So, my ASA is sticking to the plate just fine, but it’s pulling the plate off the bed! What am I doing wrong?

1 Like
I needed to print a part in ASA and it curled just a little but stayed stuck down too. I read somewhere that thick walls can make parts curl but I don’t know how thick is too thick.
I bet others have settings advice that may fix you better.
1 Like
Lid & door closed. Pre-heat the chamber at 110°C for half an hour before starting the print. Also, set bed temperature for the actual print as high as the filament allows. No exhaust fan.
Apart from that I guess you could also try clamping the build plate down - there are models for that.
1 Like
In addition to what the_Rax said, some other things that might help:
-
You could try enabling these reversal settings:

-
If you are able to modify the model, bevel the lower edge (no more than 45 degrees) rather than chamfer it. This way you’ll have less overhang %, so you can get by using less cooling. You want as little cooling as possible, or even none if you can get away with it. For that reason, if you need to keep your chamfer, then consider either halting the cooling or severely reducing the cooling and adding trees supports as the substitute means of support. It will add to your print time, but trees are generally very easy to remove. and probably the relative randomness of the branch support may also help avoid creating directional tension within the print as you lay down the plastic.
-
Consider changing your bottom surface and infill layers (both solid and sparse) to a pattern that’s not long straight lines (which tighten up like piano wires when they cool). For this purpose, Hilbert Lines would be ideal. Concentric, or gyroid, or Lightning or similar. General rule is the less infill the better, but that’s only part of the story. If you absolutely have to use straight lines, then use a balanced number offsetting layers, analogous to a good plywood, to try to balance the tension so that the tension in one direction doesn’t dominate.
-
I use a 3mm sheet of garolite as my build plate surface, which has both good adhesion and release, but more to the point is also rigid enough that it doesn’t bend like a thin spring steel sheet will. In fact, I’ve never seen it bend at all. Speaking of which, not all spring steel sheets have the same thickness, so if you have to use only that, then obviously the thicker the better.
2 Likes
LOL. ![]() Famous last words. I was printing ASA last night and it Pringled anyway: it turns out 3mm still isn’t thick enough to be rigid enough. What will be thick enough? For 256x256mm, I’m guessing/hoping 6-8mm thick will prove to be thick enough. I’m afraid that thick may be too insulative though to get a hot enough bed temperature.
Famous last words. I was printing ASA last night and it Pringled anyway: it turns out 3mm still isn’t thick enough to be rigid enough. What will be thick enough? For 256x256mm, I’m guessing/hoping 6-8mm thick will prove to be thick enough. I’m afraid that thick may be too insulative though to get a hot enough bed temperature.
Regardless, I decided to order an additional printer, one that has a heated chamber, and so soon enough I’ll be testing whether a 60C heated chamber is hot enough to squelch this problem or whether I will need to stretch even further and get a printer with a 90C heated chamber. In for an inch, in for a mile!
Meanwhile, I’ll take a deeper pass at implementing the suggestions already mentioned above.
2 Likes
The print in the pic I posted has a 4mm “floor” and 4mm “walls”. So, it ain’t 4mm. What’s weird is, the other half of the box printed just fine with the original settings. Same dimensions footprint. The only difference is taller walls (but the failed version has failed well before reaching the height of the lid walls) and the lid has the two round grated openings, while the failed half has a square “window” in approximately the same location as one of the grids on the lid.

No, it wasn’t printed on the A1, just sitting on it for the pic lol
Lid and door were closed. The P1S only goes to 100 on the bed, so I cranked it there for a while before starting. I turned parts and aux fan down to 20%. I didn’t mess with the Exhaust fan, so it was probably running. Are you saying turn that off as it will keep the chamber hotter?
Despite nearly throwing the kitchen sink at it, I’m still getting some warping, though perhaps a bit less than last time.

I can tell because as the nozzle runs over the lifted areas, it emits a rubbing sound.
- This time I used Hilbert curves nearly everywhere: both as bottom layers and as infill.


