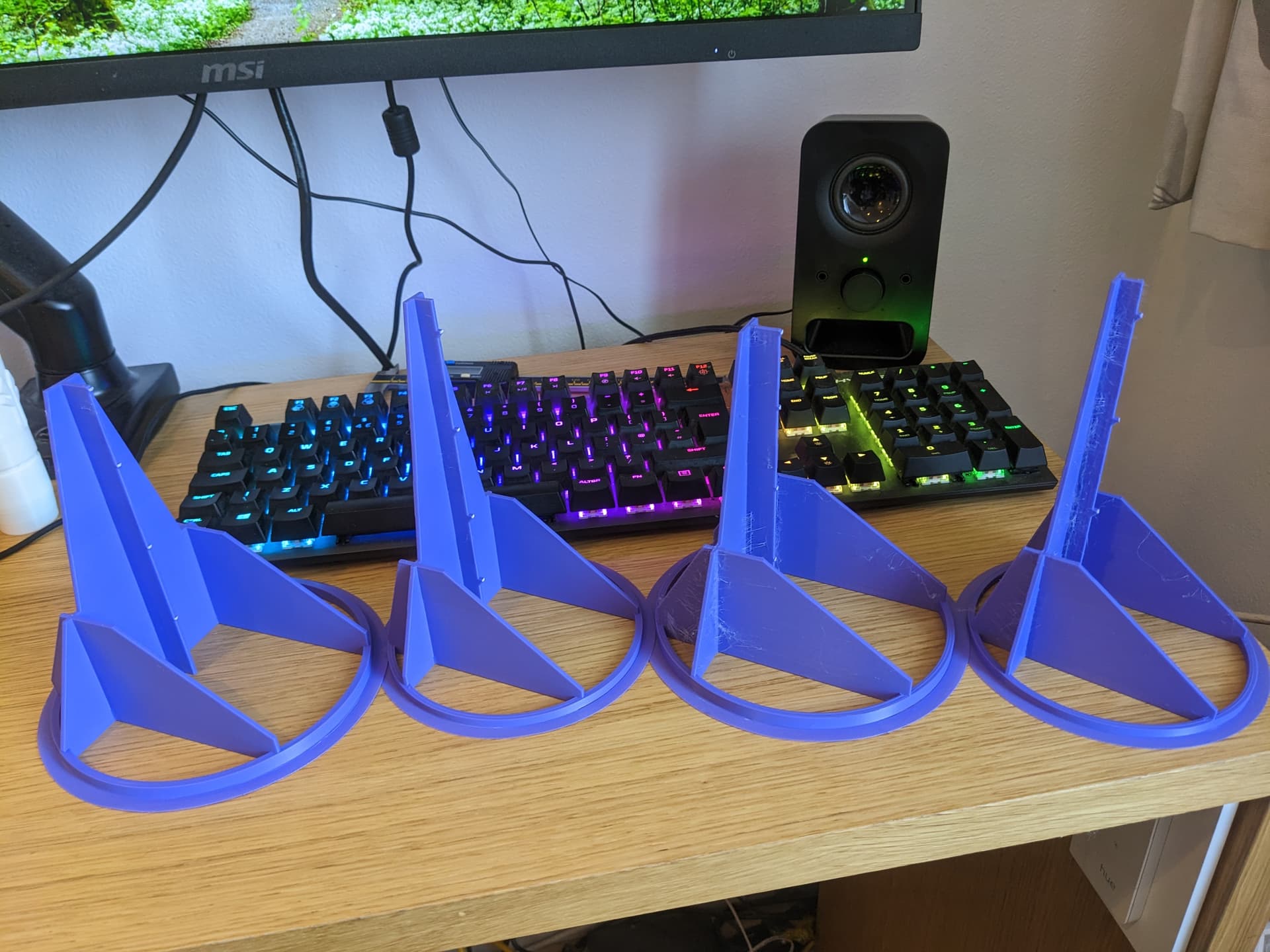
The two prints on the left are pre 1.7.
the two prints on the right are post 1.7
Any ideas?
Is this a calibration thing?
4 Likes
What material are you printing / brand?
What profiles are you using?
