I got some of the recently released star shaped PTFE tubes from Creality. I was hoping it would reduce the drag when loading TPU from external spool. I was also hoping AMS HT would finally be able to load PPA and PPS without me manually working the buffer to “assist” it. Well … with both TPU and PPA it feels like there is more drag on the filament. AMT HT could not load PPA even with me working the buffer by hand to assist it.
TLDR: Dont waste your money on this. I guess that is the reason Bambu tested it but never released it.
What did you expect?
TPU is stretchable and will inevitably get between the “bumps” of the star shape, which only increases drag instead of reducing it.
And you definitely should not try loading PPA through the buffer — it simply won’t work properly. The bypass is the correct way to handle that. On top of that, PPA will wear down the star shape, likely unevenly, which will make it even worse once you switch back to TPU.
I run PTFE Tough and it works perfectly — zero issues, smooth as if it were lubricated
Maybe you are not aware but Bambu were testing this design and sent it (by mistake) to Stefan from CNC kitchen. I believe Tao said in an interview later on that it was to improve TPU feeding. I figure I would give it a try, perhaps when pushed it has more resistance, but when being puled its reduced. Ill test this with some 90A TPU when I have time, but for the AMS and hot end PTFE tubes its back to standard ones for now.
Also there is no problem running PPA through the buffer, generic PPA-CF is not even blacklisted on the AMS.
Was it plain PPA/PPS you ran through the buffer, or fiber-reinforced versions like PPA-CF/PPS-CF? That makes a huge difference in terms of drag and wear.
And even if generic PPA isn’t blacklisted, is it really worth forcing it through the buffer? If you have to manually work the filament just to get it loaded, and you know it adds extra wear on both the PTFE and the buffer mechanics, what’s the point?
Just because something isn’t blocked by Bambu doesn’t automatically mean it won’t cause long-term wear. PLA Glow is also “allowed” through AMS, but we all know it wears down PTFE and the buffer more than standard PLA. Should we then interpret that as zero extra wear simply because it isn’t blacklisted?
About the star-shaped PTFE: sure, in theory the reduced contact surface should lower friction, that’s obvious. But if the dimensions are even slightly off it might have the opposite effect. And uneven wear of the star shape will cause bigger problems in the long run than a smooth round tube ever would. Personally, I’d stay away from it.
Any GF/CF filament (or other additive) will wear down PTFE tubes, extruder gears, hot end etc. I look at it as normal wear, Im not trying to keep my printer in mint shape. Im happy they switched to ceramic funnels on the AMS 2 as I went through a bunch of them with AMS 1 with CF filament. I also swap the AMS internal PTFE tubes often as I split a few with CF filament.
Then by all means, feel free to keep forcing your filament through the buffer — it seems the extra wear and spare parts bill isn’t a concern. At this point you clearly know what you want to do, even if running PPA/PPS through the buffer isn’t exactly what most would call “normal practice.”
I’m genuinely curious — what do you print that really needs PPA or PPS, or is it more a case of “because you can”? Nothing wrong with that of course, I do plenty of things just because I can too. For example, I sometimes fly to my hometown just to have lunch. Definitely not the cheapest lunch out there, but hey, I can.
Back to PPA and PPS — I print quite a lot for actual aircraft parts that humans fly with, and I still rarely use PPA or PPS. So I’m really interested: what do you print with them?
Please don’t take this the wrong way, it’s not meant as criticism. I’m honestly curious about how people make use of PPA and PPS. Personally, if I had to choose, I’d probably go with PPS-CF for its flame rating and strength — though the price tag is a bit hard to swallow.
For PPA things that go under the hood in army vehicles, turbo to intercooler air pipes etc. Have not used a lot of PPS yet, a few firearms parts and a lot of swatches to give to clients to show the new material.
There are only a few parts I’d actually consider 3D printing for the engine compartment, but not many. If something goes wrong in an aircraft you go down and forward, so anything that could fail is best kept original and thoroughly tested. It’s not like in a land-based vehicle where, in the best case, you just end up stranded at the side of the road. Still, it’s really interesting to learn what these materials are being used for — thanks for sharing!
Thanks for posting your experience! I wonder if the distance between the high points is actually less than straight wall, making the tube relative ID slightly smaller? Also, does this tubing seem stiffer to you compared to straight wall? Maybe less of a bend radius?
I measured the star shape is right around 1.85mm, so yes its tighter. Its about the same stiffness, I did not notice a difference.
Like I said before I suspect its got less friction when pulling filament though it, but not pushing. Maybe the tubes will be useful for 85A to allow feeding from external spool without removing the lid, although loading filament will be more difficult.
Bambu’s official PTFE is actually looser — 2.5 mm ID vs. the 1.9–2.0 mm ID you often see with Capricorn. So at ~1.85 mm, the star-shaped tube is definitely much tighter than both.
That’s interesting and useful info, could you please mention what material you actually usually use for those use cases?
Also, could you say what filament material (after printing) builds up the most static electric charge in your experience? [I would have asked in a message but I can’t see how to do it on here].
It really depends on where on the aircraft the 3D-printed component will be used.
Inside the cockpit, I prefer flame-retardant materials with high temperature resistance. Just as in a car during summer, significant heat can build up, and in small aircraft it is no different. In fact, they can also heat up further during flight if the weather is sunny.
For parts placed near electrical instruments, I prefer ESD-safe materials such as 3DXTech PC-ESD or similar, to avoid introducing unwanted static charges that could interfere with sensitive electronics.
