I am still somewhat new to 3D printing and after a pretty steep learning curve I’ve managed to get some decent prints with a third party PETG filament for a while now, after a lot of calibration and trial and error with the filament settings. So far I’ve been using the four same spools from the same manufacturer and it’s been working well. I set everything up for one of the spools and it worked well with all four.
But yesterday I received 4 new rolls of the exact same product, but different colors, and the prints have not been ideal. I am not sure if I’m supposed to run both the Flow Dynamics and Flow Rate calibrations again? They values were working fine with the previous colors. I noticed the K factor results from the automatic flow dynamics calibration are quite different, 0.079 for the new ones vs 0.052 for the old ones, is this normal?
The colors are very dull, especially when compared to the Bambu Lab matte PLA. The PETG looks much better on the spool. Is this normal? I have attached an image of a Bambu Lab PLA spool, a print in PLA, a print in PETG and the PETG spool. This was my first print with this spool and I simplyused the settings from the older spools.
Notice how the PETG print differs from the color on the spool, especially when compared to the PLA print/spool. The filament on the spool looks red, but the print is almost pink.
It looks like each layer is varying a bit in color tone, and it really doesn’t look good. This issue doesn’t seem to be present in the white layers.
Am I doing something wrong, have i misunderstood the concept or am I missing some important step for the calibrations? Do I need to do both of the calibrations in Bambu Studio for every spool? Should I use Orca Slicer instead? Or is this just a low quality filament?
JAYO is a bargain brand, or at least, that was my assessment from their PLA offerings. Their overfilled 1.1kg spools are a nightmare too for AMS at the beginning of the roll, the spaghetti loves to unravel on rewind.
Regarding different pressure advance calibrations per spool, if its from a different batch (like if you bought it at different times) that is something you should probably do a quick sanity check on, regardless of brand. (bambu included, they subcontract)
I actually dont know how bambu studio handles pressure advance at different flow/accels, but thats also a possibility - generally as you crank that hog faster, the PA value should decrease along some sort of projected curve. (You may find PA 0.07 at 10mm3/s, PA 0.05 at 20mm3/s, etc etc) Orcaslicer accomodates this with the adaptive pressure advance settings, where you can save multiple values for multiple extrusion rates, instead of just one flat value.
