Collision wise I don’t see any issues if one layer height is an exact increment of the other.
If your left nozzle is 0.2 with a height of 0.1mm and the right one 0.6 with a height of 0.3 mm, you simply do 3 layers with the left one and then 1 layer with the right one. The nozzle height of the right one would be equal to the previous pass with the left nozzle. So no collision at all.
Restriction is that the nozzle with the smallest layer height always needs to come first.
But the second one is the path distribution for those nozzles.
If you would only want to print the exterior wall with the 0.2 nozzle, you print 3 layers of approximately 0.22mm wide and total 0.3mm high and then push a 0.66m wide seam directly against it. The forces might push your thin wall of 0.22mm a bit aside causing visual artifacts on the outer wall.
For 2 totally different layer heights the problem becomes even more complex.
So I can imagine that they need to think about it and test before they release something that works in all cases.
As long as the Z height of the current nozzle isn’t lower than the previous one within the same object I don’t think layer heights even need to be exact proportions of each other for different size nozzles to work.
i.e. If we have 0.4 with 0.2lh and 0.6 with 0.3lh - you could do:
Z 0.2 - 0.4,
Z 0.3 --------0.6,
Z 0.4 - 0.4,
Z 0.6 - 0.4 -0.6,
Z 0.8 - 0.4,
Z 0.9 ------- 0.6,
Z1.0 - 0.4,
Z1.2 - 0.4 - 0.6. etc.
If perimeter is on the 0.4 then it would be first in all cases in the example I gave,
I don’t think I would do an extra tool swap though just to ensure that one particular nozzle does the perimeter first or last - but I guess that could be an option in the slicer if it would affect print quality.
My H2D order now in - so looking forward to getting into this more once I arrives - if necessary overriding GCode to try and see what sort of results I can get out of mixed nozzle sizes.
I note that the H2D scans the nozzles somehow to know what type and size they are.
I wonder if it is going to be possible to manually override this to get the printer to start a print with different nozzle sizes loaded
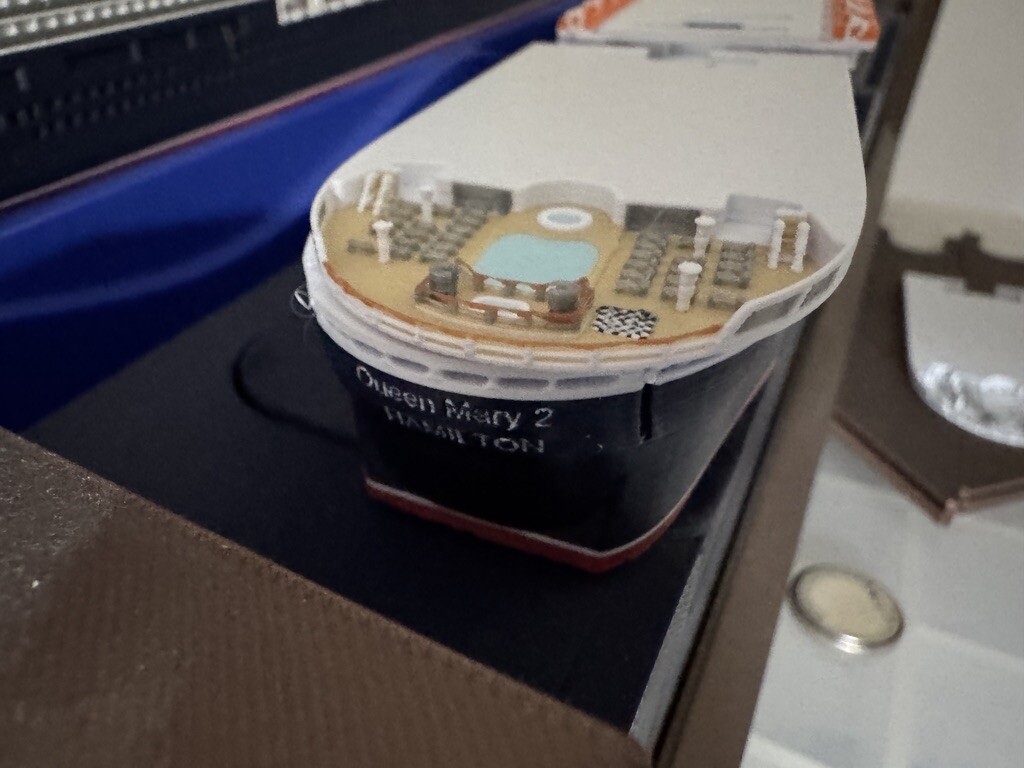
So far really liking the 0.2mm capability of the H2D - makes multi colour printing at 0.2mm a lot more viable for me.
