first of all I gotta admit the P1P has been an absolute game changer for me. My first printer back then was a Tevo Tarantula which is still my tinkering printer with a lot of mods that I added throughout the years. I know this thing inside out.
Being “new” to Klipper-like printers (was using Marlin-like FW’s ever since) and the high speeds they can achieve in combination with vibration compensation, I am still trying to find the best settings for my filaments.
Earlier last week when I received the P1P, I was initially printing some stuff like 3D-Benchies using my Prusament PLA Galaxy Black, which - using the “Generic PLA” profile with some minor adjustments - came out pretty nice IMO. For my PETG spool (Prusament PETG Urban Grey) however, I am struggling to find the sweet spot / perfect balance.
I am using Orca Slicer and followed followed this thread from beginning to end and took over some of the proposed/tested settings.
Flow rate calibration → I either run into massive over or under extrusion, can’t seem to find the right balance. 1st pass would tell me to go for +5 (so 0.95 being the default extrusion factor, the new one should be 0.9975), 2nd pass would tell me to go for -2 (0.99 * 95 / 100 = 0.9476), prints using those values however seem very under extruded
using the PA Line method 0.046 seems to be perfect. However, using the PA Tower method, there seems to be under extrusion from the very bottom and up.
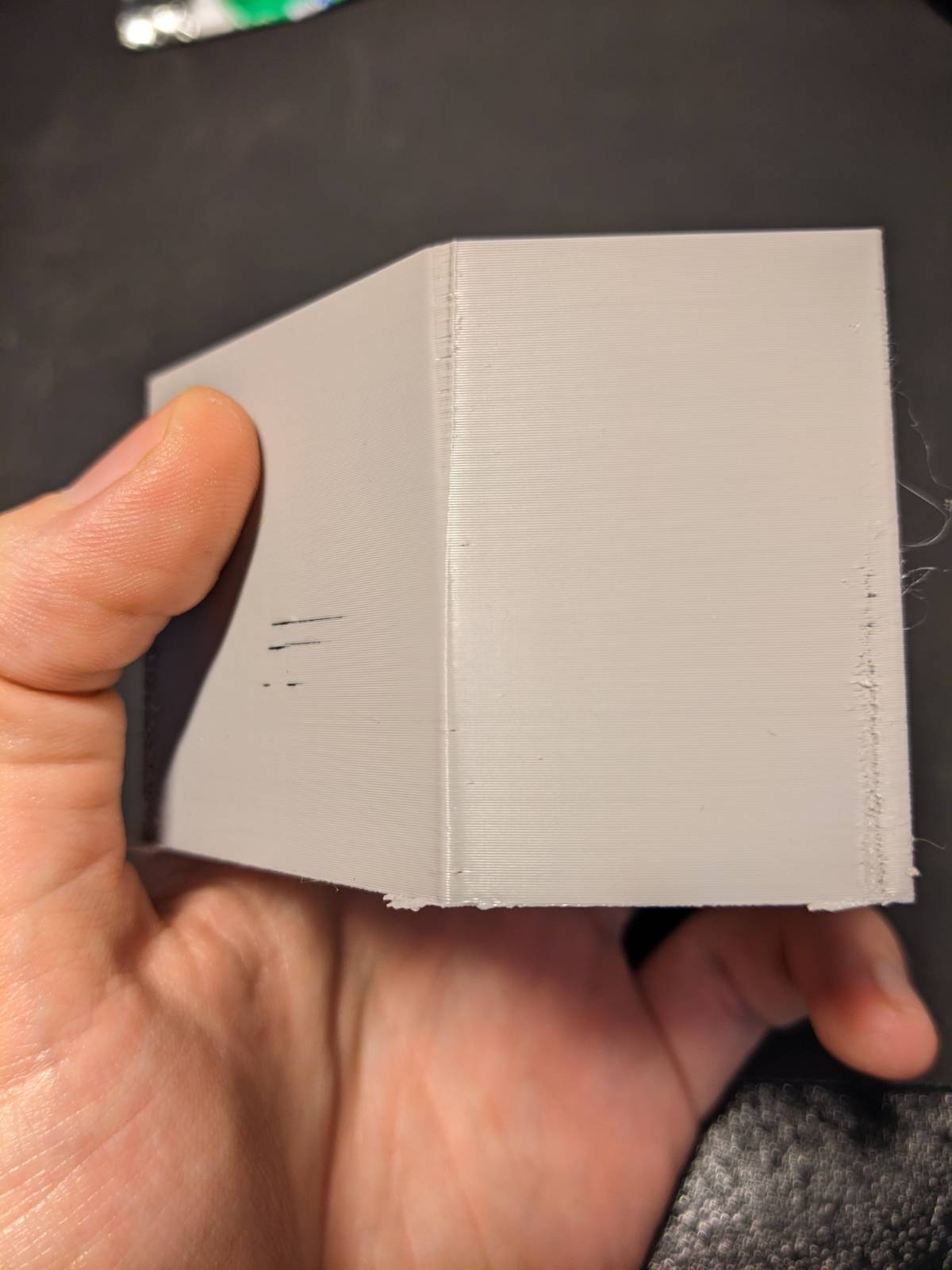
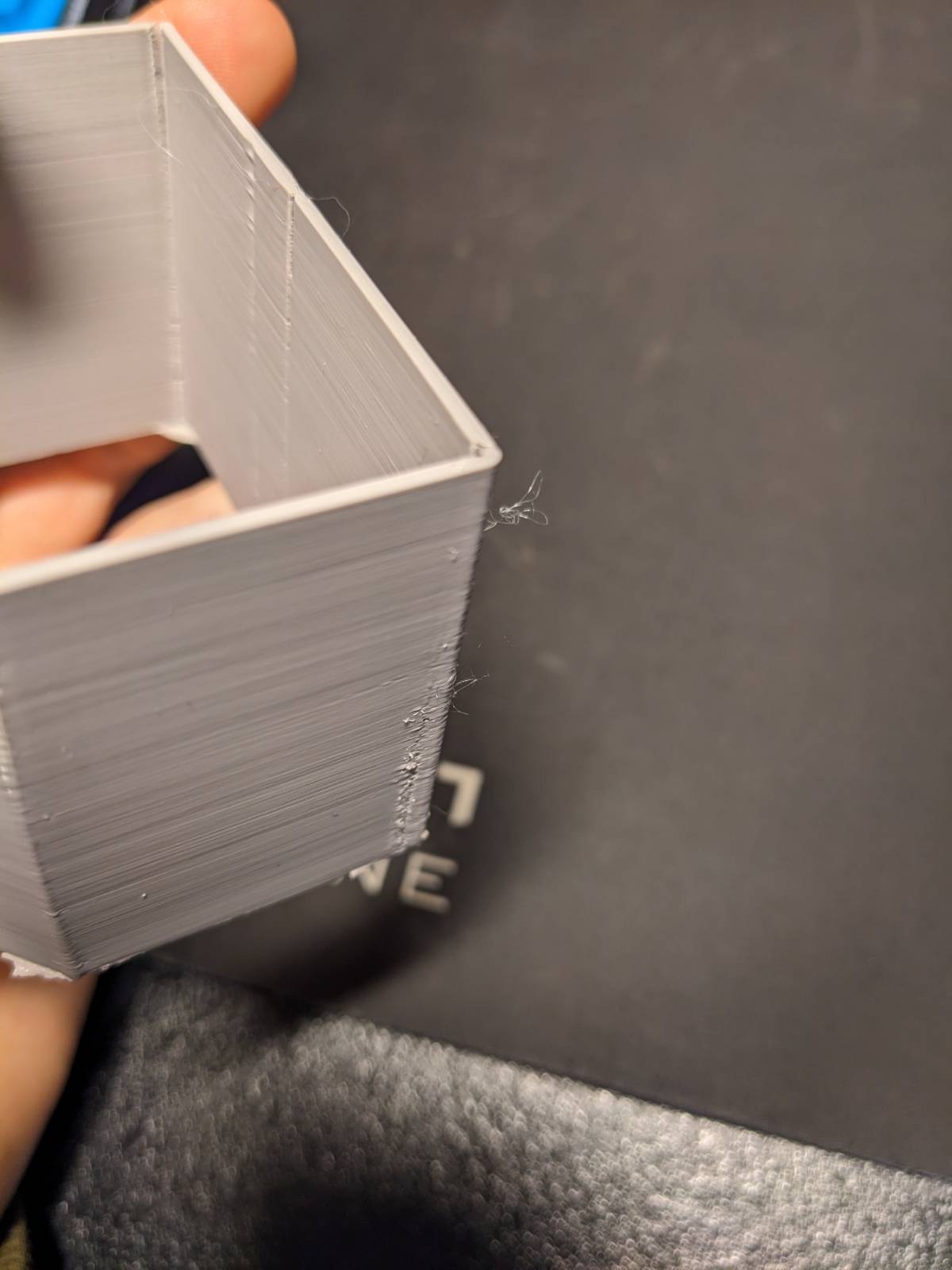
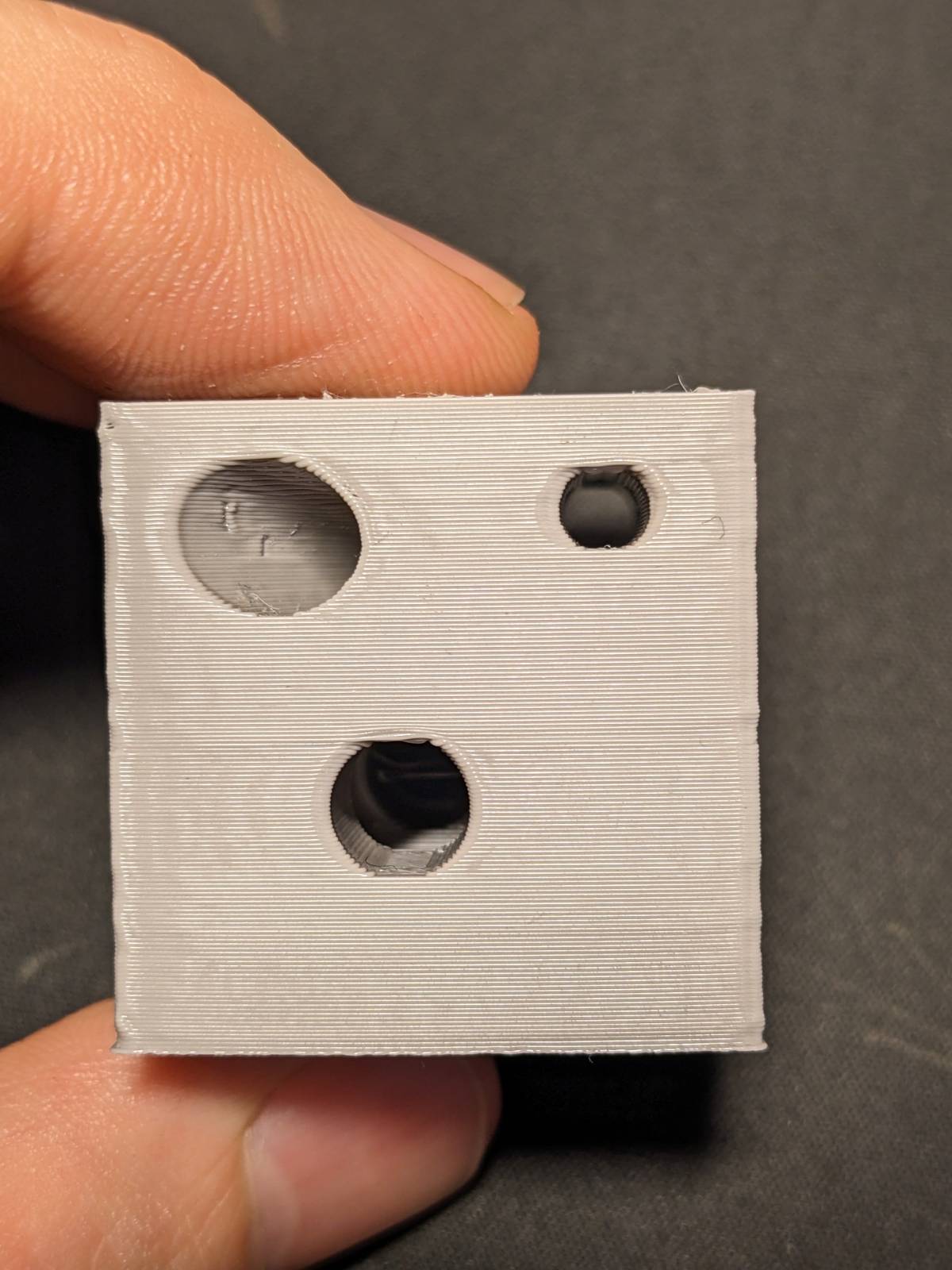
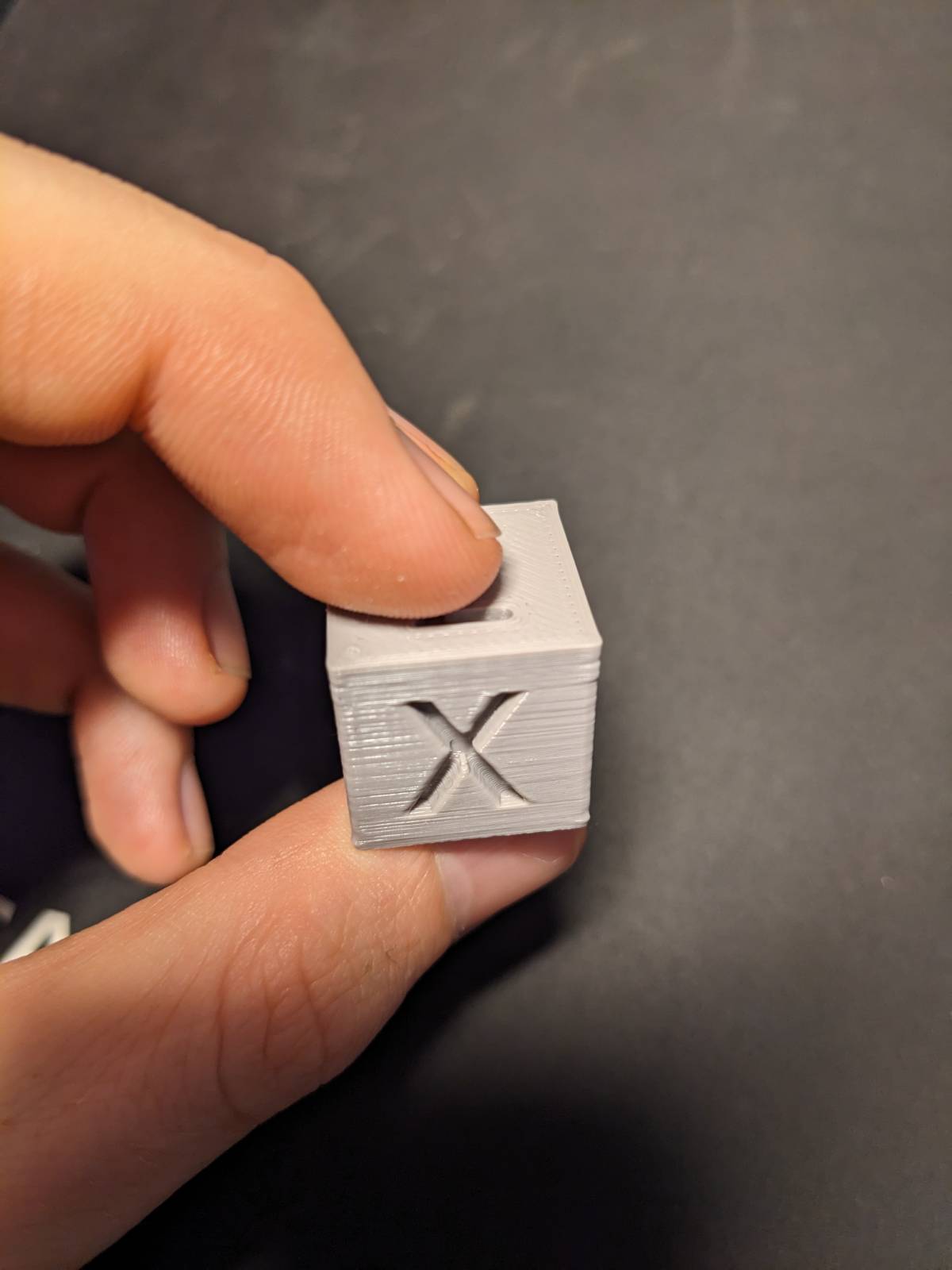
I attached multiple photos of some example (benchmark) prints I’ve done so far.
Both spools of filament are brand-new (2 weeks old, stored in sealed bags with Silica when not in use), however not dried before use. Since I never used Prusament that much before, I’m not sure whether this issue is related to scuffed settings or related to the filament brand.