Normally stringing tells me the filiment is not fully dry.
1 Like
Bamboo labs basic. These were printed off one after the other from a fresh spool with the 1.6 to 1.72 upgrade in between after the first 2. Admittedly its 5 hours per print ( is that enough time for moisture to be a problem? ) It is pretty damp and miserable in the UK atm. But have been running this P1P since launch literally without issue until now. Stringing has never been an issue. I’m just running the calibration flow dynamics calibration now (but I’ve always been fine with K 0.02). Will try a fresh spool after to see if moisture.
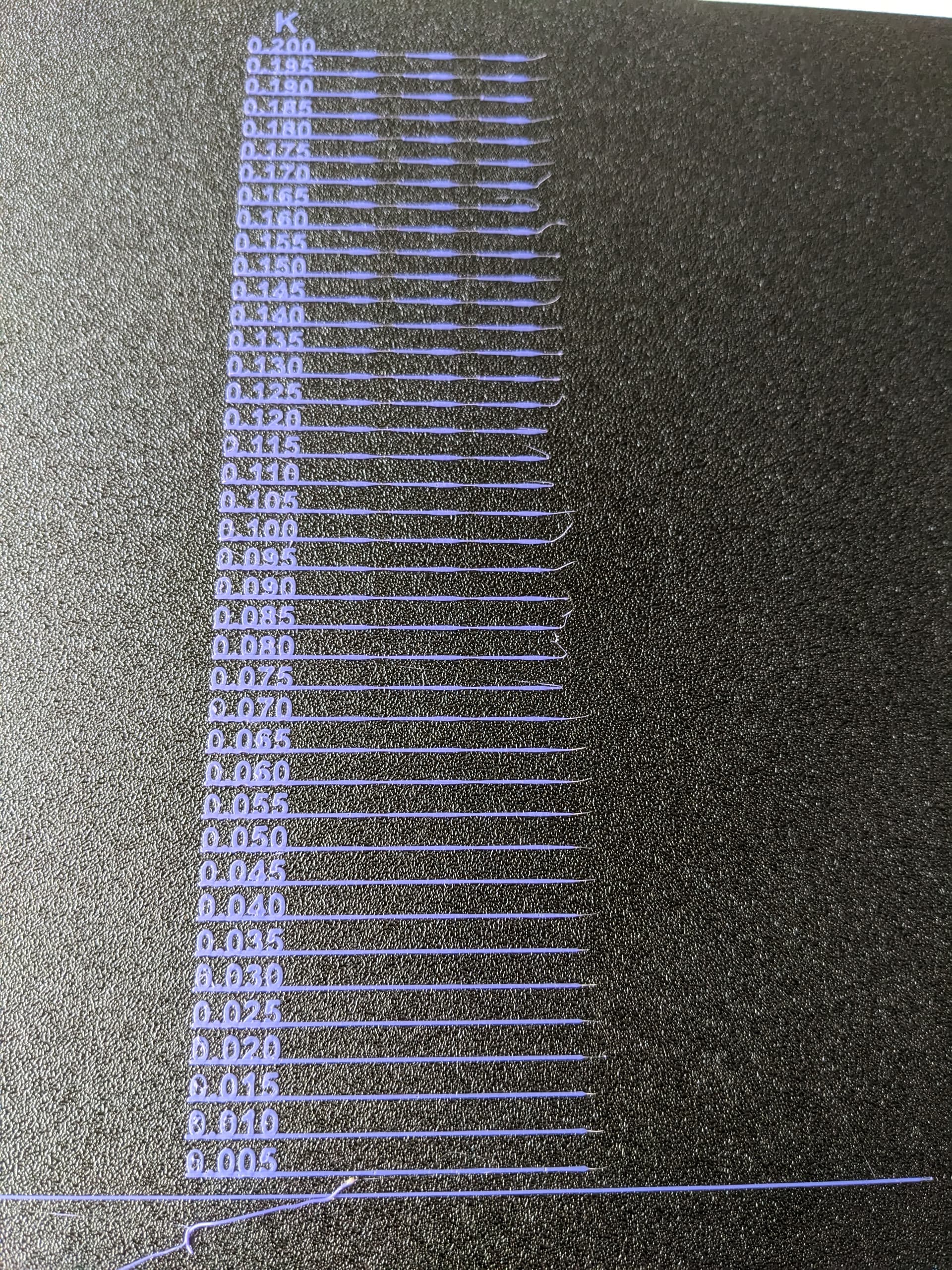
Flow dynamics was literally text book. K 0.020 still the best.