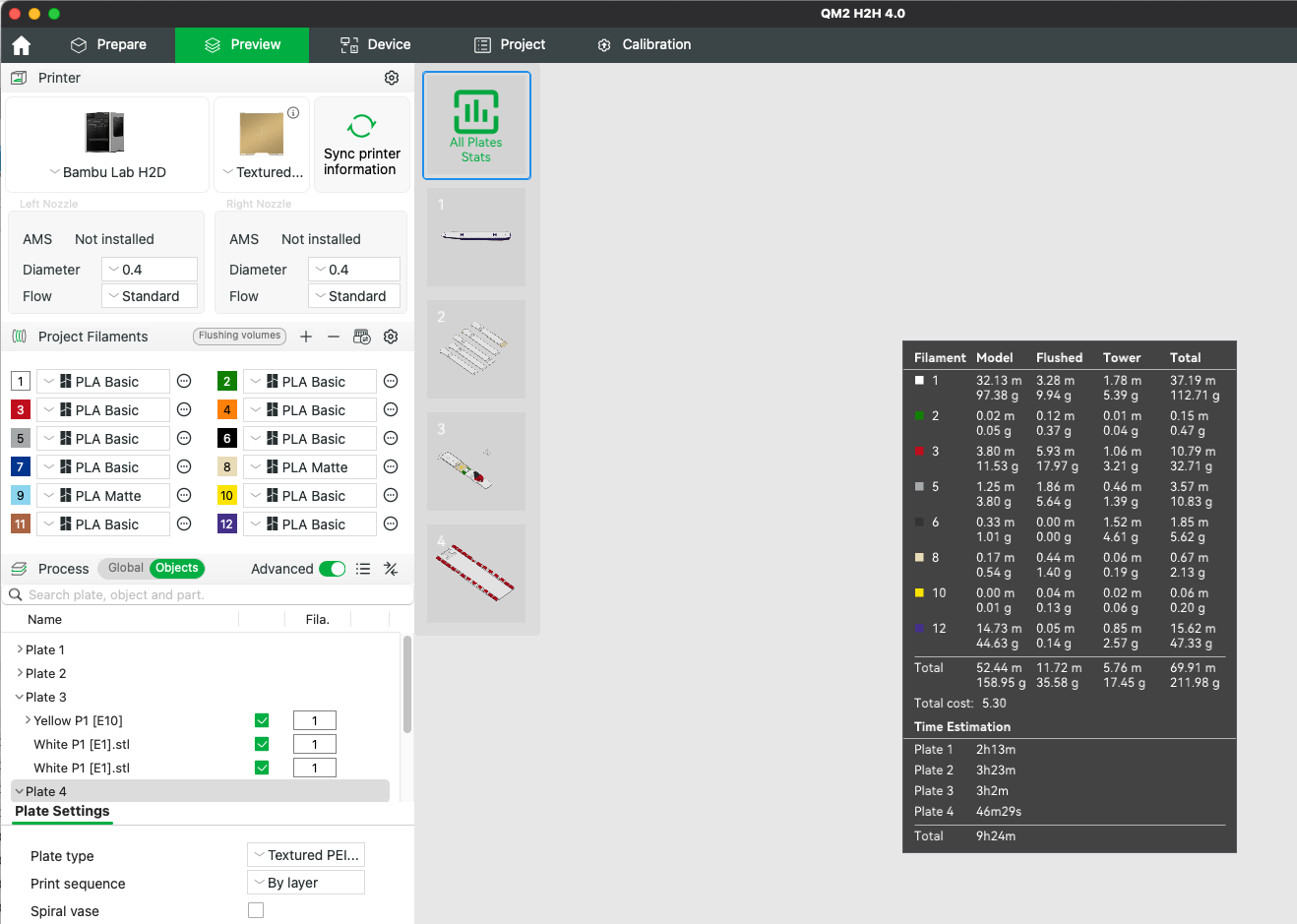
However it is amazing how much extra time going fully 0.2mm goes - increasing print times for some decks of my ship from say 2 hrs to 9hrs for example.