-
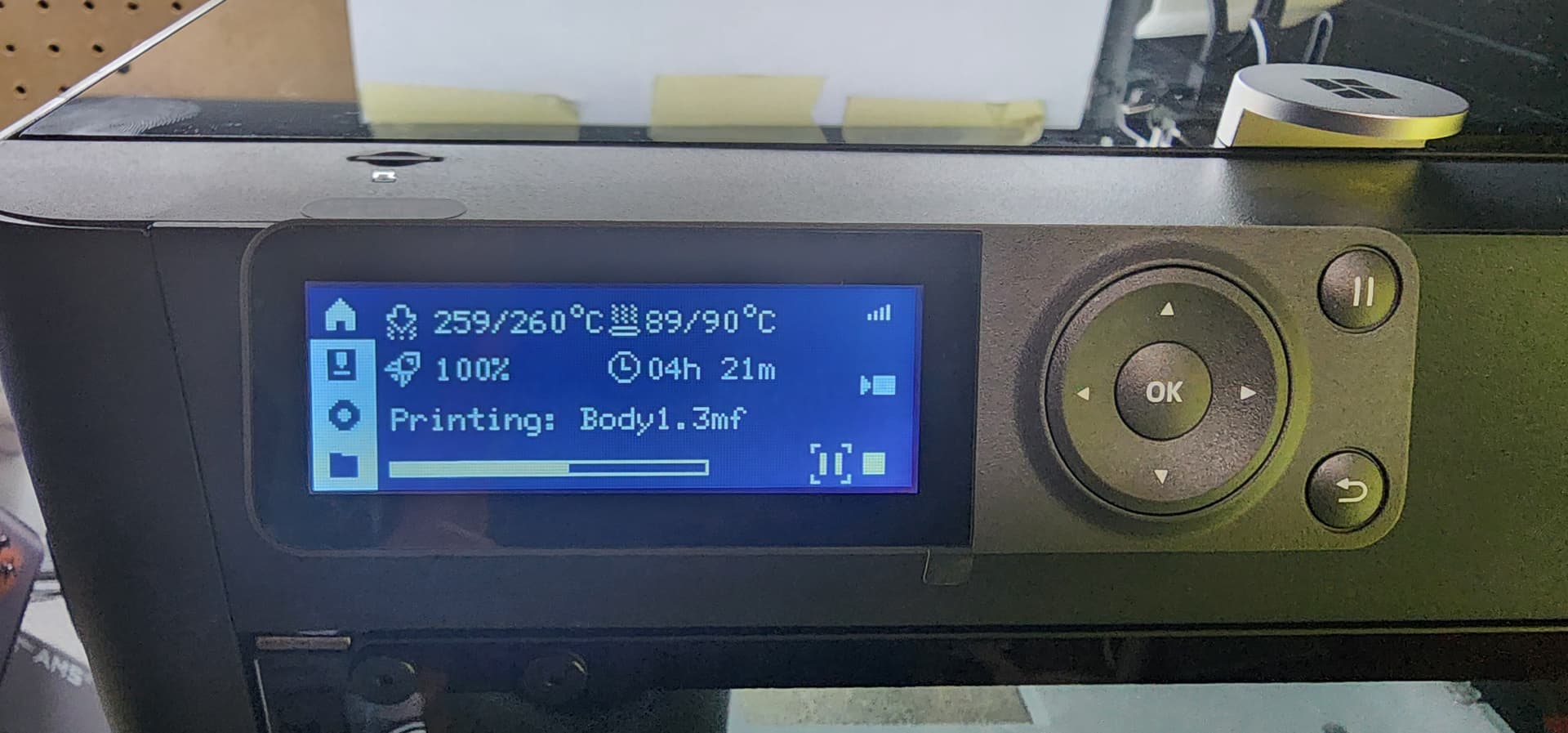
I temperature soaked the chamber prior to starting the print. Even during the print the chamber is still registering 48C (as you can see in the first picture).