However there was a bit of a weird splurge at the bottom of the plate a the start. Sorry cant really see in pic… Maybe indicate a block of some sort. I will run a new spool with test print in a bit.
I take it your spool is open to the elements and not in an AMS for example? Could be as I am in the UK too and humity has been high with all the rain. I keep mine in 2 AMS and vacuum my other rolls to try and keep moisture down ![]()
Only other thing is retraction. Did you also update the Bambu Studio too aswell as the firmware? There has been some updates to coincide with the firmware.
You could try reslicing with the new version and see if that makes a difference. The try a different spool after.
Try cleaning your nozzle it may have some burnt hard filament stuck in it
Right so…

yep all spools open to the elements, no AMS, no dry boxes or vacuums, never had an issue with moisture that I know off and have happily used PLA spools up to maybe 3 weeks out of bag without any issue. Printer says firmware up to date on 01.03.00.00 the issue definitely started after moving from studio 1.6 to 1.7.
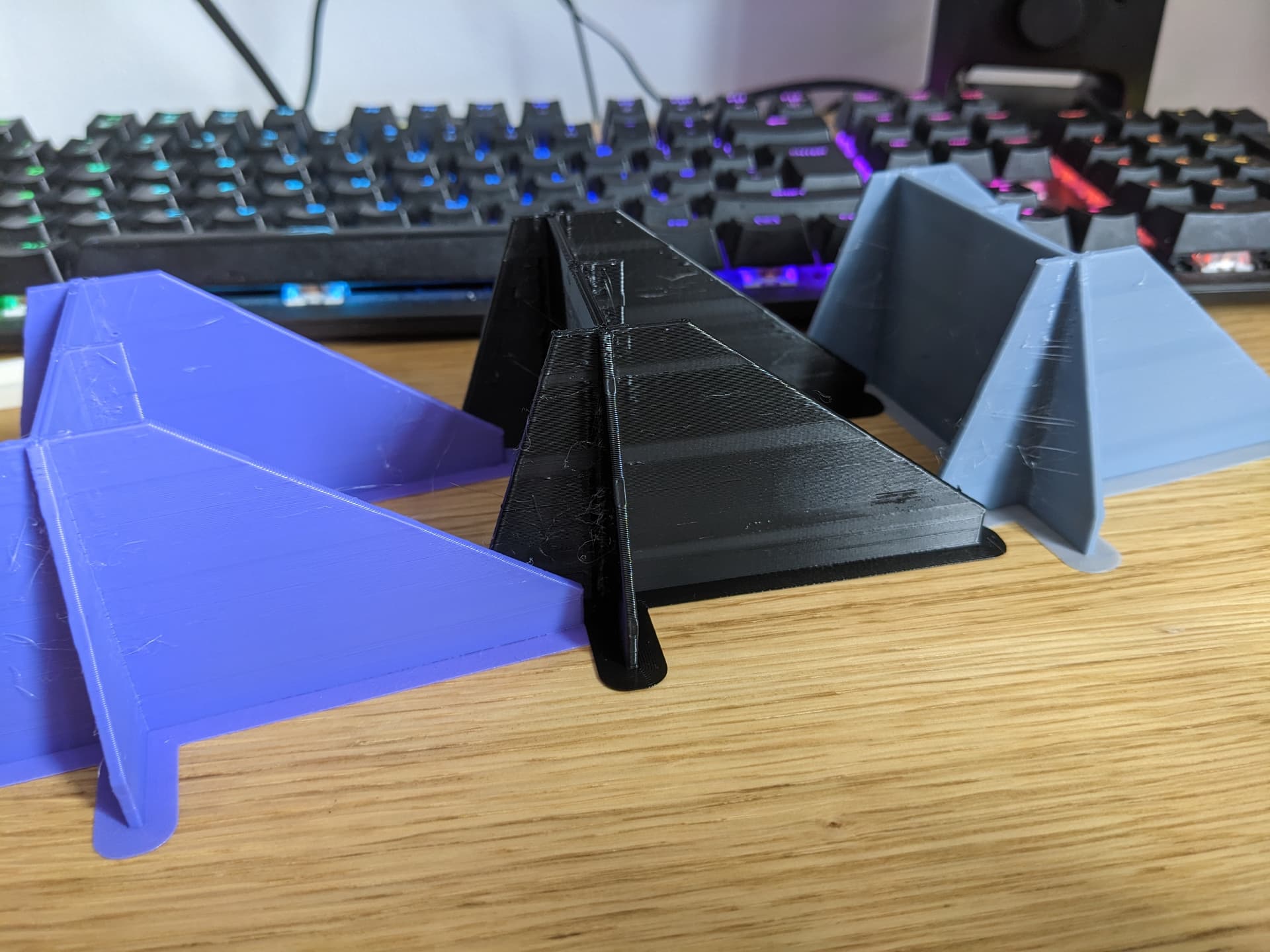
the left purple test piece is the one i started having this issue with 2 days out of the bag.
the black middle one is about 2 weeks out of the bag
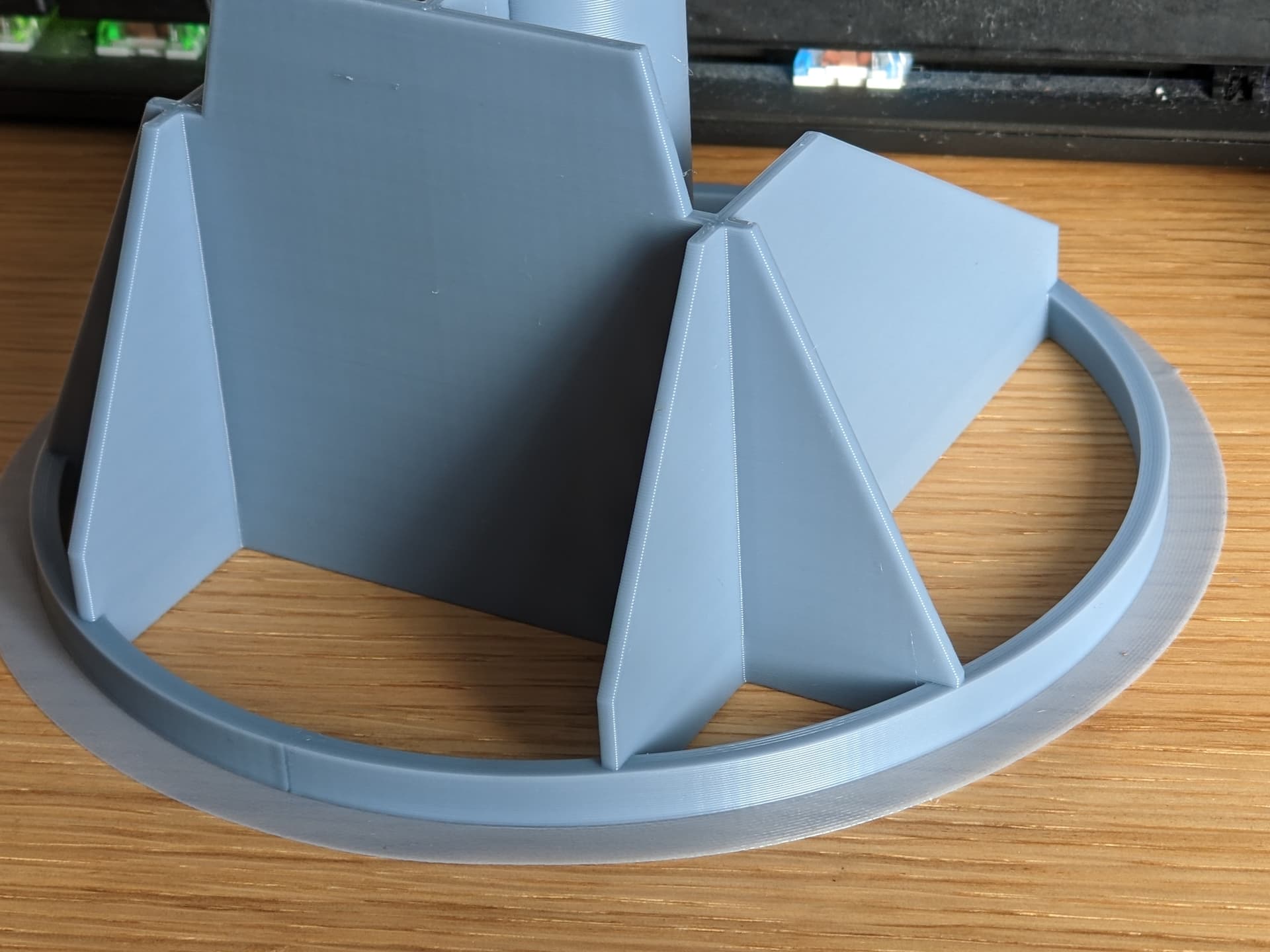
and the grey one is a new spool fresh out of the bag and displaying almost exactly the same stringing and other issues (see close up)
so for now Im going to claim this is nothing to do with moisture.