So the approach I am taking initially is splitting the decks up into details parts that need 0.2mm and less detailed parts that can work on 0.4mm
The ease of switching nozzles (vs X1C) is making using 0.2 and 0.4 in the same model (not print) much more viable too.
Being able to mix 0.2 / 0.4 would greatly reduce the complexity, remove the need for extra wall between parts, and mean use of 0.4mm could go a lot further. But you would of course lose the ability to do efficient 0.2 <> 0.2mm colour swapping as you would only have one 0.2mm nozzle.
On this ship - so far the rear and front of the decks, including the tiny 1.5mm text is using 0.2mm and the middle decks and main hull is using 0.4mm
Thanks - quite a few more decks to go. Will add up all of the times once it is fully sliced. Got the printer on Monday, so far about 8 hours print time.
The next deck is going to take about 5 hrs by itself as I am going to do the whole thing as 0.2mm - due to it having railings all around.
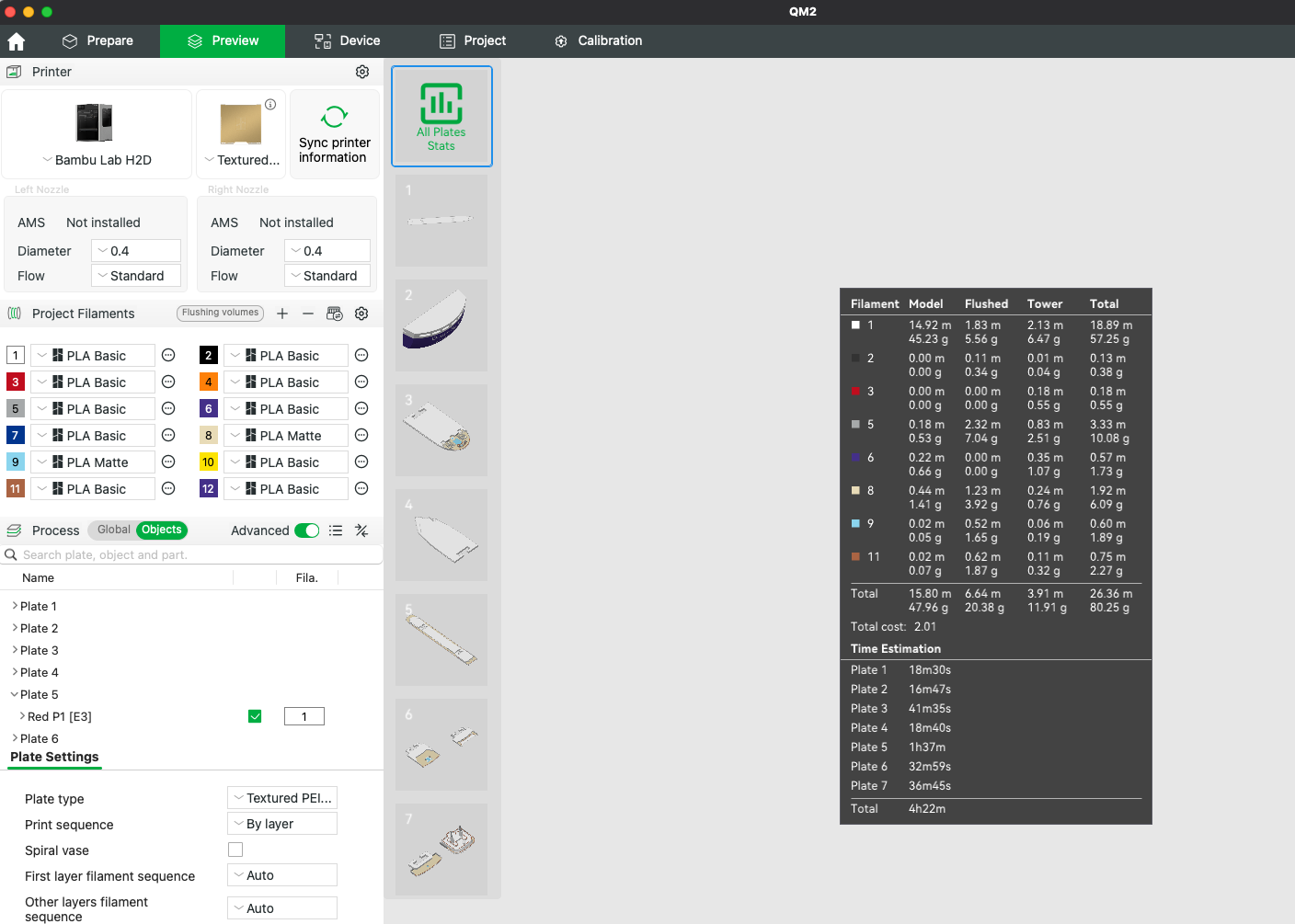
For scale purposes the ship is too long to fit on the bed - but fits on the H2D rotated 45 degrees.
