I saw that review too. Mine seems solid. I think his was a really early review unit.
1 Like
Well, I think this should remain a Bambulab-only forum, comparing anything to Bambulab is and should remain the limit.
So many true words. Why no one has an AMS for 2 roles is also a mystery to me. phpBB or a MyBB forum – 2 minutes work OK, the terms of use and private policy need to be rewritten, it will take some time, but if you already run an online shop? And so on…
Thanks
Do they run 2 fans? Yellow and green?

Is this a separation line through the carrier (mounted in two halves on guides)

What does the other side of the print head look like?
Im happy that Bambu has an Other section of the forum. I would never post this stuff in the official announcements
1 Like
Compared to the bambu? ![]() JK. Im not sure. Im assuming the part cooling fan is back there or its horizontal at the bottom. I did see a live stream breakdown of the whole machine on youtube recently, but I missed that part. The green thing is the touchless bed sensor. It uses that to take the bed mesh and uses the nozzle and bed pressure sensors to set the z offset
JK. Im not sure. Im assuming the part cooling fan is back there or its horizontal at the bottom. I did see a live stream breakdown of the whole machine on youtube recently, but I missed that part. The green thing is the touchless bed sensor. It uses that to take the bed mesh and uses the nozzle and bed pressure sensors to set the z offset
1 Like
The way I see it, this analysis will inevitably happen, either here, on reddit, or somewhere else. Since reddit has a larger readership, it’s probably better for all concerned if it happens here.
No problem, there has to be a circuit board - at least according to the cables that are out of sight ![]()
Now believe me, I didn’t say almost nothing of what was going through my head - that would then belong in the QIDI forum ![]()
But regards compared to a Bambulab there are two messages: One good and one bad.
The good thing is that I would immediately replace all my P1S with it. The bad news, I don’t have a P1S ![]() But certainly also a very good addition to the X1C.
But certainly also a very good addition to the X1C.
Looks like a good addition if the price stays the same, so the price is really… ![]() - a little smaller than the big bed slingers but in the same price range a littel deeper and in a size that fits. I can still manage 220 x 220 without spaghetti detection, but at 256 (which ins`t 256 as well) with full print space utilization I don’t have even that much time to look at that - so it has to run without the app because I can’t look at the app anyway. But for flat prints 300x300… it looks damn tempting. As a single printer, as I only have one of the X1C, that will be fine if not great…
- a little smaller than the big bed slingers but in the same price range a littel deeper and in a size that fits. I can still manage 220 x 220 without spaghetti detection, but at 256 (which ins`t 256 as well) with full print space utilization I don’t have even that much time to look at that - so it has to run without the app because I can’t look at the app anyway. But for flat prints 300x300… it looks damn tempting. As a single printer, as I only have one of the X1C, that will be fine if not great…
I think you bought something good for a tough price ![]()
It would still be a Bambu forum, it’d just be easier to locate dedicated comparison threads. Anyone searching for plus 4 has to wade through a ~700+ post thread.
No matter to me, just a suggestion. Many manufacturers forums I frequent on dozens of other items have an other section. People still go to those forums for respective manufacturers, but there’s room for other side talk.
No one would think to look in a future Bambu speculation thread about other manufacturers.
Just my .02
2 Likes
@StreetSports Since there isn’t yet an orca slicer profile for the Qidi Plus 4, are you relying on the Plus 3 profile to do your slicing, or have you found some other way?
What am I saying? I suppose you’re using the Qidi slicer. Of course.
I’ve gotten in the habit of using Orca slicer for everything, across all different machines, which is what threw me off. So much so that I’ve disqualified machines from consideration if they don’t have a presence in Orca Slicer. I guess you could say I’m “all in” on Orca Slicer.