Im thinking this is an incompatibility with a very finely tuned print profile (deliberately slowed down for high tolerance parts with overhangs printed without supports.) and the new slicer update.
i will check for blockages and do that resonance thing calibration.
Also I have an old gcode export of an almost identical piece will try that later.
Frustrating as I have a paid job needed printing for this week.
OK its definitely the slicer update
This is just printed now a gcode of the same model with the same settings generated by 1.6. Literally perfect.
3 Likes
The latest firmware is 01.06.01.00
Maybe the difference is in the firmware. ![]()
Rebooting the printer usually informs you there is an update.
1 Like
Ahh im using P1P should have stated. P1P is 1.03 firmware.
I think I will raise this as a bug.
1 Like
Same error to me with new sliced models. With old G-Code ive got a good quality on the same print. If i make a new slice, ive got bad sparse infill marks on my model.
Tryed to fix it with no. of shells but no result.
Now i am printing with wall generator “Classic” instead of “Arachne”. Maybe that will fix the issue.
I am sure, too, that ist inside the new slicer update.
1 Like
So you are/were using custom print process settings?
I think this may be the issue.
Update is not playing well with custom print process settings from 1.6.
I’m running some tests to check
I raised a bug report but I havent filled anything in yet. I am making to tests with a test model. Will update bug report with results.
2 Likes
I confirm the performance regression with last version of Bambu studio, particulary on the seam managment. With Arachne wall generator, on my last print, now i have a large gap at the seam position. Switched to classic wall generator removed this problem.