-
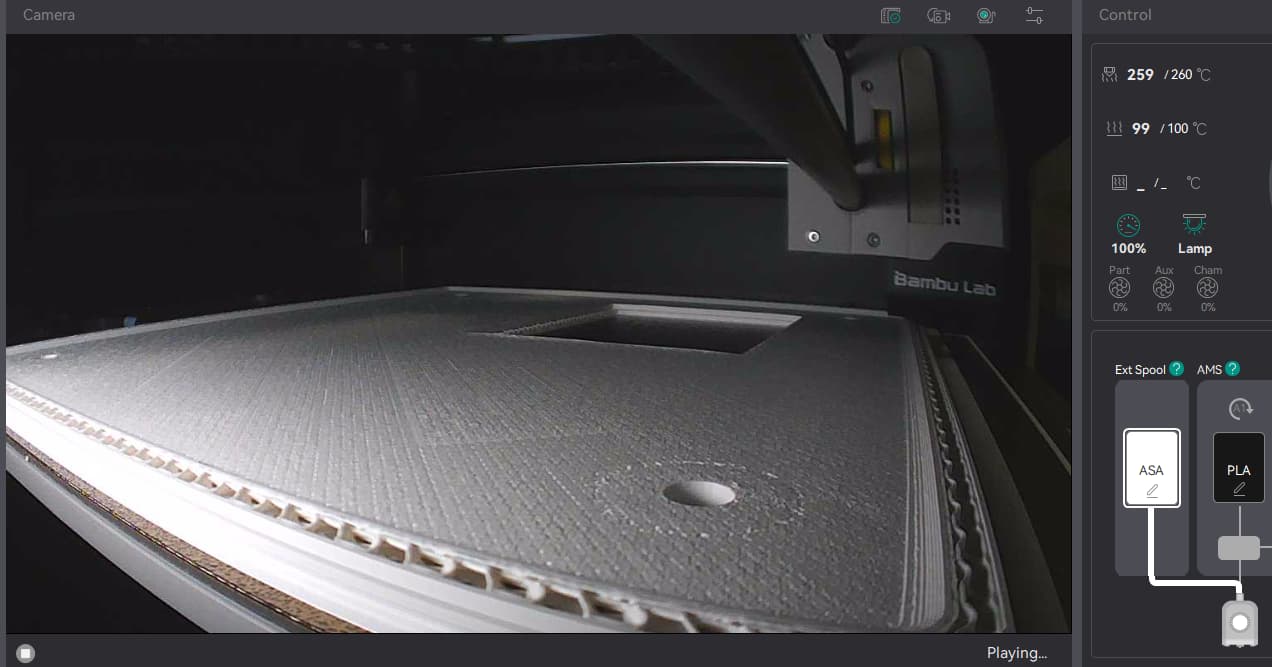
I applied vision miner to the build plate. So, just like the OP, it’s not a bed adhesion problem. Rather, the build plate itself is warping from the ASA shrinkage.
Not sure what else to try to fix on this.
- I could go with fewer bottom layers: two instead of four, at the risk of lowering the strength.
- I could go with 2 walls instead of 3, at the risk of lowering the strength.
- I could try lightning infill for the sparse infill instead of Hilbert curves.
- I could shrink the diameter, so that it’s further from the edges. I suspect this may have the greatest impact, as build plates are usually cooler near the edges. The trade-off is accepting a smaller build; or
- build it in pieces and glue it together; or,
- switch to some other filament that doesn’t warp as much; or,
- reduce the printable area in the slicer and clip either glass or thick garolite or maybe carbon fiber (?) on top of the heated bed. i.e. a build plate of some kind that’s thick enough that it’s pretty much guaranteed not to warp. Again, the trade-off is accepting a smaller diameter printed object.
- buy a bigger printer with a bigger build plate and a proper chamber heater. I was watching Clough42’s review of the Qidi i-fast 3, which has a large 6mm very flat aluminum heated bed with very good temperature uniformity and a chamber heater that goes all the way to 80C (even though the marketing materials only advertise it going up to 60C). On it he was able to print even large things in ABS without any warping at all, including one difficult print that had eluded him for the prior 7 years on all the other printers he had tried it on. Probably the next closest would be the Qidi 3 Max3, which also has a 6mm thick aluminum heat bed, but the heated chamber only goes to 60C (and allegedly Qidi recommends not heating it up above 50C, which is close to what I’m already getting with just the X1C). For comparison, from what I’ve read my X1C has a 3mm aluminum PCB for its heated bed.