Still larger, but disappointing
1 Like
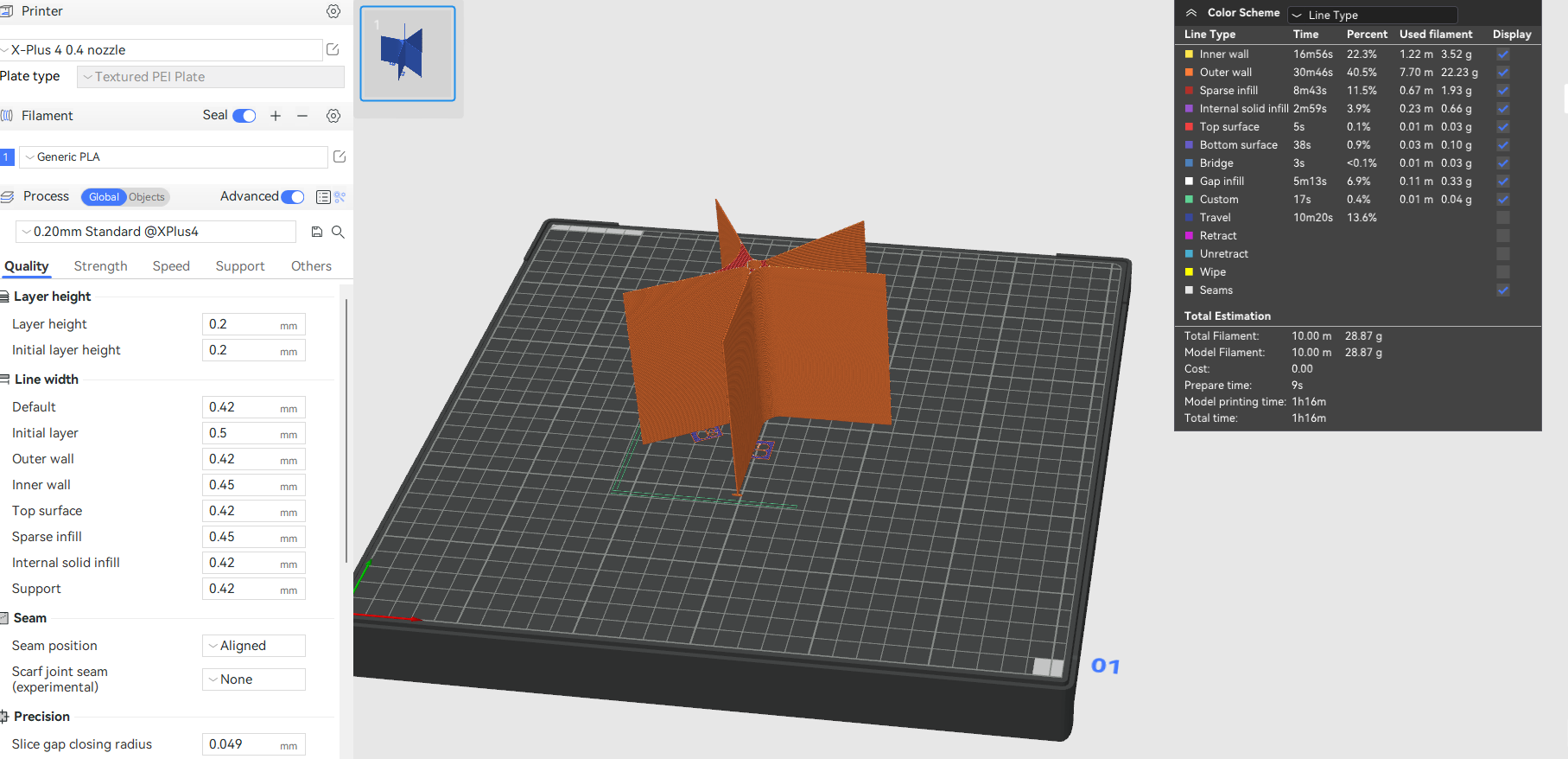
@NeverDie Using the qidislicer which lacks some of the calibrations like vfa. I assumed someone would have posted the needed files for orcaslicer on guthub but havnt seen any yet.
Im running one last comparison on both now. The orca vfa tower.
1 Like
@StreetSports Bummer. I guess the most you could do then, if you wanted to that is, would be to download the VFA model from printables and then either:
- Cut down the height and run prints at different speeds, or
- Manually change the gcode to change speed at different heights, like the Orca Slicer calibration does it.
Since that’s a lot to ask of anyone–unless they wanted to anyway–I wouldn’t blame you if you decide to wait. It sounds as though you have the skills to do it, though, if you choose to. I’m in no rush, so I’m good either way.
