Using X1E to make a TPU part. The top surface has some holes/bubbles in it. What is causing this and how do I fix it to have a smooth surface?
Thank you
Using X1E to make a TPU part. The top surface has some holes/bubbles in it. What is causing this and how do I fix it to have a smooth surface?
Thank you
Use more wall layers and/or denser infill. Also using variable layers will help with the “Stepping” on the top layers.
Difficult to say with limited info.
You may have luck by increasing the top surface number and changing the infill to a non-crossing infill like honeycomb or gyroid.
But keep in mind that TPU is rather sensitive to moisture and can benefit from increased retract at slow speed while having wipe on retract enabled. Impossible to say on the basis of limited info here.
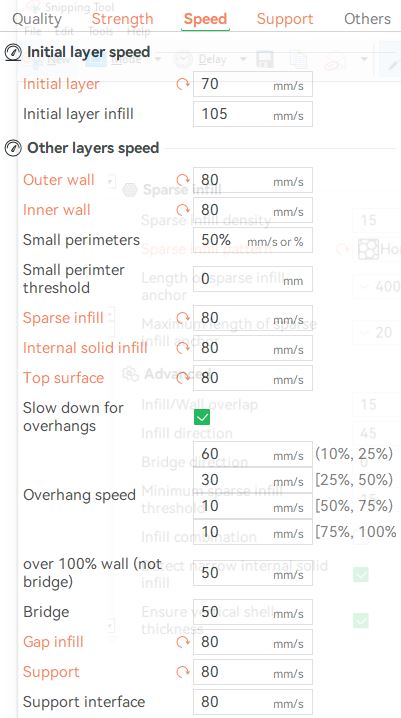
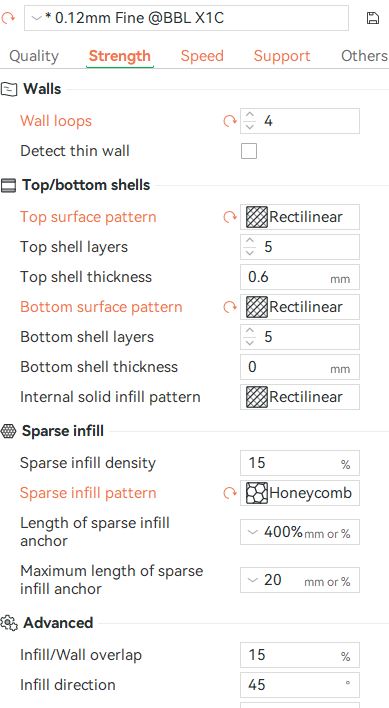
I did increase to 4 wall loops and re-ran again. Slightly better, but not much. Attached are the settings I’m using.

That is already helpful and quite different from what I assumed frim the pic. What settings were you using for the first pic? Were they very different? And do you have a pic of the second print?
In the meantime, I’d suggest:
It may be worth posting the 3mf. I can not check before the weekend but it is quite likely another kind soul will pick it up before then and provide further guidance.
Thanks for the info. I made three different parts. First part is on the left, second in the middle, and third is on the right (orientation flipped 180 degrees)

cap.3mf (374.4 KB)
Attached is the .3mf file.
Excellent, that helps. Could you also indicate what the main changes between them were? And I assume the settings you posted were for the middle part? Or the right part using supports?
Only change to Part 2 (middle part) was the infill you suggested. It was changed to honeycomb. Part 3 (right) used the same settings, just flipped to print with the opening on the bottom.
Ok. As mentioned, I can only look at the 3mf over the weekend but maybe another kind soul can provide earlier advice.
In the meantime, I’d suggest not to use supports with TPU (never managed got them to be satistfactory to me) and hence print in the orientation as for the first 2 prints, change in particular the top surface pattern to concentric (but may also benefit the bottom), change the solid infill to monotonic and in particular increase the number of top shell layers to 8.
I am not sure if the concentric surfaces or top shell layers will give the bigger improvement but either way, it should be better.
And while you have already made a good speed setting selection, it may pay off to first get an acceptable quality before speeding up. So to avoid frustration, it may be worth it to go at half speed for the next trial. From the pic’s, I do not think that your speed settings are a problem but, other than a longer printing time, it does not harm and improves the chance for success.
Thanks for the suggestions. I’ll give it a try and see. I did reduce the print speed significantly to better my chances of a high quality part so not concerned with the build time.
Increasing top shell layers will probably help in addition to slowing down the speed. It looks like the hot TPU is falling through holes in the infill and creating these craters/gaps.
I think moisture in the filament is at least part of the problem. Dry the filament before making any other attempts. If you do not have a dedicated dryer, the X1E can be used as a dryer.
I came across this model with a TPU profile yesterday. I’m sharing as it might be a good starting point or something to try: The Perfect TPU profile by AllFor3D - MakerWorld
The material has been dried for at least 12 hours prior to using it.
What temperature was it dried at and how did you dry it?
55C. I have the PrintDry.
So, I have had a quick look at the 3mf.
Since you are mainly concerned about the upper surface, I’d print it orientated like in the left and middle pic. The overhang insides will be a bit messy (like the pic on the right), but that can not be fully avoided.
“Strength”
“Speed”
“Support”
Where you may want to make some further changes is the Generic TPU filament profile. In
Hope this helps and ![]()
I print almost everything with TPU, and in the beginning, I struggled with poor top layers due to both the infill settings (percentage and type) and the thickness of the top layer.
I always dry my Bambu Lab TPU at 70°C, both for TPU used in the AMS and TPU 95A HF.
TPU can be tricky to fine-tune, but once dialed in, it prints beautifully!
This is an ultra thin model in TPU 95A HF that I used as a test print for my new roll of TPU.
Will try out the suggestions you made to see if I can get better results. I’ve always ran the prints at lower speeds in hopes to get a better surface quality. In most cases, I’m using TPU to get a flexible part, so having the internal structure with a more hollow infill is what I’m looking to achieve.
Printing with supports has been a real issue. I haven’t tried the AMS TPU yet. Probably get better results if I can use the AMS and use a different support material.
Are there any other settings that you have made to optimize the TPU parts?
Thanks for the help!
![]()
Unfortunately, I do not have any more TPU tips. In particular supports I habe found challenging as well. I have found it to be really important to have it freshly dried, calibrated and using wipe with slow but relatively large retract. I am still not happy with my TPU oberhangs though.