The print is for an outdoor application, hence the choice of ASA for its temperature and UV resistance, as it will be in harsh direct sunlight. Of all these potential remedies, maybe the easiest would be glass fiber ABS (for reduced warpage) which I then paint with a UV resistant paint. Or, if someone could recommend some other material that would be suitable, I might try that instead. There are supposedly some “easy” ABS’s that print with less warpage even without glass fiber, but if I’m not mistaken the hdt is lower. Actually, I think I’ll try that next, as it is cheaper than glass fiber ABS. I don’t recall seeing any ASA’s advertised as specially modified for low warpage, but I might look for that as well.
Edit1: I just found this thread: Large ASA prints warping
so I’ll give it a read as well. It’s quite lengthy.
Edit2: Also, I did find some “zero warp” ASA filaments, such as: ASA Filament ApolloX™ - Natural 1.75mm – 3D Printer Supply Company
As expected, it comes at a price.
I believe ABS will need a 100C chamber to completely eliminate the possibility (glass transition temp is around 100C), but I would think 60-80C could really do wonders for this problem.
I would think, though I’ve never tried, the resin printing heaters from Amazon and eBay might be able to get a Bambu enclosed printer in that 50-60C range. They are $50-$60 and self-regulating. The only wrinkle is routing the power cables but that’s not too difficult to figure it out. It should fit cleanly beside the build plate but check the dimensions to be sure if you look into that.
If you choose not to go the mod route, consider using a CF/GF infused ABS or ASA. The fiber add-in will help resist the bending because of the small strands of fiber.
1 Like
I had chosen Hilbert Curves as the sparse infill because:
- short lines, so it should reduce shrinkage
- to possibly help bolster the outside wall and resist the outside wall from shrinking in.
However, it occurs to me now a possible (likely?) unintended consequence: that using Hilbert curves as the sparse infill in this way may have created a giant heatsink that radiates more and more heat out of the bottom layer the taller it gets, causing the bottom layer to shrink enough that it eventually pulls the build plate away from the heated bed, as has happened.
I think this may argue in favor of using lightning infill, which would have less direct contact with the bottom layer. It too would radiate more and more heat the taller it got, I’m guessing not as efficiently as the Hilbert curve is doing.