Would it work if I just ran them both at a high flow rate and speed? To see the extremes?
I honestly don’t know. I’m aware of VFA’s, but that’s about it. Maybe someone who knows something substantive about VFA’s can chime in and post advice in that regard? If not, we could ask in one of the threads that’s focused on VFA’s, who may be unaware of this thread, and see if they might have ideas.
Judging from how the orca slicer VFA test is constructed, it varies speed over a range, so (purely guessing) it may be hit or miss whether one of the extremes will coincide with peak VFA production. However, I’d wager that peak production happens somewhere in the middle and that the extremes are meant to bound that. At least, if I were designing a test, that’s how I’d do it, and it seems like a reasonable approach to zero in on the best speed for the worst VFA’s.
OK, I just now thought of a quick and dirty test: just print it at whatever speed the slicer defaults to, because that’s the speed you’re most interested in anyway. It’s not a complete test, but it’s still meaningful.
@Nebur Using Qidi Studio, which is more advanced than Qidi Slicer, it looks as though that will work. So that we don’t need to do this more than once: from your experience, do you recommend sticking with the default VFA settings presented in orca slicer vfa calibration?
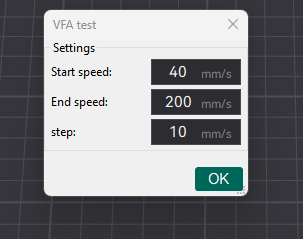
If so, I get the gist of how to do it. It boils down to 17 different layers, each 5mm tall, starting at 40mm/sec speed and ending at 200mm/s speed, such that each layer is 10mm/s faster than the one just below it. I could setup the project in Qidi Studio for the Plus 4 and upload it here for @StreetSports to try printing.
@StreetSports Assuming you’re onboard for that, what filament do you want me to bake into the project?
@NeverDie
petg-hf. Will give me a reason to test it.
Very long, only read if you are really bored....
I have build quite a few printers, rotary engravers and also laser engravers.
Quite a few years ago I even sold a few Arduino based controllers for those Cheap K40 lasers with my own firmware on it - Marlin based.
And I even made my own hotends for a while until printers started to break the 60mm/s marks on a regular base.
All aluminium with a heater wire directly on the thick anodised aluminium body…
In all those years I not only took inspiration from other people but also tried here and there to just do my own thing even if it failed to work out.
I have seen really great ideas for printer come and go without any of it making into the mainstream market.
Dedicated firmwares had their makers and support vanish as quickly as they appeared.
But I have also seen quite a few people who tried to make money by doing things like what’s today Kickstarter and such.
Most had little success, some did but the project stalled later or vanished.
With all that I also saw how quite a few things basically tinkerers came up with and failed to get it to the people were snatched up by the big players in the game.
Like those quick change nozzles, silent stepper drivers offering faster speeds, …
There is no wooly pig that lays eggs in the 3D printing world…
For the speed we have to face physical limitations of the FDM process in general and hardware use in particular.
I can build you a printed with a build volume of 500x500x500mm or more that can print at speeds of 2000mm/s if need be and still runs on hardware you can install Marlin, Sailfish or whatever firmware flavour you prefer.
Does not mean those you would agree to pay the price, nor that you would be happy with the weight and energy consumption.
And if you want not just speed but also precision the price quickly reaches astronomical levels as the hardware won’t be cheap.
FDM only allows for so much speed and precision if you want to stay within a feasible price range.
You want even more speed than what the current generation of consumer grade FDM printers are capable of?
Then we would need either much bigger and geared stepper motors or totally different motors, like miniature servo motors or encoded DC/brushless motors as used for paper printers.
With that also a new concept for the control boards and motor drivers.
While we stick to belts and relatively flimsy rail systems to save weight a direct drive system is probably what the next generation of printers will use.
Bring both much higher speeds and acceleration but also reducing the issues of backlash and wear on moving parts.
We now use moving heads than include the hotend, extruder and all other relevant things as the agreed best solution - but is it really?
