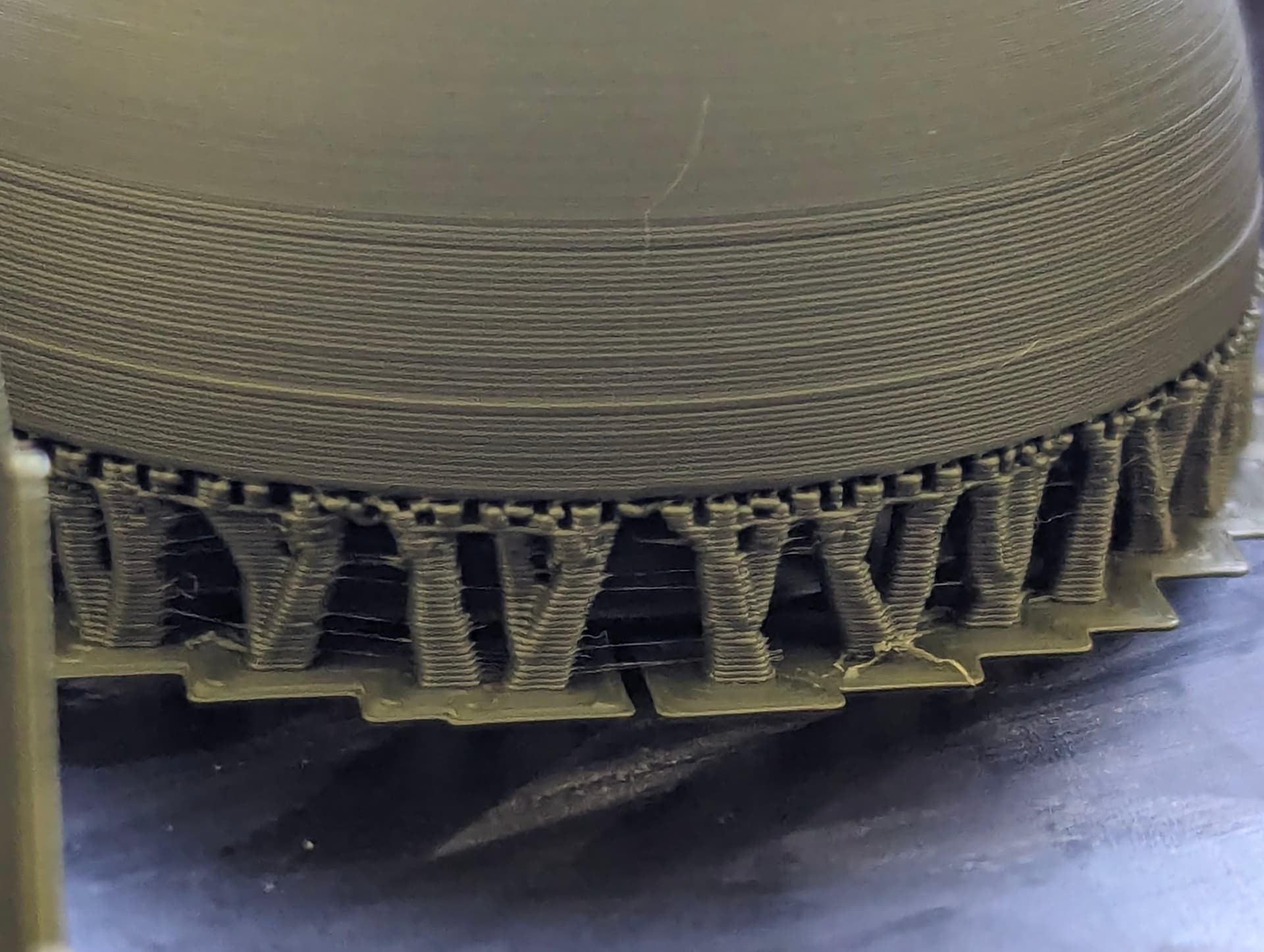

I’m just a novice at printing, so maybe there’s a better way… but, these things don’t exactly come with a how-to manual.
(Just saw this in X1 Carbon directory - This is a P1S print, for clarification)
It might surprise some people but never really bother using any different filament for my supports…
Especially not for PLA…
The key is to have the filament properly calibrated first…
After that it is ‘just’ a matter of tuning the default Bambu support settings to something that is NOT designed to fuses everything together.