1 Like
1.7 definitely has problems.
Two simple boxes printed a few minutes apart:
- Same filament and settings.
- “Generic PLA” & “0.16 Optimal”.
The only things I changed were setting Seam Position to Back and No-Brim. - 1.6.2 = Produces perfect corners
- 1.7.2 = All four corners are a rough stringy mess. Updating firmware made a slight improvement, but didn’t fix it
I just wasted hours troubleshooting for this exact issue. Bambu answered your bug report:
“This is bug caused by wall generator and wall printing order. There has a bug at latest version. The wall order is absolutely wrong at arachne wall generator. We are fixing ASAP. Currently you can switch to classic wall generator as workaround”
I guess I’ll stop trying and just wait for the official fix. Thanks for raising the issue.
4 Likes
I had another issue with 1.7.
The wall order is always outter/inner no matter what you change. You don’t need to print to see it, in the slicer preview is possible to move the slider and see it making the outter wall first everytime. This is impossible to use in high angles with no support.
I returned to 1.6.
1 Like
Great info, thanks. How do you return to version 1.6?
Cheers
Downloading and installing the 1.6 version ![]()
I have the same problem printing tpu. I had the crispest print on the old slicer but on the latest version it the prints comes out with a lot of errors. Lines not connecting, bad layer adhesion and lot of stringing. And the time for the print is reduced by 10% and it uses less filament on the same settings.