Settings may need to change for different colors. I have had to recalibrate PLA basic for the grey color to get decent prints. If you have 4 new rolls, they may need to be dried to get good prints. PETG is a little trickier to print than PLA.
Wait what is pressure advance, is that the same as dynamic flow?
Do you recommend I use Orca Slicer then?
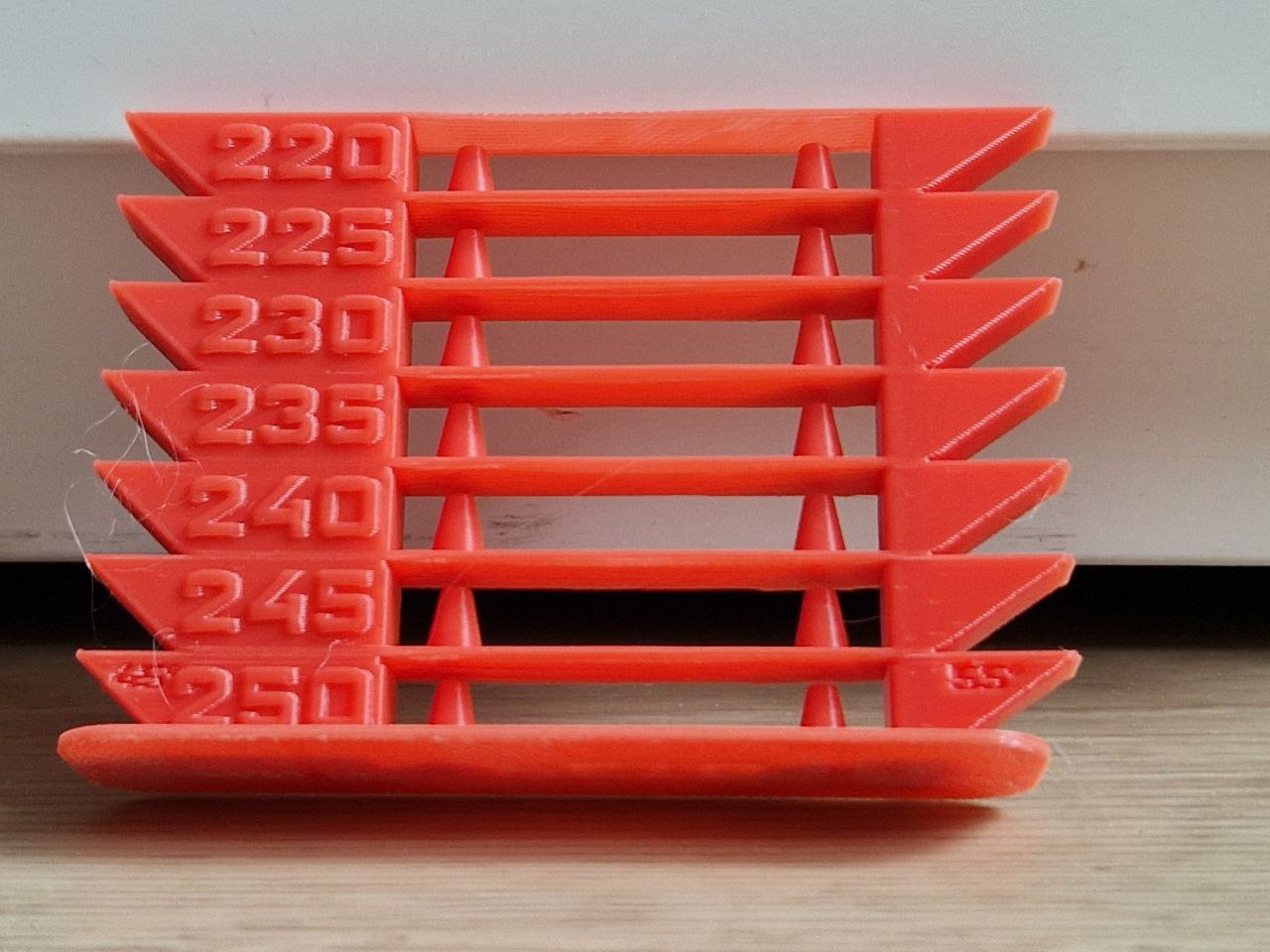
I did a temperature tower and it came out looking pretty good, should I generally go for the highest temperature that still looks good, for a better layer adhesion? Should I also look at the overhang quality when deciding?
Haha yeah, bargain (to me) means it’s among the cheapest, still prints successfully, but to not expect perfection because you will not get it and will drive yourself insane trying to get perfect surface quality out of it. There’s lots of reasons, but they usually come down to that +/- 0.02 diameter being fudged. Manufacturers know that as long as it’s not out of spec like +0.10 it won’t get stuck in machines, but it still means the flow is fluctuating.
Pressure Advance is what the open source world calls bambu’s K value. It is the measurement, in seconds, that the extruder motor’s actions are adjusted to compensate for the time it takes for forces to travel down the strand of spaghetti and into the molten puddle in the tippy tip of the nozzle acting like a hydraulic ram. Springy material requires more, stiff materials require less, generally.
I recommend bambu studio to start with in general as there’s less mental overhead for the printing process. But orca can do what bambustudio cant when you’re talking cutting edge community features or advanced tuning.
Your temp tower looks good in general. You can see the hints of upward curl on the overhangs tips at 250, and the insufficient material on 220’s top/bridge. I’d say to select 250-255 for strength and 230-235 for decorative (as long as the layers are adhered acceptably, try to break it), and in general your filament’s “dryness” looks good.
The short answer to what temp you select is “it depends on the model” Welcome to the rabbit hole of material science lol. The more you learn, the more you will come to appreciate that PLA is amazing because it is so forgiving to the FDM process… it keeps 90% of its qualities in a wide range of temps, cooling, speeds, etc.