Like you I came from a different world and struggled to understand why the supports are such a pain in the behind…
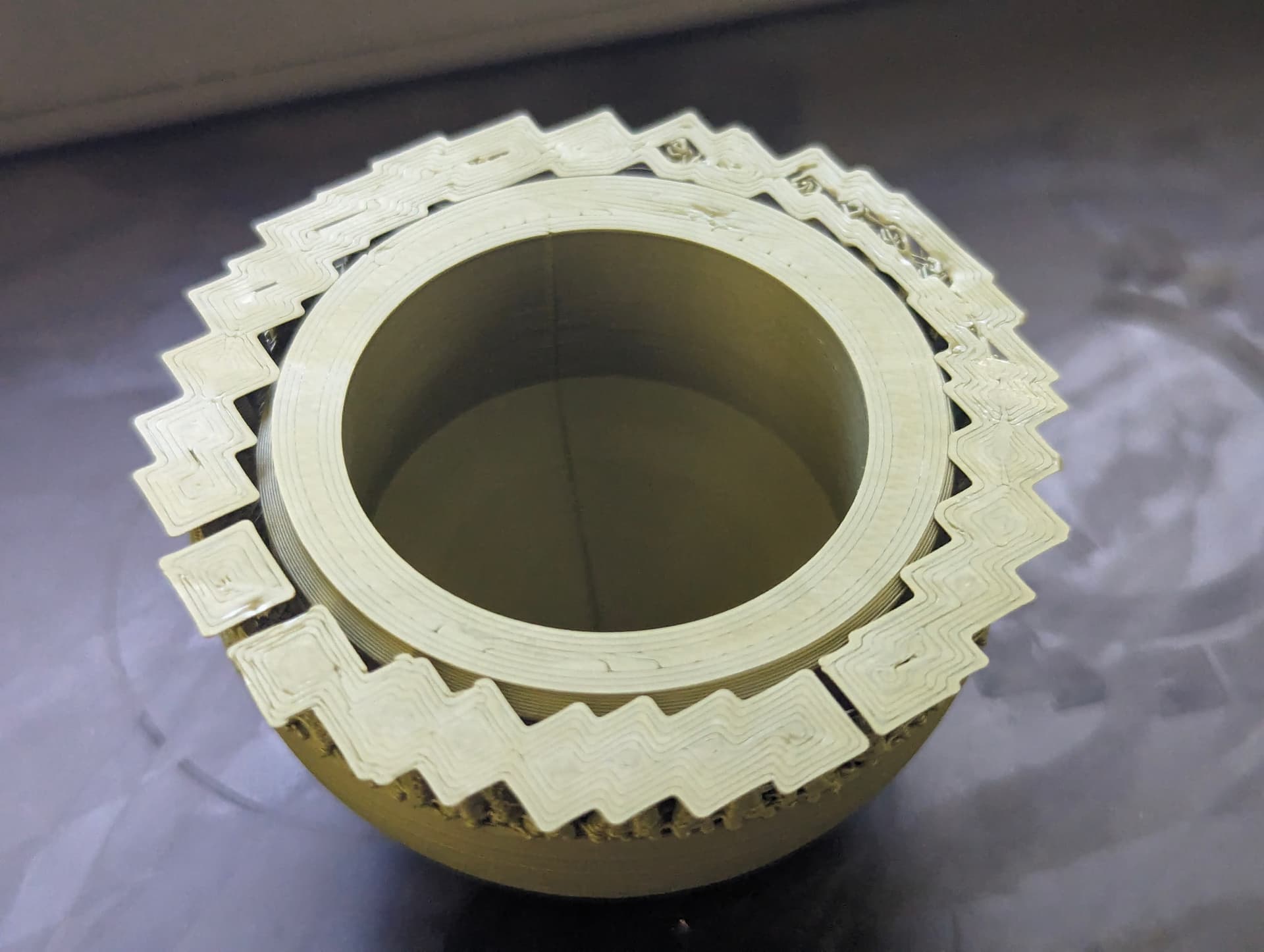
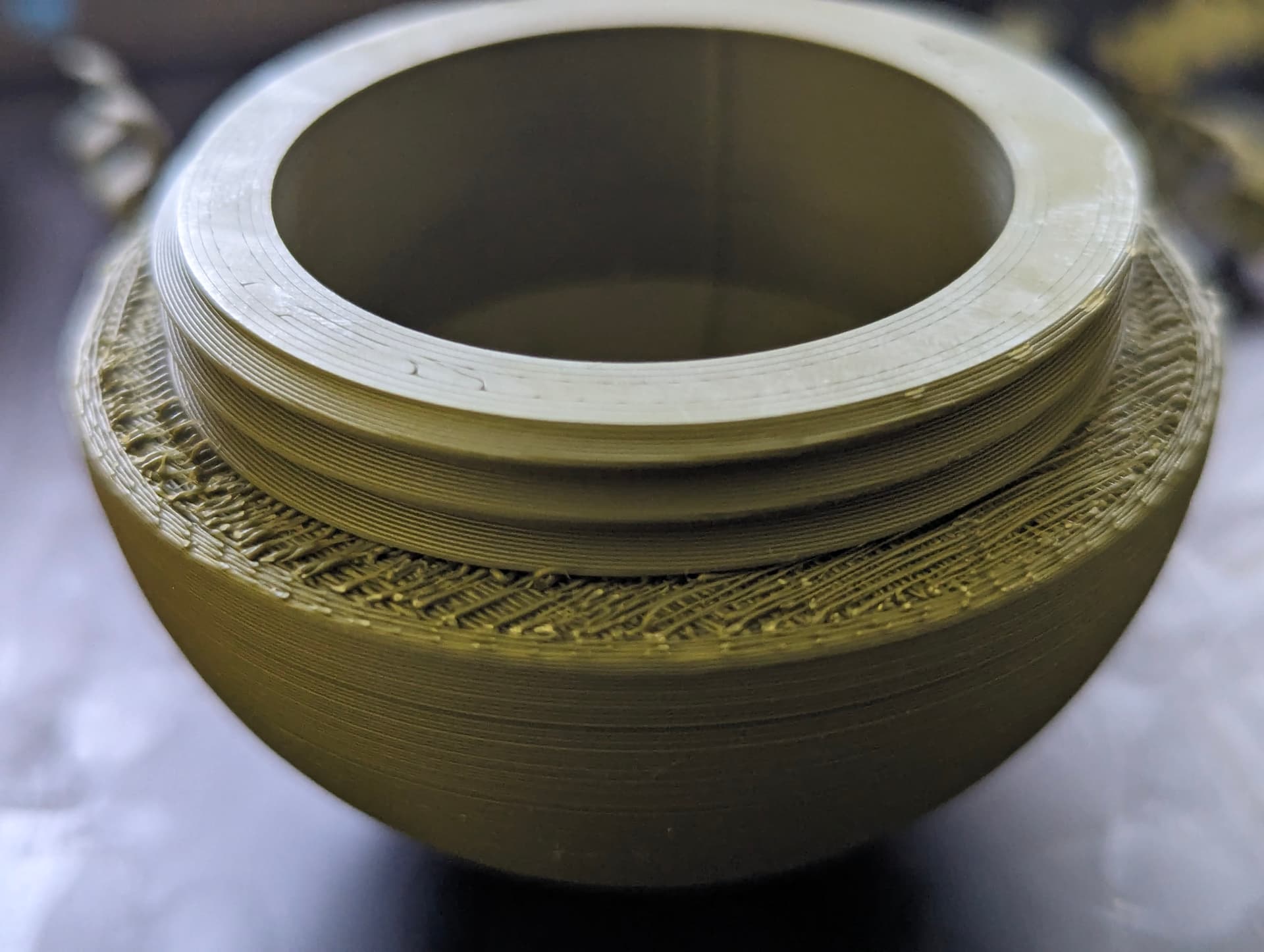
Assuming you use PLA and judging by the images I would not accept this surface quality.
Meaning I would check and adjust my calibration in order to get the best and most accurate print quality first.
Here is the standard settings I use for PLA and PLA supports:
Normal (auto) with Snug enabled, threshold angle according to model needs and bridging capability.
No raft layers…
Support wall loops 0
top Z distance 0.22mm, same for bottom.
Base pattern rectilinear - or what the model requires.
Base pattern spacing 6mm.
Pattern angle as the model requires.
Top and bottom interface layers: 3 !
Interface pattern: Default.
Top interface spacing: 0.5mm.
Normal support expansion: 0.
Support/object XY distance: 0.5mm.
Support/object first layer gap: 0.2mm
Tick the box for Don’t support bridges - can save a ton of support material on some models.
Tick the box for independent support layer height.
All this based on 0.4mm nozzle and the default 0.20mm profile.
With the above my supports in some cases almost fall out and if ‘stuck’ in some complex shape with top and bottom surfaces I just pull the lot out with needle point pliers…
Give it a try as a baseline and tune from there - good luck!
1 Like
Settings matter A LOT. I was printing some parts that were made by one of the Bambu Lab partners (The coffee WDT kit). Their supports had the most optimal configuration. I’ve taken note of all the changes from the defaults and successfully printed other parts that needed supports.
Another thing that I found out was that using a thin, metal object to separate the top and the bottom or rather the object from the supports also helps a ton! You just have to make sure that it’s thin but not too sharp as it’s easy to injure yourself. Breaking off the supports using pliers without this prior step doesn’t work well.