The perimeters seem to be very scuffed, as with the corners. Maybe both issues are related to flow multiplier and PA settings. Maybe you guys have some ideas?
make sure filament is dry AF. Actively dried with heat. Even fresh out of the vac bag. Dont bother with flow correction. Set MAXIMUM printing speeds to 50mm/s. Work up from there if you want speed. PETG physics are lame. Bambu printers are way too good for most PETG. Fastest PETG I have found is esun.
I was just surprised that PETG prints came out this bad. I was under the impression PETG is even easier than PLA. For PLA the P1P is literally press and go. With PETG (at least with Prusament) I’m struggling quite a lot already.
Out of curiosity: what are the speeds you were able to achieve with eSUN and do you mind sharing your settings? I’m considering trying out a spool of eSUN PETG since almost everybody in the BL community seems to recommend it.
I will give drying the filament a try - however, I dont have a dryer (yet). Might put it in the oven at 60°C for some time.
Just a quick follow up: I may have discovered why my prints were looking so weird, especially near walls. Meanwhile I bought myself a filament dryer and it actually improved overall print quality. Not by much but definitely a noticeable improvement. However, some of the prints I did in the meantime still showed some weird artifacts.
Yesterday I printed this latch for the top plate of my custom P1P housing. In the middle of the object is the BL logo which contains some thin walls. After the print finished I could see the same artifacts like I posted in my initial message near those thin walls as can be seen in the photo attached.
I then changed the wall generator to “Classic” instead of “Arachne” and I was surprised to find out that the print came out very decent compared to Arachne engine. Disclaimer: I am still using Orca Slicer (which comes with Arachne engine enabled by default opposed to Bambu Slicer, which had only Classic engine available - at least back when I last used it). See photo attached.
However, everyone seems to be on the Arachne train right now, praising it as “the next level” change in FDM and dropping Classic wall generator entirely. Also, users steadily seem to move away from .4 mm nozzles and favoring >=.6 mm nozzles instead. So I am wondering:
does using Arachne engine even make sense for .4 mm nozzles? I found most users using Arachne have higher diameter nozzles.
when staying with Arachne: are there are any settings worth tweaking in the Arachne generator settings when using .4 mm nozzles?
If needed I can also upload screenshots of the sliced objects.