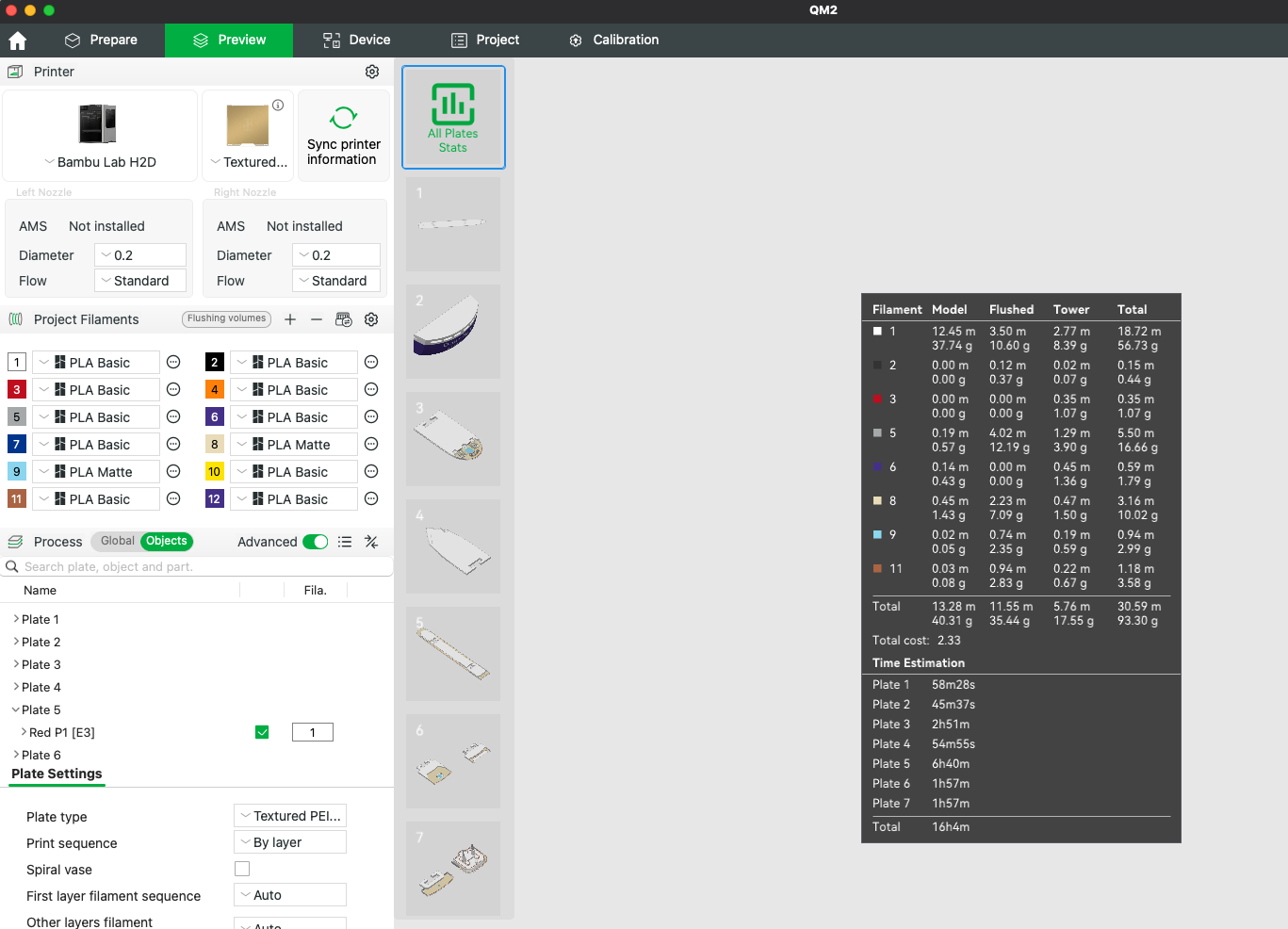
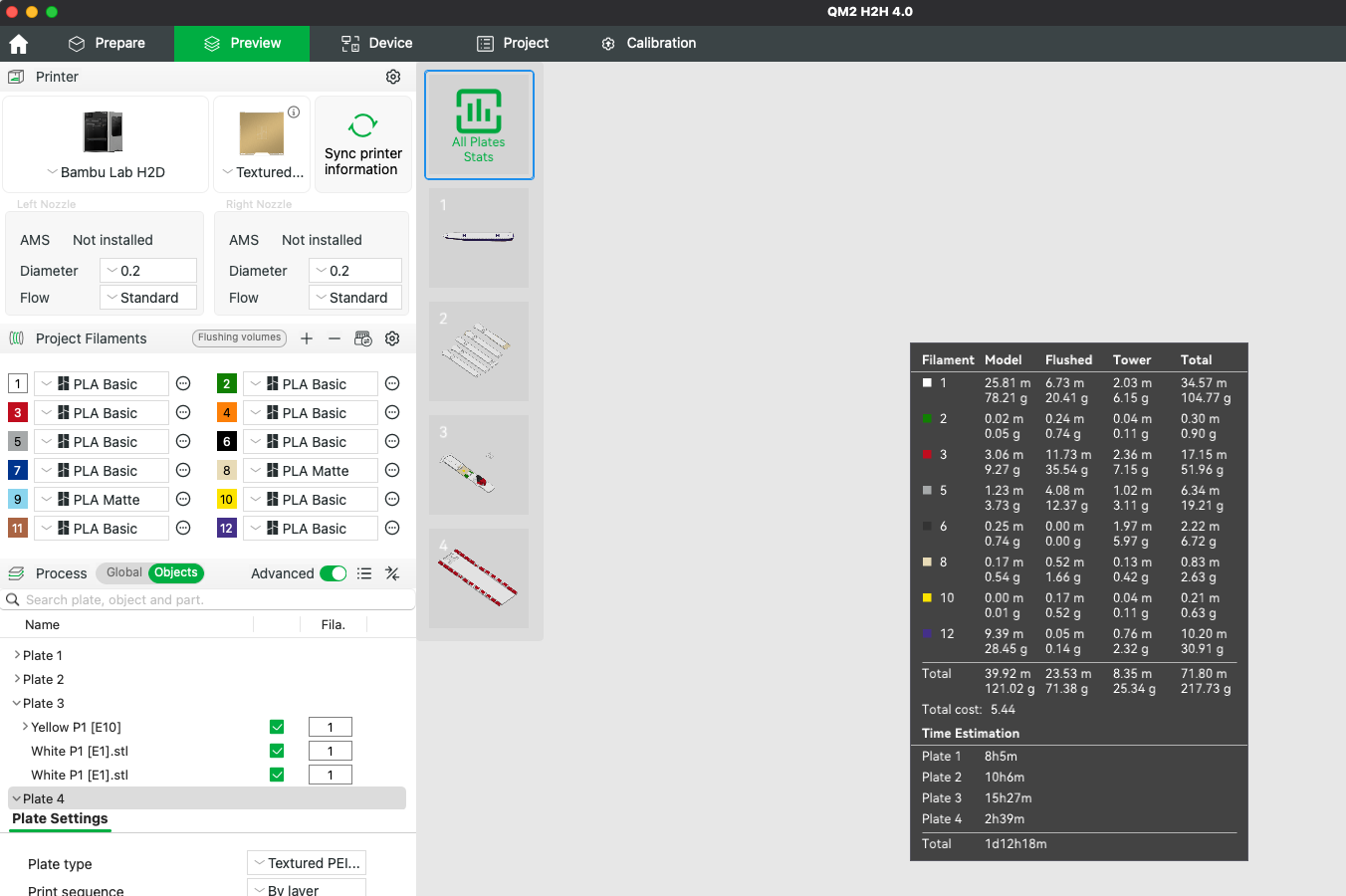
So overall saving from printing just essential sections at 0.2mm vs the whole lot = 9h24 + 16h4m = 25h28m. vs 36h18m + 16h4m = 52h22m = around a 50% saving in print time by splitting up model and printing some parts in 0.4mm on an H2D.
If the H2D could do mixed 0.2 / 0.4 printing - then you would lose some of these