I could reduce the build plate temperature to get less temperature gradient, but in doing so it would also reduce the chamber temperature. Probably some relative improvement, but not a pure win. Another argument in favor of an actively heated chamber.
However, trumping all of that is the issue of print speed. Looking at one of the “no warp” ASA filaments on amazon, the recommended print speed is just 40-60mm/sec,
which is an absolute crawl compared to my current settings, which already seem so slow as to be bordering on impractical: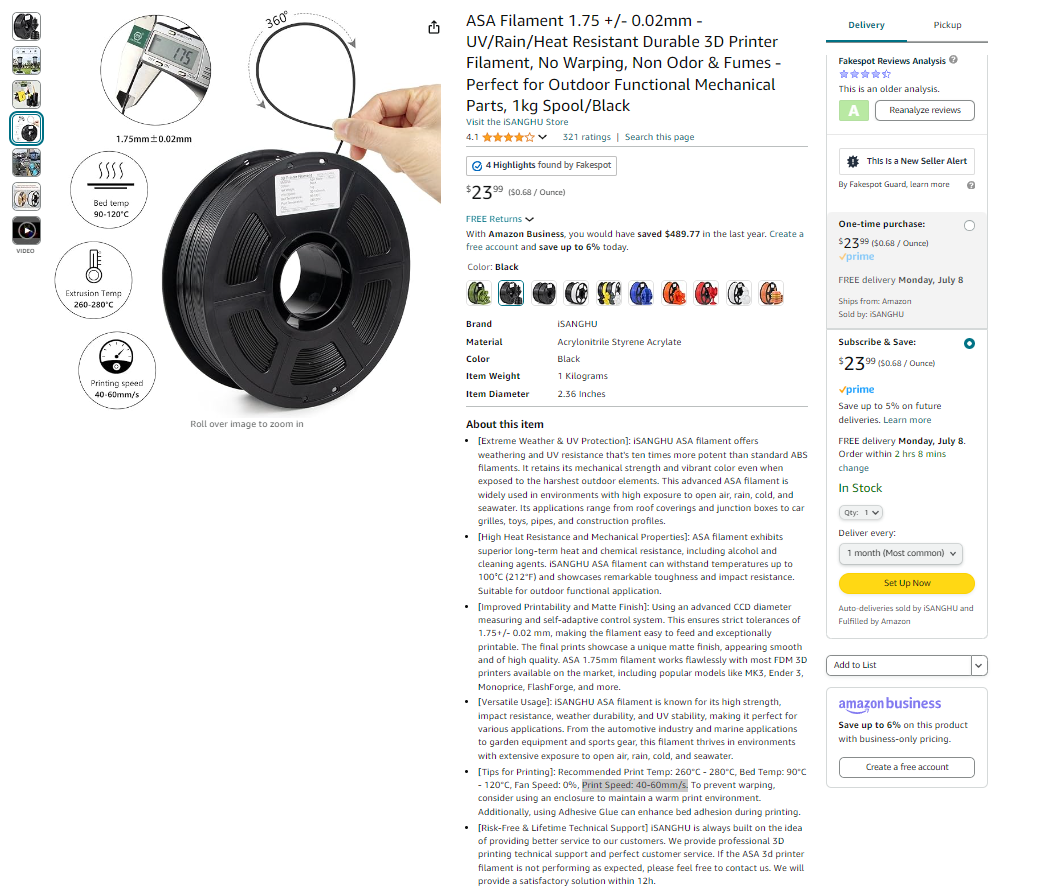
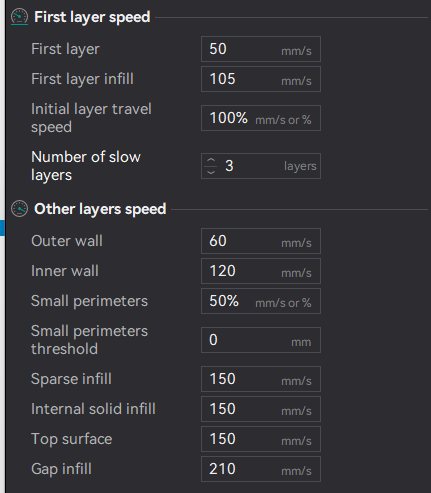
So, if anything, maybe the answer is a “high speed” ASA, of which there seem to be few, but Sainsmart advertises 500mm/s for theirs:
I’d be cautious about pushing the chamber temp in to a range above 70ºC. I suspect the printer is made with commercial-grade (vs. Industrial or Military) electronic components, some of which might only be rated for 70ºC. Probably won’t damage any components, but the machine might work erratically or maybe not at all until it cools down again.
If your print is warping near the front of the printer, try taping up the door seams… It’s a large print, so layer time is long, so no fans, not even the part fan.
The amount of infill contributes to the forces that warp the print. The more plastic there is, the greater the force. So if you can get away with a lesser amount of infill, you might have more success. As an experiment, print it with no infill. I’m assuming there’s a top layer you would not be able to print, but just stop the print before that layer if it hasn’t warped by then. Then, start adding infill back to see if you can get to a point the top surface prints satisfactorily but it doesn’t warp.
I’ve printed a lot of ASA, including one multi-color print that filled about 1/2 the build plate (edge to edge, but only halfway front to back) and haven’t had any issues. It’s definitely possible. ![]()
2 Likes
@RocketSled My last post came less than a minute before yours, so you may not have seen it. Cutting to the chase: at what speed are you printing your ASA? A number of the posters in the “Large ASA prints warping” thread advised against going faster than 70mm/sec.
Regarding your suggestion of not printing an infill to see what might happen: Good idea! Worth a try.
How tall? Print height does seem to be factor in whether warping happens or not.
