So I want to print TPU, nice and soft TPU but with my previous printer, this has always been very very difficult to get the filament up to the nozzle, and keep it going that way.
I always had to adjust the tension on the extruder wheels to very very low because otherwise the filament would get squished too much, making it go everywhere but the nozzle.
When returning to print non TPU filaments, I had to adjust the tension way higher again. Whenever I forgot, the extruder wheels would just slip on the hard plastic filament.
And now we get to the X1C (or P1P for that matter). There is no obvious way to adjust the extruder tension. That’s why I have been postponing trying TPU (remember, I’m talking about the soft stuff, the very flexible stuff which feels more like a rubber band than filament)
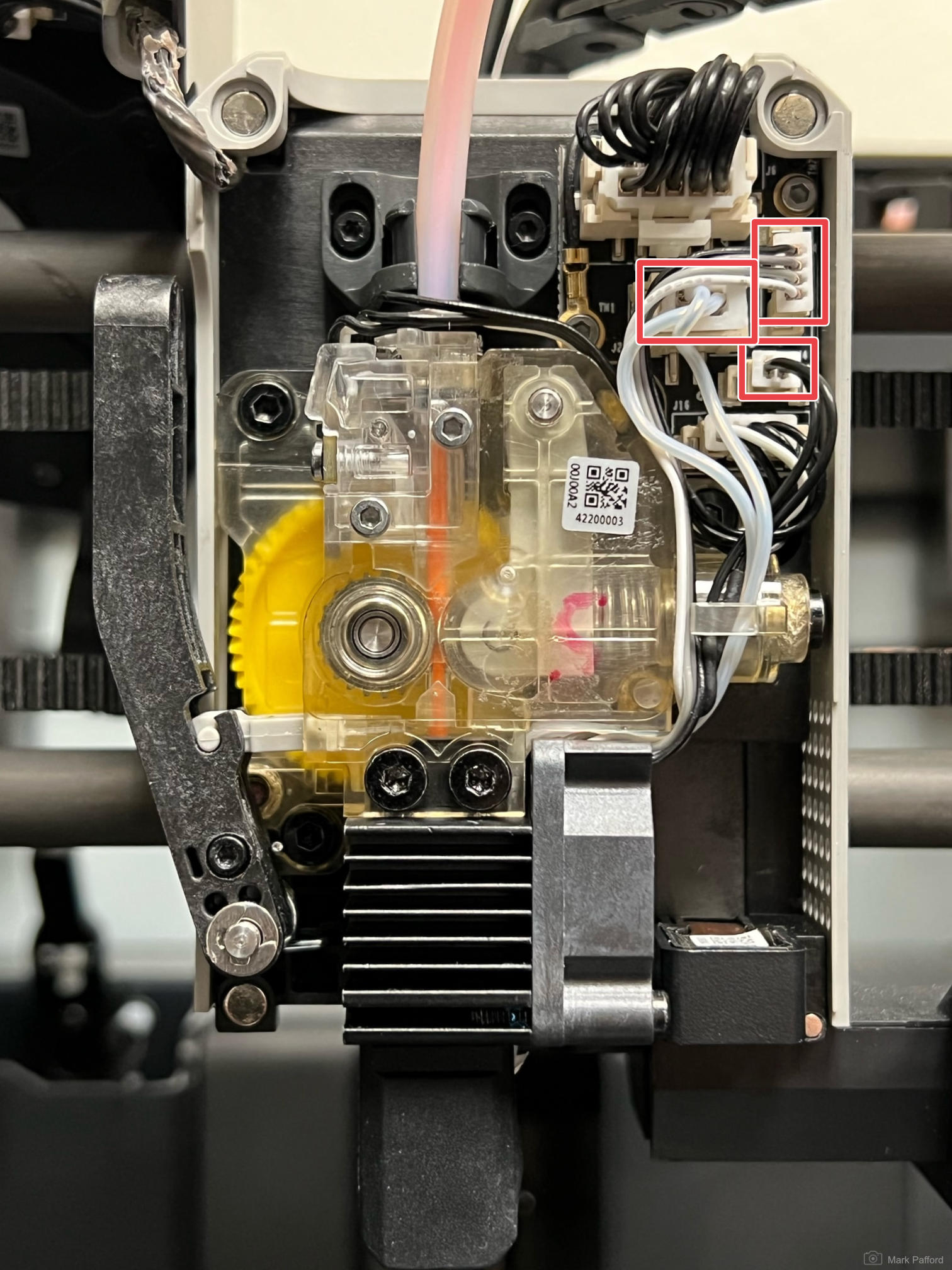
However I think you CAN adjust the tension. If you unscrew the screw in this picture (red arrow), shouldn’t the tension lower because that’s how you remove the tension in order to unclog the extruder (when dismantled).