time savings due to having to do more single nozzle colour swaps - but would probably gain a bit of that time back by doing more at 0.4mm
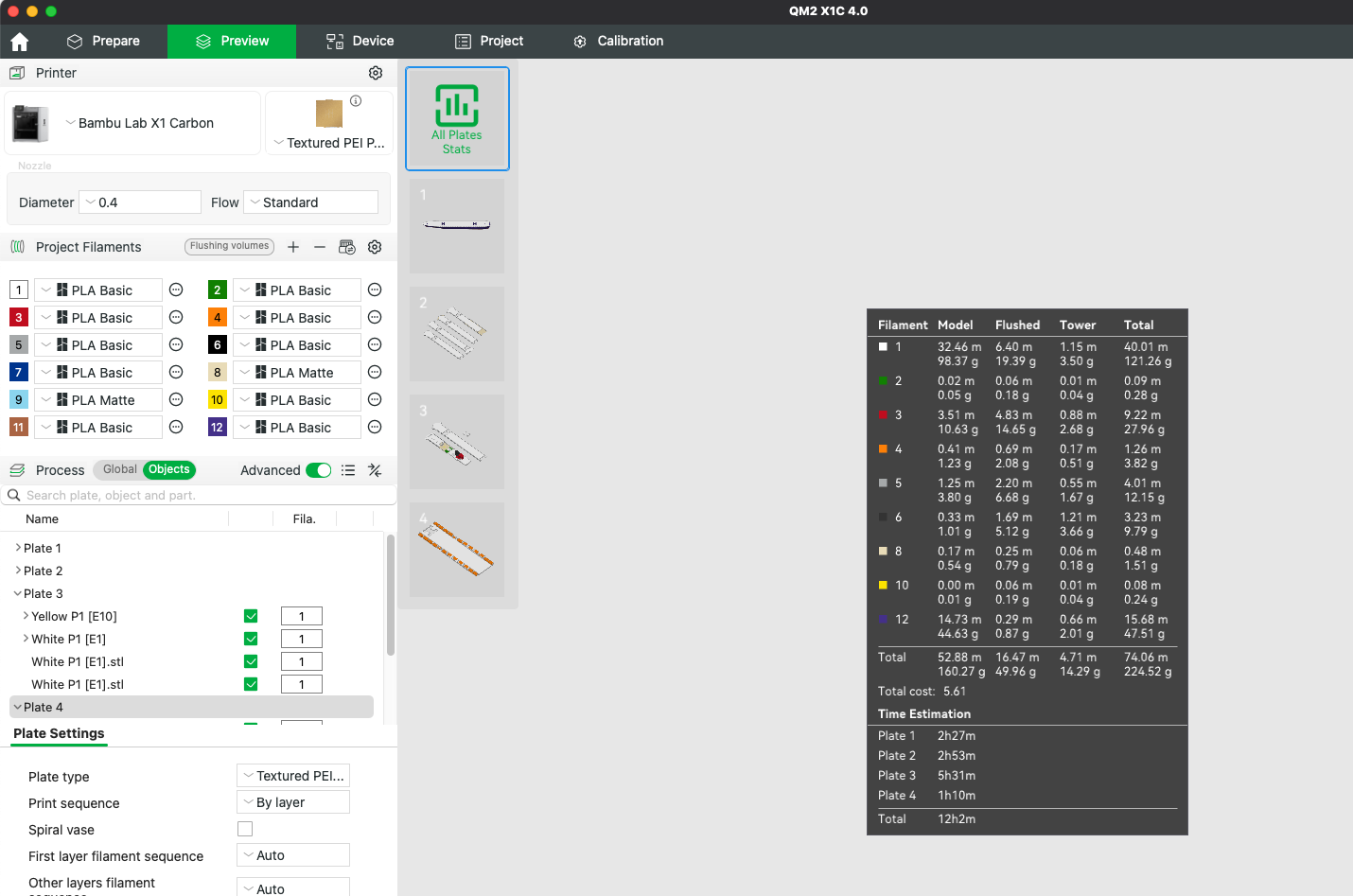
Another comparison - printing the 0.4mm sections on an X1C (which is probably what I will do for some of them). 12h2m vs 9h24m on H2D - due to faster and less wasteful 2 colour swaps between nozzles.