I made some of the changes people suggested, taping doors, hilbert curves etc. I’m running with gyroid infill at 15%. I do have multiple modifiers in the model, 4 screw holes in the bottom of the print and a section in 2 of the sidewalls where the infill is up to 85%. That’s due to the structural stresses that will be put on those parts. It’s running right now, the floor layer (4mm) went down well, and it’s just now starting to curve up for the walls so we’ll see what happens. I’m still frustrated by the fact that the other half of the box (pictured in one of my other posts) printed absolutely fine, and this keeps failing well before it reaches the wall height that the other half went to. Fingers crossed that this doesn’t turn to junk on me!
About 50mm tall. There were two separate halves, a top and bottom. Both came out fine. And while I don’t remember the speed I printed at, I can say with a fair degree of certainty that I used the Bambu generic ASA profile and default speeds. Though I may have bumped the build plate and extrusion temps up a bit.

2 Likes
I set the time index to play at a nice animation explaining the basic cause of warping:

Also, as shown in the graph, ASA has an even higher coefficient of thermal expansion than ABS or Nylon. On the same graph, PETG shows very little warping potential (comparatively speaking. I have experienced PETG warping though on large prints, so it’s not a no-brainer). In retrospect, I guess I should have gone with PETG, or maybe polycarbonate (not shown). I’ve had PETG parts outside in direct sunlight for over a year now, and they aren’t showing any UV damage–not yet, anyway. And that’s with no paint on them. And with Elegoo PETG, I can print even faster than with PLA, so that would address the speed issue.
Why something warps isn’t all that hard to understand, once you understand that the plastic shrinks as it cools. So everything you print ends up being a tiny bit smaller than it was when it was actually printed. But there’s a “thermal gradient” while the print is underway, the plastic doesn’t cool evenly. The stuff that’s closer to the build plate tends to cool more slowly than stuff higher up on the print. As that stuff higher up cools more, it shrinks more. But the print is “constrained”, it can’t move, stress builds up and a force develops across the top of the print, pulling inward towards the center, and that pulls up on the outer edges, causing the outer edges to lift.
Shape can make a big difference. Corners tend to do it more because they cool faster. Squarer corners more so than radiused corners (my print, above, has radiused corners).
The more plastic you’re printing higher up on the print, the greater the force exerted at the bottom of the print.
We call it “warping” but really, it’s more like “potato chipping”. ![]()
And as explained in that video (apparently, I didn’t watch much), different plastics have different coefficients of thermal expansion, they shrink more or less as a function of temperature. The ones that shrink more tend to warp more easily.
2 Likes
Thanks for the comments. It appears that there’s enough resilience in the X1C that it looks as though it will turn out OK by the time it finishes:
1 Like
I nearly pulled the trigger on a Qidi 3 Max3, as there’s a big sale going on now, but I don’t see that they have a community forum of any kind to speak of, and that seems like a huge short-fall in my view. Apparently there is a facebook group of some kind, plus redit, and not much else. Also, as near as I can tell, it doesn’t run current Klipper releases natively but instead requires running Qidi’s variant of it, which is maybe years behind the current version? Wow, if that’s the case, then they obviously don’t “get it” at all. It would mean that they took what might have been their #1 selling point and almost completely negated it. How stupid is that? None of the reviews seem to speak to this issue, so I’m left having to assume the worst. 247 did a review of it and the K1 Max, and for both he concluded “not recommended”–better to wait for the next version, he said.