In order to be able to do this on the fly, I would have to drill a hole large enough for the screw to fit through so I can adjust tension whenever I want without taking any part of the hotend. (yellow arrow)
I’m just not ready to drill a hole in my printer yet. Can anyone confirm if my though process is correct? Would this be feasible?
Would the extruder even work with the screw loosened?
I know, I can just disassemble everything and test it out. This is just me checking to make sure I’m not reinventing hot water (is this a saying in English? it is in Dutch) when I’m taking the drill to my printer
I have seen a post (probably on reddit) where someone drilled a hole in the housing to give easy access to the roller pressure adjuster.
I am not convinced it is going to make that much difference. I would first remove the hot end and manually put some filament through the extruder and see what shape (literally what shape) it comes out.
The Bambu isn’t going to be great for soft materials. The gap between extruder and heat break for the cutter isn’t going to help. All metal hot end isn’t going to help. A long tube feeding the extruder isn’t going to help.
The only one of those you can easily do something about is the tube by using a short stub and feeding directly into the extruder from overhead.
Otherwise I suggest use the high end of the filament temperature range to keep it as runny as possible and set a very low volumetric extrusion limit.
I haven’t tried it, working up to it though. That’s why I’m trying to find out as much as possible about printing TPU on the X1C before I try it. You don’t see many topics about printing TPU
There are quite a few of us who have successfully printed with TPU, using nothing other than the standard presets. I’m well aware of the usual advice to back off extruder tension for TPU, but it didn’t seem to be a problem for the prints I have done.
Same here but only using TPU 95A so a relatively easy TPU to print
Just the factory default settings, engineering plate and some glue stick
Prints nicely for me using the standard speed
I use Tronxy TPU btw, good bang for the buck as far as I’m concerned
Hello friends, I have the same problem as you.
materials TPU95A, flex 40 no problem, but flex 30 is a big problem! and then I didn’t figure out how to set it up correctly, I’ve already disassembled the clogged extruder X times and I still can’t print this very soft material. Does anyone have an idea how to set it up correctly? does anyone print this very soft material?
Based on the Generic TPU profile I changed these settings:
Max. volumetric speed: 1,5
Temperature: 230°C
Layer time: 20s
In the print profile:
Avoid crossing walls
Gyroid infill
2 walls and 0,8mm top and bottom thickness
I have to warn you: overhangs look terrible, I guess this is the downside of this soft TPU.
But I never had any extrusion issues.
The screw is very long. I also thought about it but I’m not shure, if there is always a place for the out looking screw. May be, it crashes on the right front corner?
Good luck!
I’ve been trying quite a bit of TPU for a couple of days (I’ve only had my X1C, no AMS, for a week). I’ve tried the built-in Generic TPU profile as well as a profile graciously provided by one or more members of the Bambu Lab Discord server. I think I have a mostly usable custom profile preferring higher quality over speed, but I haven’t quite worked out how to maintain strong infill for larger infill areas. By weak infill I mean that the infill patterns don’t remain coherent, and there is often a visible gap between the tip of the extruder and the vertical point of deposit for the extruded filament during printing, the “altitude” of the highest infill point being lower than that of surrounding solid areas. You can see a photo of this kind of issue at the Simplify3D 3D Printing Quality Troubleshooting Guide. That guide suggests increasing the value for a setting called "Infill Extrusion Width”. What setting or combination of settings might have a similar effect in Bambu Studio or Bambu Studio Softfever other than increasing the density of the infill or sparse infill pattern for TPU prints? Thanks.
hi, the stuck extruder problem solved, I made a hole in the housing and released the pressure on the spring. everything works beautifully. but I have a big problem with the quality of the overhangs. can you advise me how to melt?
You should be able to join the Bambu Lab Discord server, but Bambu Lab support will need to invite you. I was able to request an invitation even before purchasing. You might try sending email to contact@bambulab.com to request access to the Discord server. There are already custom material profiles for Ninjatek Cheetah and Armadillo on the Discord server, and I’m hoping there will soon be one available for Ninjaflex. Because you already use a Bambu Lab 3D printer, you may also request access by creating a support ticket through the support site for Bambu Lab.
Very soft TPU is very very bad at overhangs, that’s just the nature of the beast. You’ll have to use supports or modify your model with less overhangs. You could use more cooling, but you’ll also get more warping, you have to find a balance and that’s different for every print




{kind=link}