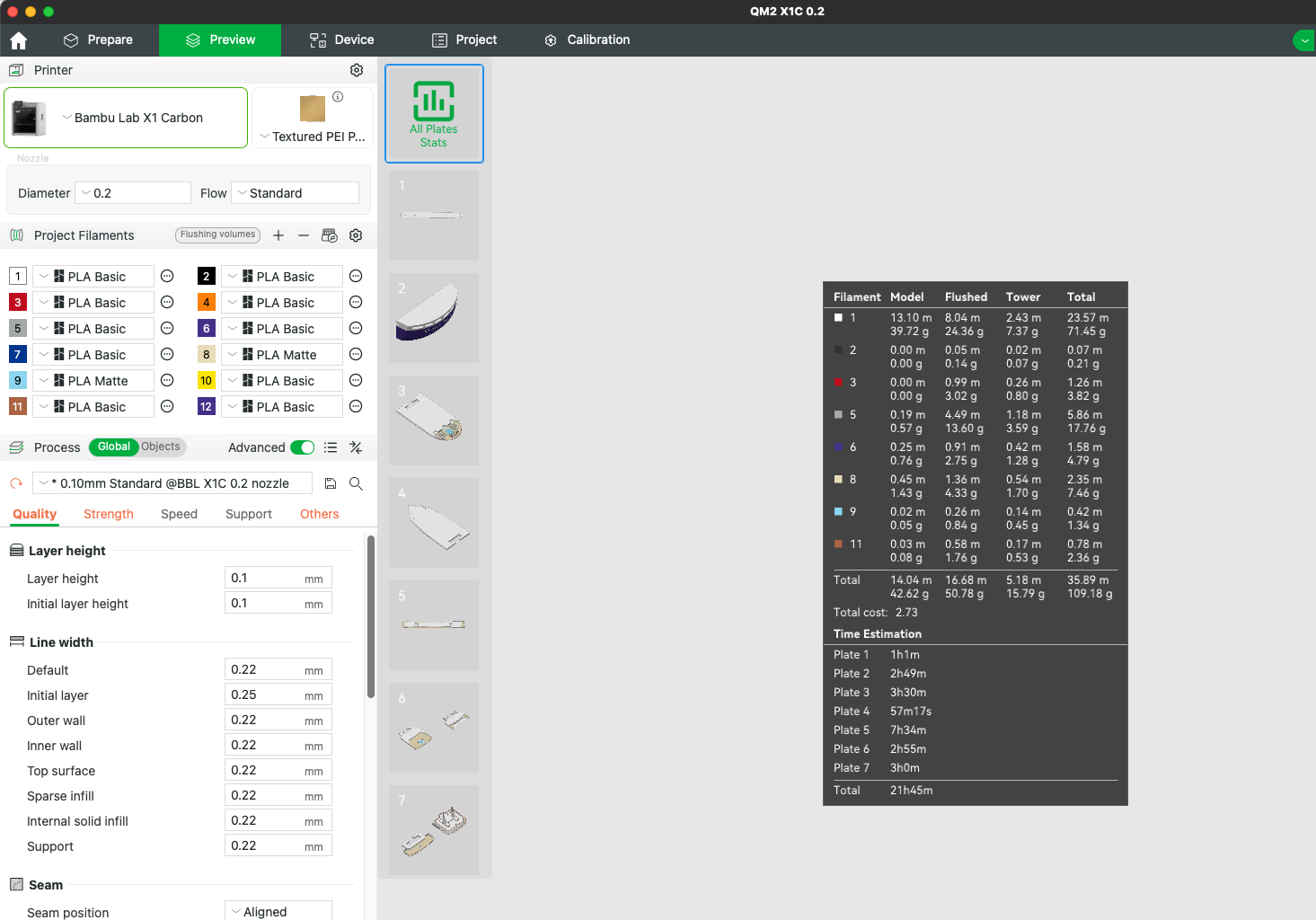
For the 0.2mm sections - X1C 21h45m - vs 16h4m on H2D - so for my models H2D brings about a 30% saving in time, plus flush waste on X1C 50g vs H2D 35g - so similar around 30% saving in waste.
As others have (correctly) stated, this is a slicer software issue.
No idea when it will be resolved but it’s not a hardware or firmware problem. Just waiting for the software people or open source people to get this sorted.
If anyone has a list of machines/software with this capability, it would be interesting (to me) to list them so we can see what slicers they are using.
Prusa has it too. They also have a big team of software engineers. Im sure bambu will eventually, unless its a hardware limitation. Its probably hard to adjust the existing open sourced software to work with bambu slicer.
Since the design is so close to the stratasys/ultimaker s3, I would hope they can figure it out soon enough.
Same for me. Saving on flushing not a big enough deal to have bought it now. Still, I’m sure won’t be long in coming and no tariffs yet on software updates.