Even a 90 degree change from X to Y is a torture for the hardware a full reversal at high speed a nightmare…
A continuous and fluent movement that keeps pressure changes in the melting chamber as minimised as speed changes is still sort of the holy grail in the FDM world.
If we consider the hardware requirement to get our FDM speeds and quality to the next level we have to question where the (price) limit is…
Resin printers offer far better print quality and especially for many small part of the plate they often do things faster than FMD printers.
The gap is closing though despite now screens with 5k or higher resolutions, more UV power and all that.
For most it still the mess and resin price that makes people stay away from resin and going with a good FDM printer instead.
SLA printing and all things powder though now means the manufacturers start to aim at the consumer market.
Printers with much small build volumes won’t require a forklift to get them in the house…
Providing flux coated metal powders means no inert atmosphere in the machine is require, no vacuum either.
And despite the insane costs for those coated powders and the recycling requirements so can keep using the leftovers - on a ‘hobby’ level it can still be worth the price.
Some companies already work on sub $8000 powder printers with more or less acceptable running costs.
Will they ever make it to us though, maybe even breach the gap and become our new default option one day?
Probably not…
Already several countries try to push for more control and restrictions on industrial powder printers as their prices keep dropping fast with every new generation added to the list of available options out there.
Some of the risks stated we can fully understand.
The like shipping hazards going along with ultra fine metal powders or the possible abuse of the powders.
We can agree that whether or not flux coated powders are used these machines come with far greater risks and safety requirements, not just because they use rather powerful lasers…
But the main concern that keeps coming up is the abuse of the machine itself.
AI control and through that preventing the print from working out - similar to how scanners and paper printers give you a hard time if you dare to try to print bank notes…
A metal printer has no problem printing guns and that is what is what already happens.
Industrial powder printers are offered on what we call the dark web and other hidden market places.
They sell at often several times their RRP because they come preloaded with models - models for guns and other things that are hard to come by in some countries.
The demand, at least according to US intelligence services is of no concern, the risk non existing and the actual usability of those printed guns more than questionable.
No one though questions the capability of the technology and creating or obtaining a 3D model of a gun or rifle is not that hard.
Funny enough though the same groups stating there is no risk and no concern are also the ones pushing for stricter controls, especially in terms of where those printers actually end up and what they are really used for.
Printing guns and parts in plastic is already very popular in the US and sites like Defcad adjusted accordingly to meet the ever changing legal requirements.
Imagine some ill guided nutcase is not asked to babysit some house used to grow weed but instead keeps printing most parts required to make a pistol or rifle.
Within two weeks or so there could be more than enough to create a massacre or worse.
So FMD and resin will stick around for quite a while and we will keep riding the dead horses and keep improving them.
And why the heck not?
We now have more plastic type to choose from than ever before and we keep getting more all the time.
We can print in PEEK and such, so why not wait and see what we have in 5 years from now ![]()
Patience, young Padawan. The path to achieving 3D greatness is a long (read) and difficult one.
![]()
I’m seem able to export Bambu PETG-HF filament, but it doesn’t want to import into Qidi Studio. So, I tried exporting Bambu X1C printer type, which seemed to work, but that doesn’t succeed in loading into Qidi Studio either.
As an alternative, I could try creating a custom filament in Qidi Studio that’s just a copy of all the Bambu PETG-HF parameters. However, I’m not sure how well that will work if that profile is blithely plugged into a Qidi Studio slicer, because if I’m not mistaken the filament assumptions are premised on it being a Bambu X1C printer. It might be worse than just choosing Generic PETG from the Qidi Studio slicer. If it were me, I think I’d start with the Generic, run the flow calibrations on your Plus4, and then you’d be better off.
If I don’t hear a reply from @Nebur by tomorrow, then I’ll just go with the default orca slicer suggestion for VFA and rebuild that inside Qidi Studio as the 17 layer equivalent, then export the project, and finally upload it here as a .3mf project for you to download. I don’t foresee any reason why that wouldn’t work.
1 Like
Cofusius, the wises camel and yoda master in the frozen desert keeps things like these to me…
Patience you must have…
Willing to learn you must be…
Accepting your faith you shall…
Trusting the force to reach greatness, greatness to you will come…
But when do I get my light saber so I can start cutting and dicing those imperial troopers ???