This is with the new slicer.
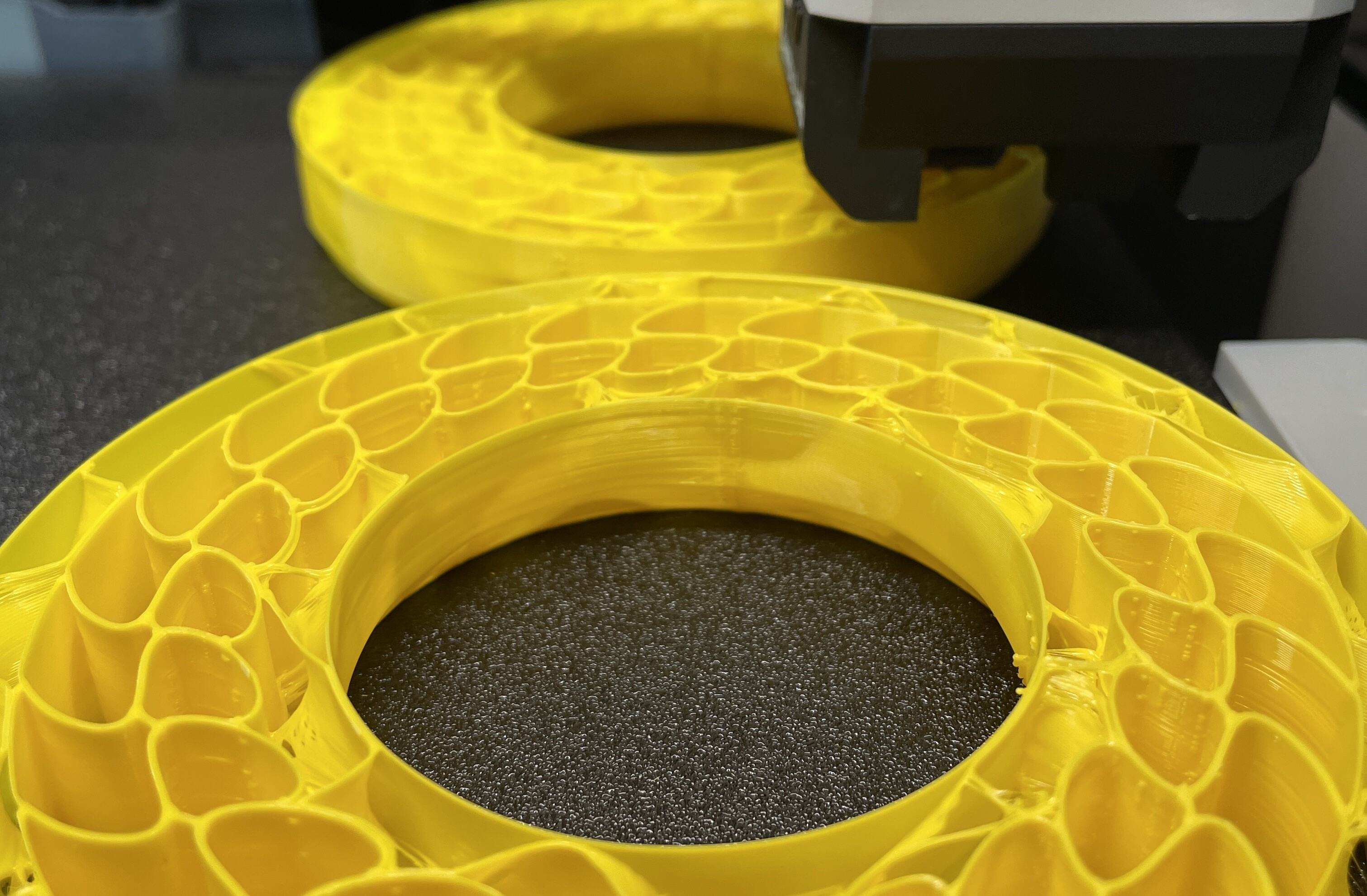
This is the old slicer.
I’m printing extremely “lean” to get the softest prints possible, so the difference is very noticeable.
1 Like