Meanwhile, back in Bambu land, it looks like Lightning may be a very good match, as very little touches the bottom layer, and most of that reaches only about 2/3 of the way to the edge:
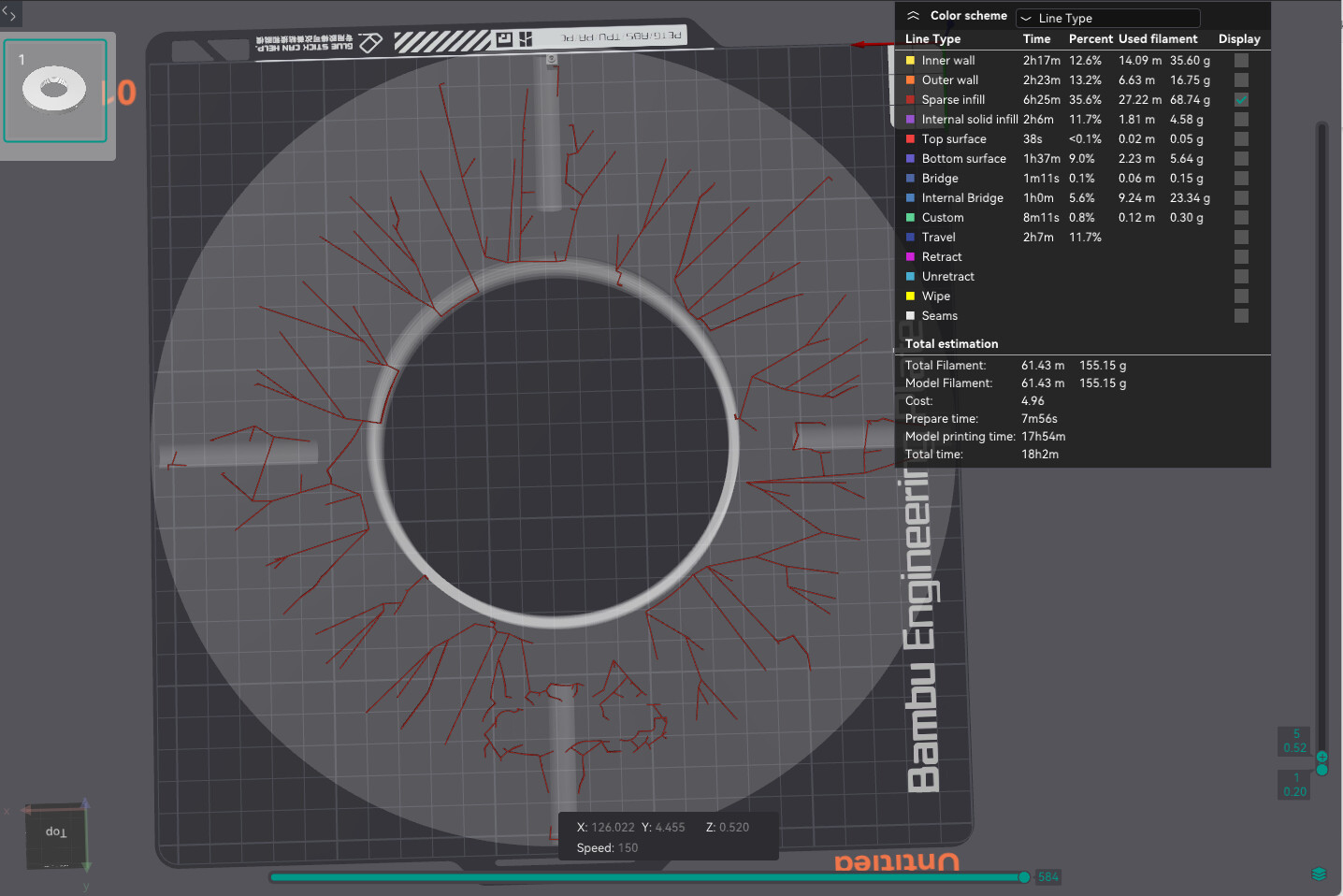
That keeps the lines relatively short, which is a good thing.
Ironically, the print turned out almost perfectly. The problem is I had used vision miner as the bed adhesive, and it simply would NOT release. The Hilbert curves made for a rather spongy interior, rather than making for a rigid body, so there was no way to get leverage on it. In the end, the bottom layers had to detach from the rest of the model, and I’m now soaking it in water to try to get the bottom layers off the build plate. ![]() Would it have warped without the vision miner? I have no way of knowing without redoing the print and using something else.
Would it have warped without the vision miner? I have no way of knowing without redoing the print and using something else.