In the engine compartment, the choice of material depends entirely on the application. Components may be exposed to oil, fuel, heat, and mechanical wear. Many of these parts, if they fail, would end the flight but not necessarily put the pilot at immediate risk—making them good candidates for 3D printing. If PPS-CF and PPA-CF were not so expensive, they would be my preferred materials in the engine compartment.
That’s a misunderstanding of how friction works.
For polymers sliding in PTFE tubes, the friction is mainly governed by the contact surface geometry and the normal force per unit area – not just by the number of contact points.
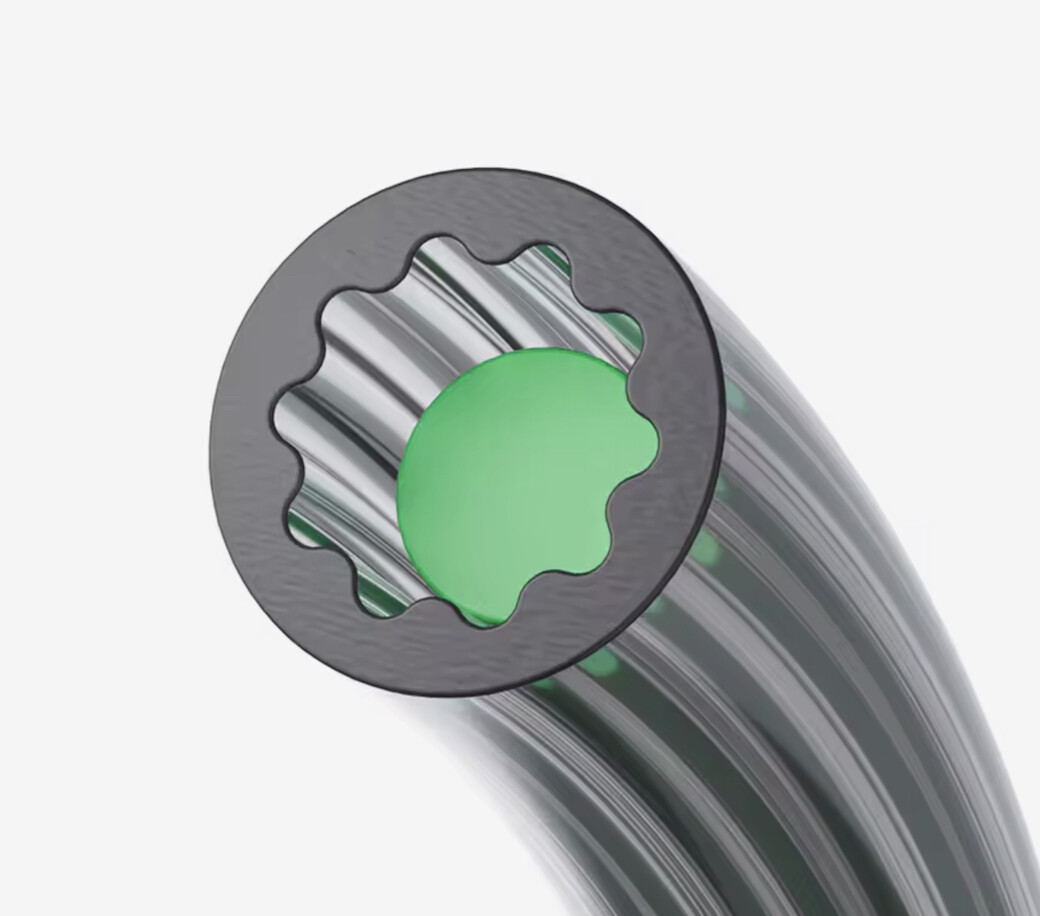
A star-shaped inner bore reduces the actual contact area between the filament and the tube. Instead of a full 360° surface press, the filament only touches along several narrow ridges. The spaces in between lower the total real contact area, which reduces adhesion friction and gives air gaps that reduce stiction when the filament bends. This is the same principle used in certain low-friction bushings and cable liners.
If fewer contact points automatically meant higher drag, ball bearings wouldn’t work. But in reality, bearings reduce contact to small rolling points, lowering resistance dramatically compared to flat sliding surfaces. Similarly, the star profile trades continuous sliding contact for controlled line contacts, lowering average drag under normal feed forces.
So, the star shape does not increase friction – it lowers it – by decreasing continuous surface adhesion and spreading the load across smaller, well-defined regions.
I didn’t say it increased friction. It stays the same.
You should check Amonton’s laws on friction: “The first law of friction states that the force of friction is proportional to the normal load pressing the surfaces together, and the second law states that it is independent of the apparent area of contact.”
You can’t compare this to ball bearings because they use rolling friction instead of sliding friction.
Amonton’s laws are valid for idealized dry friction between rigid, flat surfaces — not for polymer-on-polymer sliding inside a PTFE guide tube. Filament transport is dominated by real contact area, surface adhesion, and deformation of the polymer, which those 17th-century laws don’t account for.
That’s exactly why star-shaped liners exist: they reduce continuous contact, minimize stiction, and lower drag compared to full-bore tubes. If Amonton’s laws told the full story, lubricants, textured liners, and even polymer bushings wouldn’t show measurable reductions in drag — yet in practice, they clearly do.
And yes, ball bearings are a valid analogy. The principle is reducing continuous surface contact to controlled points or lines to lower resistance. Whether it’s rolling or sliding, the fact remains: less effective contact area, managed correctly, reduces drag.
So quoting Amonton’s laws without context oversimplifies the physics and ignores why these geometries are engineered the way they are.
Star shaped bushings reduce friction in rigid materials such as steel. Problem is with tpu, it takes the shape of star shaped tube and instead of reducing, it will increase contact surface.