Rather than do that, though, for my next attempt I’m trying a design which I hope will either interrupt or resist the long lines which encourage warping:
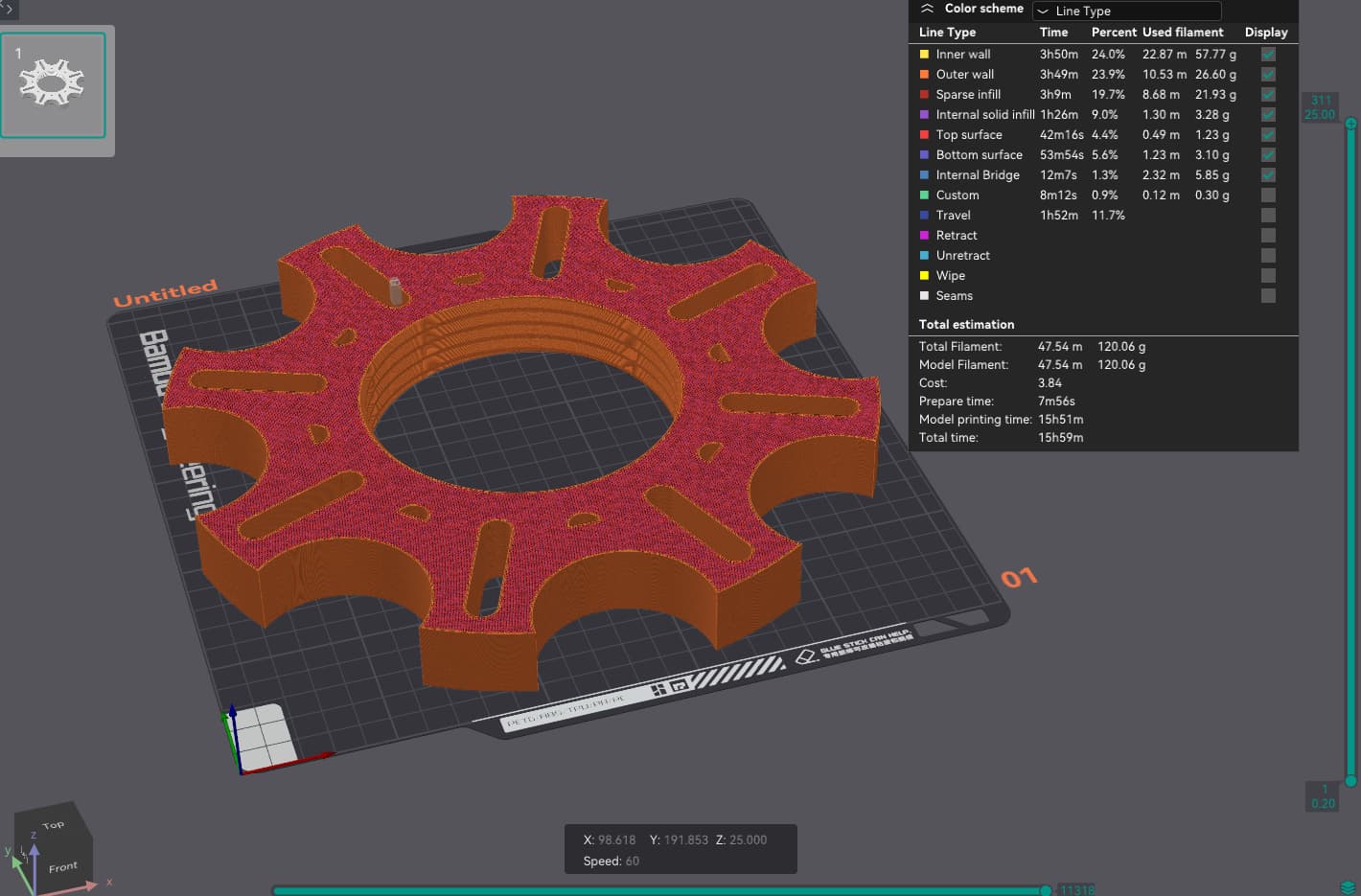
Also, on the assumption that it will work, I’ll be replacing the vision miner with a milder bed adhesive, the kind that usually automatically detaches when the build plate cools off.